Спосіб багатодугового зварювання
Номер патенту: 42790
Опубліковано: 15.11.2001
Автори: Виногрєєва Євгенія Іванівна, Виногреєв Василь Миколайович, Луценко Віктор Олександрович
Формула / Реферат
Способ многодуговой сварки одновременно несколькими раздельными дугами, горящими между изделием и электродами, при котором к каждому источнику сварочного тока подключают аппарат для облегчения зажигания дуги и повышения ее устойчивости, отличающийся тем, что прохождение сварочного тока вместе с импульсами аппарата осуществляют через последовательно соединенные элементы цепи "первый электрод - первая дуга - изделие - вторая дуга - второй электрод".
Текст
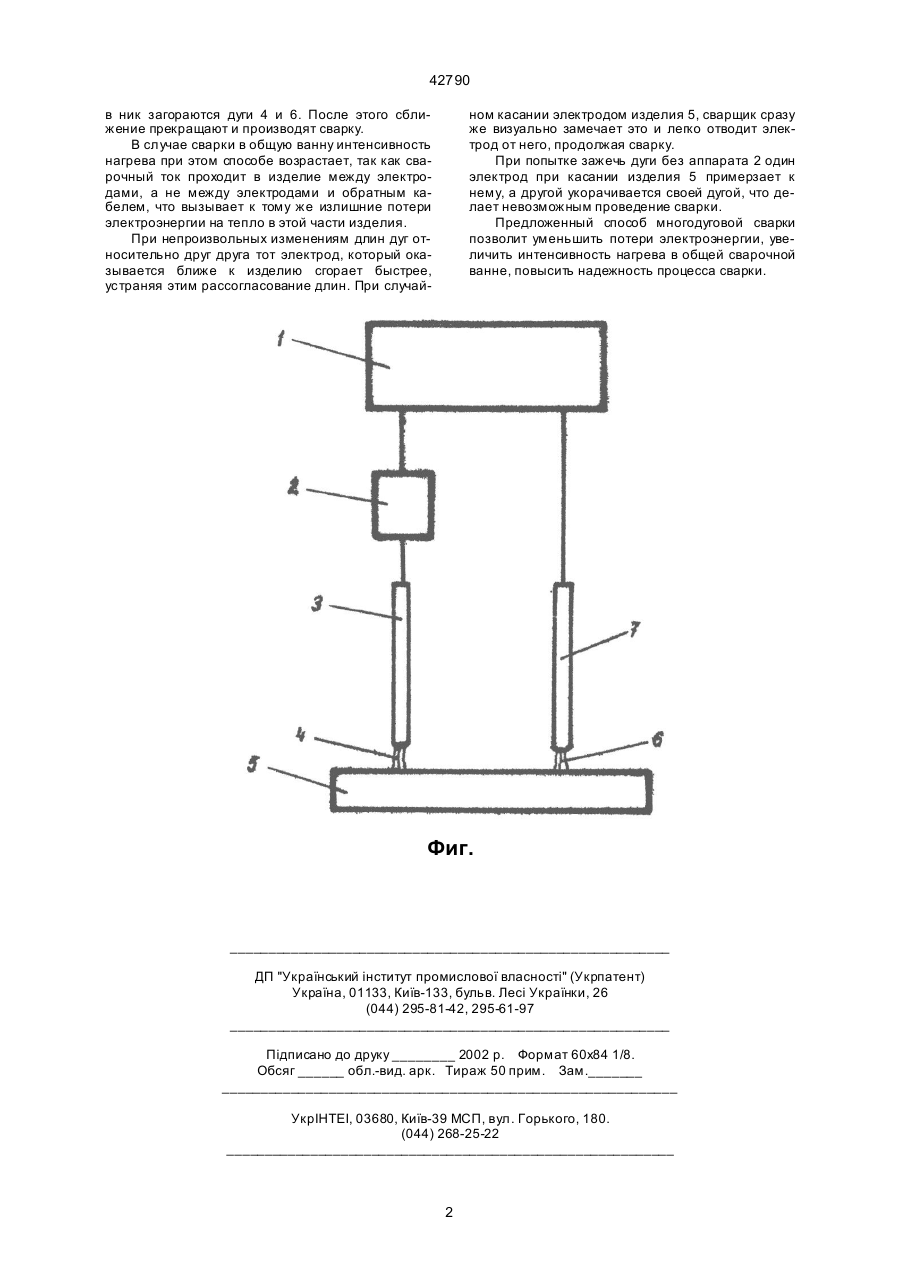
Способ многодуговой сварки одновременно несколькими раздельными дугами, горящими между изделием и электродами, при котором к каждому источнику сварочного тока подключают аппарат для облегчения зажигания дуги и повышения ее устойчивости, отличающийся тем, что прохождение сварочного тока вместе с импульсами аппарата осуществляют через последовательно соединенные элементы цепи "первый электрод - первая дуга - изделие - вторая дуга второй электрод". (19) (21) 97042000 (22) 25.04.1997 (24) 15.11.2001 (46) 15.11.2001, Бюл. № 10, 2001 р. (72) Виногреєв Василь Миколайович, Луценко Віктор Олександрович, Виногрєєва Євгенія Іванівна (73) Виногреєв Василь Миколайович, UA, Луценко Віктор Олександрович, UA, Виногрєєва Євгенія Іванівна, UA (56) Хренов К.К. Словарь-справочник по сварке. К.: Наукова думка, 1974. - С. 81 42790 в ник загораются дуги 4 и 6. После этого сближение прекращают и производят сварку. В случае сварки в общую ванну интенсивность нагрева при этом способе возрастает, так как сварочный ток проходит в изделие между электродами, а не между электродами и обратным кабелем, что вызывает к тому же излишние потери электроэнергии на тепло в этой части изделия. При непроизвольных изменениям длин дуг относительно друг друга тот электрод, который оказывается ближе к изделию сгорает быстрее, устраняя этим рассогласование длин. При случай ном касании электродом изделия 5, сварщик сразу же визуально замечает это и легко отводит электрод от него, продолжая сварку. При попытке зажечь дуги без аппарата 2 один электрод при касании изделия 5 примерзает к нему, а другой укорачивается своей дугой, что делает невозможным проведение сварки. Предложенный способ многодуговой сварки позволит уменьшить потери электроэнергии, увеличить интенсивность нагрева в общей сварочной ванне, повысить надежность процесса сварки. Фиг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multiple arc welding
Автори англійськоюVynohreiev Vasyl Mykolaiovych, Lutsenko Viktor Oleksandrovych, Vynohrieieva Yevheniia Ivanivna
Назва патенту російськоюСпособ многодуговой сварки
Автори російськоюВиногреев Василий Николаевич, Луценко Виктор Александрович, Виногреева Евгения Ивановна
МПК / Мітки
МПК: B23K 9/00
Мітки: зварювання, багатодугового, спосіб
Код посилання
<a href="https://ua.patents.su/2-42790-sposib-bagatodugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатодугового зварювання</a>
Спосіб багатодугового зварювання
Номер патенту: 16005
Опубліковано: 29.08.1997
Автори: Рибаков Анатолій Олександрович, Бучацький Георгій Петрович, Слюняєв Михайло Іванович, Кравченко Олександр Васильович
Мітки: багатодугового, спосіб, зварювання
Формула / Реферат:
Способ многодуговой сварки с раздельным питанием дуг, горящих в раздельные ванны, отличающийся тем, что, с целью повышения производительности процесса сварки, снижения энергозатрат и повышения качества сварных соединений, подвод к изделию тока, питающего первую в направлении сварки дугу или первую и следующие за ней одну или несколько дуг, осуществляют впереди сварочной ванны, а подвод тока, питающего последнюю и предшествующие ей одну или...
Спосіб багатодугового зварювання
Номер патенту: 30140
Опубліковано: 15.11.2000
Автори: Файнберг Леонід Йосипович, Кирюхін Олег Степанович, Танічев Олексій Григорович, Щеголь Володимир Володимирович, Боровиков Олексій Вікторович, Дерментлі Федір Семенович, Негляд Віктор Микитович, Рибаков Анатолій Олександрович
МПК: B23K 9/18
Мітки: зварювання, спосіб, багатодугового
Формула / Реферат:
1. Спосіб багатодугового зварювання, при якому в кінці процесу послідовно вимикають дуги і зменшують швидкість зварювання, який відрізняється тим, що принаймні на двох передніх дугах перед їх вимкненням знижують струм до величини І'n, яка відповідає умовіІст£І'n£Іn+1,де Іст - мінімальний струм стабільного горіння дуги,Іn+1 - струм наступної дуги,n - порядковий номер дуги,причому, починаючи з...
Спосіб багатодугового зварювання
Номер патенту: 30112
Опубліковано: 15.11.2000
Автори: Боровиков Олексій Вікторович, Кузьмін Юрій Миколайович, Березняк Яків Веніамінович, Лях Юрій Іванович, Семенов Станіслав Євгенович, Танічев Олексій Григорович, Дерментлі Федір Семенович, Клименко Сергій Євгеньович, Осоченко Іван Мойсейович, Бринюк Михайло Васильович, Кирюхін Олег Степанович, Негляд Віктор Микитович
МПК: B23K 9/06
Мітки: спосіб, багатодугового, зварювання
Формула / Реферат:
Спосіб багатодугового зварювання труб, при якому початок процесу зварювання проводять з уповільненою швидкістю, електроди подають до поверхні труби також з уповільненими швидкостями, після запалення дуг збільшують швидкості подачі електродів до робочих значень та не раніше перемикання швидкості подачі заднього електрода на робоче значення перемикають на робоче значення швидкість зварювання, який відрізняється тим, що перед зварюванням кінці...
Спосіб дугового зварювання алюмінієвих сплавів
Номер патенту: 4526
Опубліковано: 28.12.1994
Автор: Кручинін Ілля Інокентійович
МПК: B23K 9/16
Мітки: зварювання, алюмінієвих, сплавів, спосіб, дугового
Формула / Реферат:
Способ дуговой сварки алюминиевых сплавов модулированным током, отличающийся тем, что, с целью повышения стабильности процесса при сварке плавящимся электродом, модулированный ток получают путем наложения на постоянный ток переменного тока, равного 0,3-0,5 величины постоянного тока.
Спосіб дугового механізованого зварювання
Номер патенту: 3137
Опубліковано: 26.12.1994
Автори: Тертичний Олег Олександрович, Копилов Леонід Миколайович, Зяхор Василь Кузьмич, Тарасенко Олександр Герасимович, Ковтуненко Віктор Олексійович, Коба Сергій Олександрович, Базаров Валерій Сергійович
МПК: B23K 9/173
Мітки: зварювання, механізованого, дугового, спосіб
Формула / Реферат:
1. Способ дуговой механизированной сварки, при котором процесс ведут в среде защитных газов плавящимся электродом с поперечными колебаниями, при этом при подходе к кромке разделки осуществляют отключение дуги и прекращают подачу электрода, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения производительности процесса сварки в различных пространственных положениях путем увеличения времени горения дуги...
Попередній патент: Різальний та передавальний пристрій для стебельчастих рослин
Випадковий патент: Спосіб визначення тау-флювалінату в меді та бджолах