Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1610
Опубліковано: 25.10.1994
Автори: Миронец Олександр Миколайович, Горишняков Олексій Іванович, Кучук-Яценко Сергій Іванович, Горонков Миколай Дмитрович, Череднічок Віталій Тимофійович
Формула / Реферат
Способ контактной стыковой сварки оплав-лением, при котором процесс осадки проводят по этапам, на первом этапе на величину 20—30 % общего припуска с максимальной скоростью, а на втором этапе до выключения тока при пониженной скорости, отличающийся тем, что, с целью повышения качества сварного соединения, после отключения тока скорость осадки задают соответствующей скорости осадки на первом этапе.
Текст
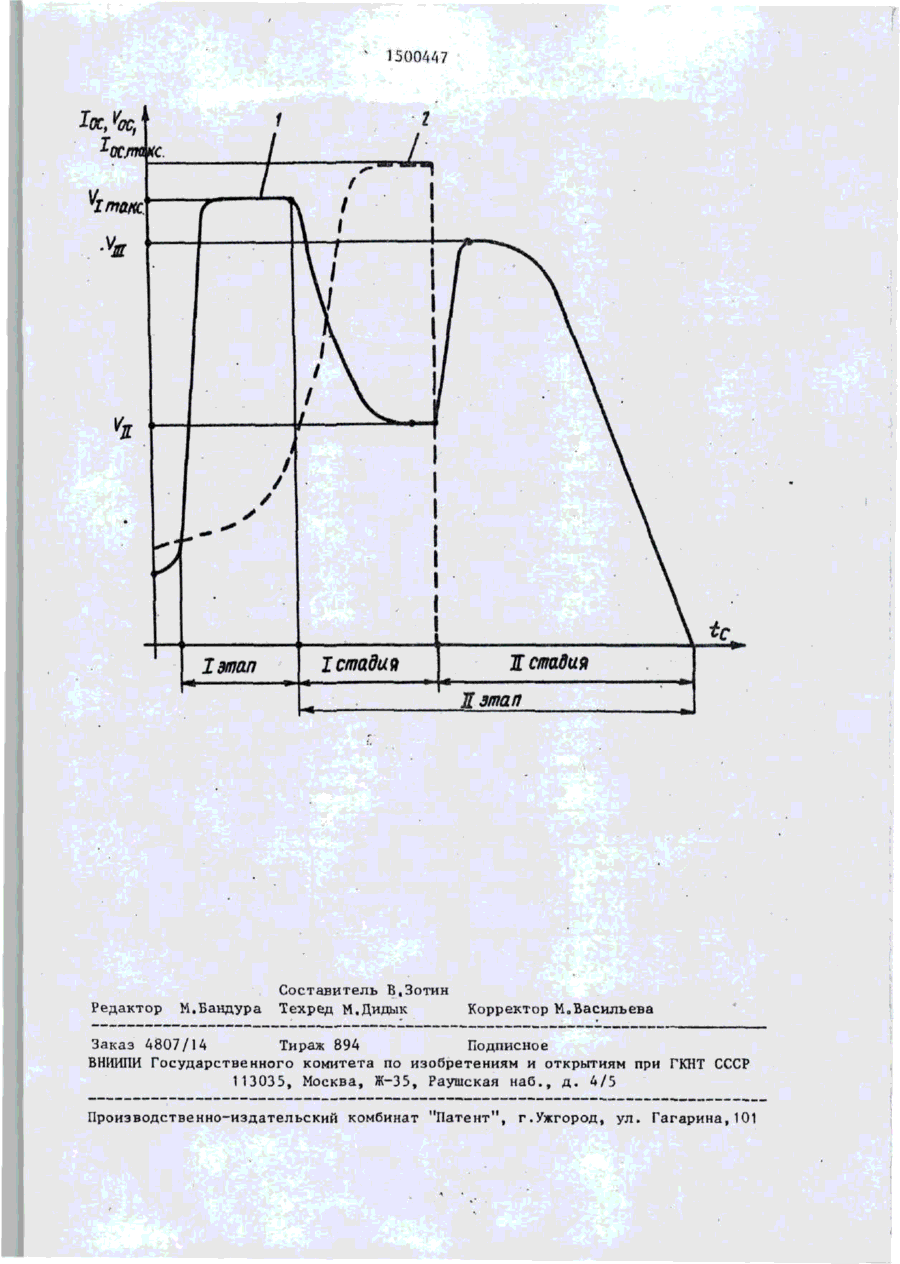
Изобретение относится к контактной стыковой сварке оплавлением и может применяться для сварки деталей с развитым поперечным сечением. Цель изобретения - повышение качества сварных соединений за счет повышения скорости пластической деформации свариваемых деталей в процессе осадки. Осадку проводят по этапам. На первом этапе величина осадки составляет 20-30% общего припуска. Осадку на первом этапе проводят с максимальной скоростью деформирования. На втором этапе деформирование осуществляют при пониженной скорости. На втором этапе осадки сварочный ток отключают. По отключении тока скорость осадки задают соответствующей скорости осадки на первом этапе 0 Увеличение скорости осадки на втором этапе по отключении тока позволяет повысить пластические свойства металла в зоне сварки за счет сжатия и вытеснения из наиболее глубоких кратеров жидких и твердых окислов металла. Повышение скорости деформирования на втором этапе осадки по" отключении тока снижает время пластической деформации, что позволяет увеличить термическую активацию соединяемых поверхностей и тем самым повысить качество сварного соединения. 1 ил,, 1 табл. о о Изобретение относится к контактной стыковой сварке оплавлением и может применяться для сварки деталей преимущественно с развитым поперечным сечением„ Целью изобретения является повышение качества сварных соединений за счет повышения скорости пластической деформации свариваемых деталей в процессе осадки. На чертеже представлены диаграммы изменений скорости перемещения и то ка сварки на различных этапах процесса осадки,, На чертеже обозначено: I - диаграмма изменения скорости осадки; 2 - диаграмма изменения тока; Vj M C ( K C скорость осадки на первом этапе; V t скорость осадки на втором этапе; VJn - скорость осадки на втором этаг ё после отключения тока; їос - ток Г В процессе формирования сварного соединения на стадии осадки обычно выделяют три основных птапа: З 1500447 I - формирование физического Снижение скорости осадки на первой контакта; стадии второго этапа необходимо для II - образование"металлических того, чтобы в процессе осадки под связей; 5 током_ термической активации подвергался) больший объем нагретого металIII - кристаллизация и охлаждение. ла, чем при постоянной высокой скоДля получения металлического соерости осадки, когда нагретый металл динения необходимо преодолеть энервыдавливается из стыка и термическая гетический барьер схватывания, т.е о затратить дополнительную энергию, 10 активация малоэффективна. Снижение скорости сопровождается также уменьназываемую энергией активации, котошением давления, а как известно рая разделяется на механическую и уменьшение давления облегчает нагрев термическую. Причем механическая акметалла. Оптимальная величина припустивация определяется величиной усилия осадки, а термическая тем, что 15 ка на осадку под, током для деталей с развитым поперечным сечением сочасть осадки проводят под током. ставляет 0,5-0,6 общего припуска на Разделение процесса осадки на два осадку. Дальнейшее увеличение длиэтапа.с различными скоростями на тельности осадки под током при понивтором этапе в описываемом способе женной скорости нецелесообразно, так обусловлено следующими факторами. 20 как может произойти выплеск расплавНа первом этапе происходит закрыленного металла или отекание его с тие искрового зазора, т„е. формиро — торцов деталей. Этим же объясняется вание физического контакта между величина снижения скорости на втором свариваемыми деталями0 При этом происходит сближение атомов, устраняют- 25 этапе осадки. Она должна быть не ниже конечной скорости оплавления (Vjr= ся неровности и поверхностные плен==1,0-2,OV^ оплавления) , ки окисленного металла. Здесь требуется высокая скорость сближения, После выключения тока происходит чтобы предотвратить распространение окончательное формирование сварного 30 окисления свариваемых поверхностей. соединения. При этом происходит выВеличина осадки 20-30% общего припусравнивание наиболее глубоких кратека на первом этапе определяется тем, ров и вытеснение из них жидких и что величина зазора между оплавляетвердых окислов металла, а также сжамыми торцами и толщина слоя жидкого J тие металла в зоне соединения с целью металла не превьшіают 1,5 мм. 35 уплотнения металла и повышения его На втором этапе преодолевается пластических свойств. энергетический барьер схватывания, Как известно, глубина кратеров объединяются электронные оболочки и возрастает с увеличением сечения свавозникают металлические связи» Активацию атомов на данном этапе можно 40 риваемых деталей. После отключения тока остывание металла (дТ^/дО пропроводить двумя путями. Первый - за исходит очень интенсивно и к концу счет большого усилия сжатия (механиосадки в наиболее глубоких кратерах ческая активация), второй - посредстможет остаться застывший, обычно вом термической активации. Второй путь предпочтительнее по следующим 45 окисленный металл, что является причиной дефектов соединения и снижения соображениям: при термической актиего пластических свойств, „из-за инвации потенциальная энергия и кинетитенсивной рекристаллизации в связи с ческая увеличиваются, вследствие чемедленной деформацией нагретого металго уменьшается стабильность электронных конфигураций и повышается вероят-50 ла. Поэтому после отключения тока скорость вновь повышают до максимальность объединения электронных оболоного значения и тем самым сокращают чек на увеличенных расстояниях. время пластической деформации. НекоСледовательно, при проведении пластиторое снижение скорости после выключеской деформации усилие осадки, нечения тока на этом этапе объясняется обходимое для преодоления сил оттал- 55 сопротивлением металла пластической кивания, возникающих при электростадеформации, так как к этому моменту тическом взаимодействии электронов, осадки начинается сжатие твердо-жидтребуется меньшее, чем при механической фазы металла и величина указанно^ кой активации. 6 5 .1500447 го сопротивления возрастает. ПовыПри сварке рельсов были установшение скорости после выклюнени-я тока лены следующие параметры процесса на этом этапе, как уже отмечалось, ' осадки: общий припуск на осадку 12мм снижает время пластической дефор(при этом припуск на третьем этапе мации и позволяет без ущерба для каосадки составлял 0,6 общего припусчества проводить термическую активака - 7 м м ) ; скорость осадки (заданцию на пониженной скорости, что знаная) на I этапе 25 мм/с; скорость чительно снижает сопротивление деосадки (заданная) па II этапе 2,5 мм/с формации, так как его величина зави- 10 скорость осадки (заданная) на III сит от температуры и типа металла. ' этапе 25 мм/с 0 Соответственно снижается и требуемое Результаты механических испытаний, усилие осадки о В связи с этим исклюрельсов, сваренных по традиционной чается проскальзывание деталей в з а технологии и по описываемому способу, жимах и обеспечивается стабильность 15 приведены в таблице, качества сварных соединений„ Анализ показывает, что стрела проПри опытной сварке партии рельгиба увеличилась в среднем на 37%, а сов по данному способу качественные разрушающая нагрузка на 13%. сварные соединения получены при сниПовышение скорости деформироважении усилия осадки вплоть до 30% от 20ния на втором этапе после выключетребуемого в традиционном способе. ния тока позволяет увеличить термичесПри этом оказывается возможным сникую, активацию- соединяемых поверхносзить мощность гидросистемы машины, тей и, тем самым, качество соединен а в некоторых случаях отказаться от дополнительного источника энергии 25 ния. (гидроаккумулятора) и соответственФ о р м у л а и з о б р е т е н и я но уменьшить габариты и вес конструкСпособ контактной стыковой сварции сварочных машин. Для передвижки оплавлением, при котором процесс ных машин типа К-355, К-584, К-700-Ї, работающих в полевых условиях, это 30 осадки проводят по этапам, на первом этапе на величину 20-30% рбщегр является существенным показателем. припуска с максимальной скоростью, П р и м е р . Практическая реалиа на втором этапе до выключения тока зация изобретения была проведена на при пониженной скорости, о т л и ч а рельсосварочной машине типа К-355А, тем, что, с целью повыоснащенной электрогидравлическим уси- 35 ю щ и й с я шения качества сварного соединения, лителем УЭГ.С. Снижение скорости на после отключения тока скорость осадвтором этапе производили программно ки задают соответствующей скорости с помощью УЭГ.С, изменяя давление в осадки на первом этапе. цилиндрах управленияо Сварка по прототипу № исп. Сварка предлагаемым способом Усилие разру-и шения» Р, т Стрела прогиба, L n p , мм 1 230 55 2 4 235 235 240 59 59 62 5 235 60 3 Наличие дефектов Усилие разрушения , Р, т Стрела Наличие прогиба, дефектов L_ o , мм Матовые пятна Кет 38 Нет • 205 210 205 200 45 39 33 • Нет 220 47 Кет Кет • Нет Нет . Кет Матовые пятна 4 1 Іос/щ Редактор 1500447 і. М.Бандура Составитель В.Зотин Техред М.Дидык Корректор МоВасильева Заказ 4807/14 Тираж 894 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР НИИ 113035, Москва, Ж-35, Раушская наб., д . 4/5 Производственно-издательский комбинат "Патент", г.Ужгород, ул. Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of contact flash butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Horyshniakov Oleksii Ivanovych, Cherednichok Vitalii Tymofiiovych, Myronets Oleksandr Mykolaiovych, Horonkov Mykolai Dmytrovych
Назва патенту російськоюСпособ контактной стыковой сварки оплавлением
Автори російськоюКучук-Яценко Сергей Иванович, Горишняков Алексей Иванович, Чередничок Виталий Тимофеевич, Миронец Александр Николаевич, Горонков Николай Дмитриевич
МПК / Мітки
МПК: B23K 11/04
Мітки: стикового, оплавленням, спосіб, контактного, зварювання
Код посилання
<a href="https://ua.patents.su/4-1610-sposib-kontaktnogo-stikovogo-zvaryuvannya-oplavlennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб контактного стикового зварювання оплавленням</a>
Спосіб контактного стикового зварювання безперервним оплавленням
Номер патенту: 401
Опубліковано: 30.04.1993
Автори: Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Толдін Анатолій Андрійович, Череднічок Віталій Тимофійович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: стикового, спосіб, оплавленням, зварювання, безперервним, контактного
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки непрерывным оплавлением, при котором одной из деталей в процессе оплавления сообщают колебания вдоль направления движения деталей с регулируемой амплитудой и частотой и производят осадку, отличающийся тем, что, с целью повышения производительности, снижения потребляемой мощности путем увеличения скорости нагрева свариваемых деталей, колебания одной из свариваемых деталей сообщают...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Бєляєв Данило Іванович, Грабчев Борис Леонідович, Тільга Степан Сергійович, Мальцев Віктор Миколайович, Ротару Іон Теодорович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: контактного, оплавленням, стикового, зварювання, спосіб
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 316
Опубліковано: 30.04.1993
Автори: Самотрясов Сергій Михайлович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович
МПК: B23K 11/04
Мітки: стикового, оплавленням, контактного, спосіб, зварювання
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором одной из свариваемых деталей сообщают колебания, состоящие из движений на сближение и разведение оплавляемых торцов, осуществляемых в зависимости от величины текущего параметра оплавления, характеризующего сопротивление искрового промежутка, отличающийся тем, что, с целью повышения производительности сварки путем интенсификации нагрева свариваемых деталей,...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: зварювання, оплавленням, стикового, спосіб, контактного
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: оплавленням, процесом, контактного, спосіб, зварювання, стикового, управління
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Попередній патент: Поліградієнтний магнітний сепаратор системи будревича ч.-к.а.
Наступний патент: Спосіб контактного стикового зварювання
Випадковий патент: Установка для біологічного очищення побутових стічних вод