Спосіб контролю процесу контактного стикового зварювання оплавленням
Номер патенту: 42540
Опубліковано: 15.10.2001
Формула / Реферат
Спосіб контролю процесу контактного стикового, зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичне відхилення та визначають час, за який середньоквадратичні відхилення досягли екстремального значення під час осадки, при цьому процес вважають таким, що нормально протікає, якщо середньоквадратичне відхилення досягає екстремального значення за час, менший за розрахунковий час охолодження металу на торцях деталей.
Текст
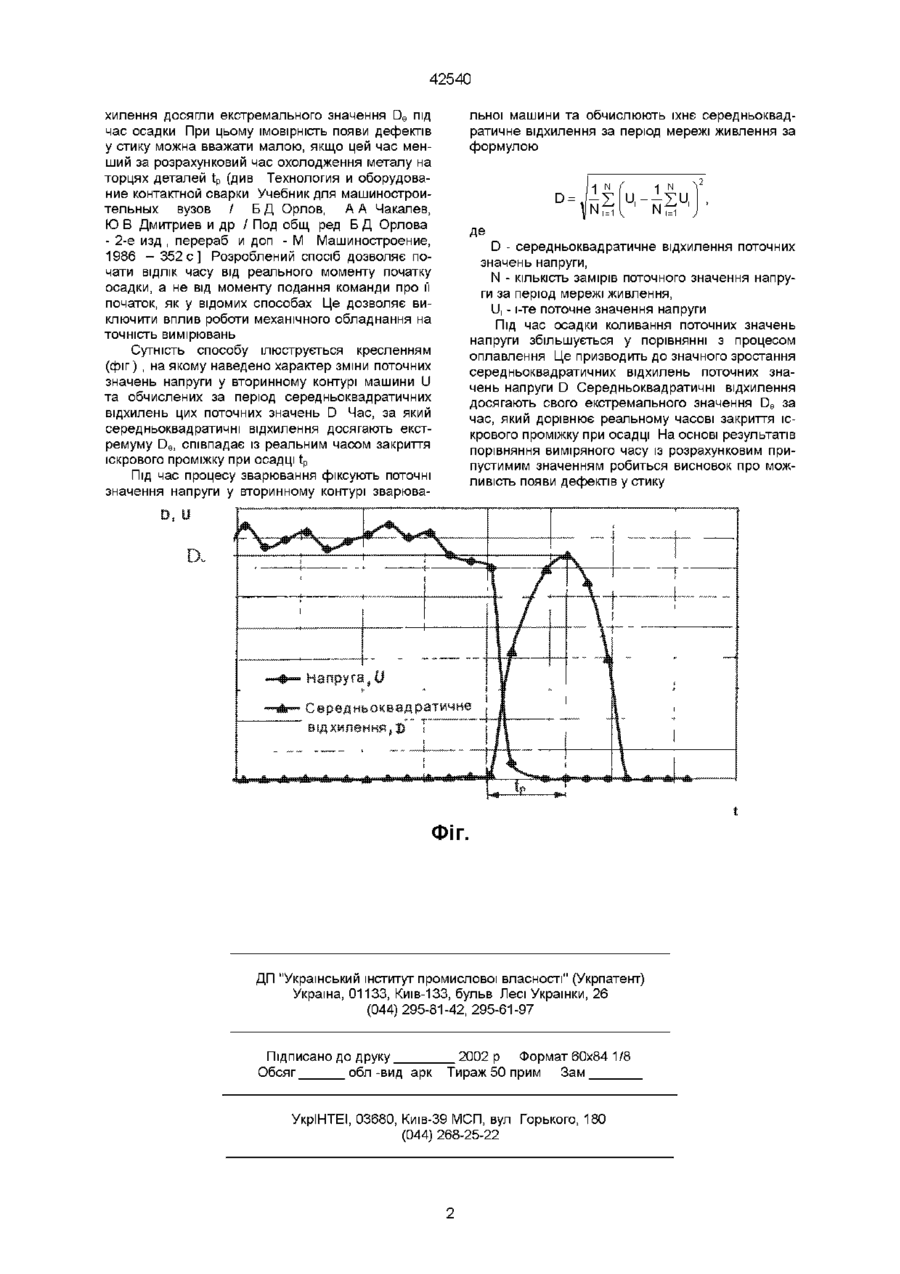
Спосіб контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини, який відрізняється тим, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичне відхилення та визначають час, за який середньоквадратичні відхилення досягли екстремального значення під час осадки, при цьому процес вважають таким, що нормально протікає, якщо середньоквадратичне відхилення досягає екстремального значення за час, менший за розрахунковий час охолодження металу на торцях деталей Винахід відноситься до галузі контактного стикового зварювання оплавленням і може бути використаний для прогнозування якості зварних з'єднань ВІДОМІ способи контролю процесу контактного стикового зварювання оплавленням, направлені на оцінку можливості утворення дефекту в стику Висновок про перебіг процесу осадки робиться на основі слідкування за переміщенням рухомої частини зварювальної машини (див С И КучукЯценко, М В Богорский, И Л Лазебный, Н Д Горонков Способ контактной стыковой сварки оплавлением А с СССР № 1324794, кл В23К11/04, 1987) або за швидкістю и переміщення під час осадки (див С И Кучук-Яценко, А И Горишняков, Л А Санько Способ контроля процесса осадки контактной стыковой сварки оплавлением А с СССР №1323296, кл В23К11/04, 1987) Недоліком способів є те, що обидва потребують слідкування за механічними показниками, при вимірюванні яких можуть виникати значні неточності При цьому ВІДЛІК часу осадки починається від моменту подання команди про її початок на увімкнення осадки, про закінчення відпрацювання програми переміщення рухомого затискача при оплавленні і про появу струму короткого замикання При цьому таким, що нормально протікає, вважають такий, при якому зварювальний струм досягає значення короткого замикання в інтервалі між командою на увімкнення осадки і моментом закінчення відпрацювання програми переміщення рухомого затискача при оплавленні Недоліком даного способу є те, що він не дає інформації про реальний час закриття іскрового проміжку при осадці, а ВІДЛІК часу осадки починається від моменту подання команди про її початок При цьому точність прогнозування можливості появи дефектів у стику невисока В основі винаходу лежить задача удосконалення контролю процесу контактного стикового зварювання оплавленням шляхом визначення реального часу закриття іскрового проміжку, що дозволить прогнозувати можливість появи у стику дефектів, за рахунок чого підвищується точність контролю якості з'єднань Поставлена задача вирішується тим, що в способі контролю процесу контактного стикового зварювання оплавленням, при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення та осадки слідкують за напругою у вторинному контурі машини новим є те, що фіксують поточні значення напруги у вторинному контурі машини, обчислюють їх середньоквадратичне відхилення за період мережі живлення та визначають час, за який середньоквадратичні від За прототип обраний спосіб контролю процесу контактного стикового зварювання оплавленням (див Мокичев В Г, Молчадский С Г , Куляс В Я Способ контроля процесса контактной стыковой сварки оплавлением А с СССР №1181818, кл В23К11/04, 1985), при якому задають програму переміщення рухомого затискача при оплавленні, подають команду на увімкнення осадки, в процесі оплавлення і осадки слідкують за зварювальним струмом, фіксують сигнали про подання команди О ю 42540 хилення досягли екстремального значення De під час осадки При цьому імовірність появи дефектів у стику можна вважати малою, якщо цей час менший за розрахунковий час охолодження металу на торцях деталей t p (див Технология и оборудование контактной сварки Учебник для машиностроительных вузов / Б Д Орлов, А А Чакалев, Ю В Дмитриев и др / Под общ ред Б Д Орлова - 2-е изд , перераб и доп - М Машиностроение, 1986 - 352 с ] Розроблений спосіб дозволяє почати ВІДЛІК часу від реального моменту початку осадки, а не від моменту подання команди про її початок, як у відомих способах Це дозволяє виключити вплив роботи механічного обладнання на точність вимірювань Сутність способу ілюструється кресленням (фіг) , на якому наведено характер зміни поточних значень напруги у вторинному контурі машини U та обчислених за період середньоквадратичних відхилень цих поточних значень D Час, за який середньоквадратичні відхилення досягають екстремуму De, співпадає із реальним часом закриття іскрового проміжку при осадці t p Під час процесу зварювання фіксують поточні значення напруги у вторинному контурі зварюва льної машини та обчислюють їхнє середньоквадратичне відхилення за період мережі живлення за формулою D - середньоквадратичне відхилення поточних значень напруги, N - КІЛЬКІСТЬ замірів поточного значення напруги за період мережі живлення, LI, - і-те поточне значення напруги Під час осадки коливання поточних значень напруги збільшується у порівнянні з процесом оплавлення Це призводить до значного зростання середньоквадратичних відхилень поточних значень напруги D Середньоквадратичні відхилення досягають свого екстремального значення De за час, який дорівнює реальному часові закриття іскрового проміжку при осадці На основі результатів порівняння виміряного часу із розрахунковим припустимим значенням робиться висновок про можливість появи дефектів у стику Фіг. ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Киів-133, бульв Лесі Українки, 26 (044)295-81-42, 295-61-97 Підписано до друку Обсяг обл -вид арк 2002 р Формат 60x84 1/8 Тираж 50 прим Зам УкрІНТЕІ, 03680, Киів-39 МСП, вул Горького, 180 (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of control of the process of resistance butt fusion welding
Автори англійськоюSkachkov Ihor Olehovych, Chvertko Yevhenia Petrivna
Назва патенту російськоюСпособ контроля процесса контактной стыковой сварки плавлением
Автори російськоюСкачков Игорь Олегович, Чвертко Евгения Петровна
МПК / Мітки
МПК: B23K 11/04
Мітки: оплавленням, контактного, спосіб, процесу, зварювання, контролю, стикового
Код посилання
<a href="https://ua.patents.su/2-42540-sposib-kontrolyu-procesu-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю процесу контактного стикового зварювання оплавленням</a>
Спосіб регулювання процесу контактного стикового зварювання оплавленням
Номер патенту: 3723
Опубліковано: 27.12.1994
Автори: Шкурко Віктор Григорович, Швець Юрій Васильйович, Казимов Борис Іванович, Лазебний Іван Леонтійович, Череднічок Віталій Тимофійович, Мосендз Ігор Миколайович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: оплавленням, контактного, зварювання, регулювання, спосіб, стикового, процесу
Формула / Реферат:
Способ регулирования процесса контактной стыковой сварки оплавлением, при котором скорость подачи подвижной плиты изменяют по заданной программе, скорость подачи подвижной плиты перед остановом снижают пропорционально приросту тока оплавления, остановку подвижной плиты производят при токах оплавления, соответствующих экстремуму электрической мощности, выделяемой в стыке, а по мере снижения тока оплавления при переходе к останову заданную...
Спосіб контактного стикового зварювання оплавленням з осадком
Номер патенту: 3724
Опубліковано: 27.12.1994
Автори: Казимов Борис Іванович, Шкурко Віктор Григорович, Швець Юрій Васильйович, Мосендз Ігор Миколайович, Зяхор Ігор Васильович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, осадком, оплавленням, стикового, зварювання, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплавлением с осадкой, при котором в процессе осадки удаляют грат установленными на зажимах сварочной машины формирующими устройствами с режущими кромками, расстояние между которыми перед началом оплавления устанавливают равным припуску на оплавление и осадку, отличающийся тем, что, с целью упрощения сварочного оборудования путем снижения усилия осадки, расстояние между одной из режущих кромок и торцом...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1610
Опубліковано: 25.10.1994
Автори: Череднічок Віталій Тимофійович, Горонков Миколай Дмитрович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Миронец Олександр Миколайович
МПК: B23K 11/04
Мітки: спосіб, контактного, зварювання, стикового, оплавленням
Формула / Реферат:
Способ контактной стыковой сварки оплав-лением, при котором процесс осадки проводят по этапам, на первом этапе на величину 20—30 % общего припуска с максимальной скоростью, а на втором этапе до выключения тока при пониженной скорости, отличающийся тем, что, с целью повышения качества сварного соединения, после отключения тока скорость осадки задают соответствующей скорости осадки на первом этапе.
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1612
Опубліковано: 25.10.1994
Автори: Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Шкурко Віктор Григорович, Горонков Микола Дмитрович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Беляєв Данило Іванович
МПК: B23K 11/04
Мітки: стикового, зварювання, оплавленням, контактного, спосіб
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, включающий разделку кромок свариваемых деталей горячей прессовой обработкой, оплавление свариваемых деталей и их последующую осадку, отличающийся тем, что, с целью повышения качества сварки путем сохранения в сварном соединении направления полос прокатки металла, оплавление свариваемых деталей прерывают при достижении ими равновесного теплового состояния и осуществляют разделку кромок,...
Спосіб контактного стикового зварювання імпульсним оплавленням
Номер патенту: 11741
Опубліковано: 25.12.1996
Автори: Зеленський Володимир Пилипович, Чвертко Петро Миколаєвич, Горшков Олександр Павлович, Фрідман Олександр Михайлович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Тішура Володимир Іванович
МПК: B23K 11/00
Мітки: стикового, зварювання, спосіб, імпульсним, оплавленням, контактного
Формула / Реферат:
Способ контактной стыковой сварки импульсным оплавлением, при котором в процессе оплавлення с изменяющейся скоростью подвижной части свариваемого изделия сообщают колебания с регулируемой амплитудой вдоль направления движения, а затем производят осадку, отличающийся тем, что, с целью улучшения качества сварки, интенсификации нагрева, снижения потребляемой мощности и повышения производительности, с началом нарастания скорости оплавлення...
Попередній патент: Спосіб вирощування насіння цукрових буряків
Наступний патент: Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Випадковий патент: Спосіб одержання поліморфної форми i гідросульфату клопідогрелю