Спосіб багатодугового зварювання
Номер патенту: 30112
Опубліковано: 15.11.2000
Автори: Дерментлі Федір Семенович, Кирюхін Олег Степанович, Боровиков Олексій Вікторович, Танічев Олексій Григорович, Кузьмін Юрій Миколайович, Осоченко Іван Мойсейович, Лях Юрій Іванович, Семенов Станіслав Євгенович, Негляд Віктор Микитович, Клименко Сергій Євгеньович, Березняк Яків Веніамінович, Бринюк Михайло Васильович
Формула / Реферат
Спосіб багатодугового зварювання труб, при якому початок процесу зварювання проводять з уповільненою швидкістю, електроди подають до поверхні труби також з уповільненими швидкостями, після запалення дуг збільшують швидкості подачі електродів до робочих значень та не раніше перемикання швидкості подачі заднього електрода на робоче значення перемикають на робоче значення швидкість зварювання, який відрізняється тим, що перед зварюванням кінці електродів розташовують на рівних відстанях від поверхні труби, подачі наступних електродів вмикають після вмикання першого через проміжки часу
![]() ,
,
де
n - порядковий номер електродa,
a1n - відстань на поверхні труби між осями першого і n-ного електрода,
V'зв - уповільнена швидкість зварювання, при цьому уповільнені швидкості подачі наступних за першим електродів визначають виразом:
V'n![]() ,
,
де
V'1 - уповільнена швидкість подачі першого електрода,
a1 - кут нахилу до вертикалі першого електрода,
an - кут нахилу до вертикалі n-ного електрода.
Текст
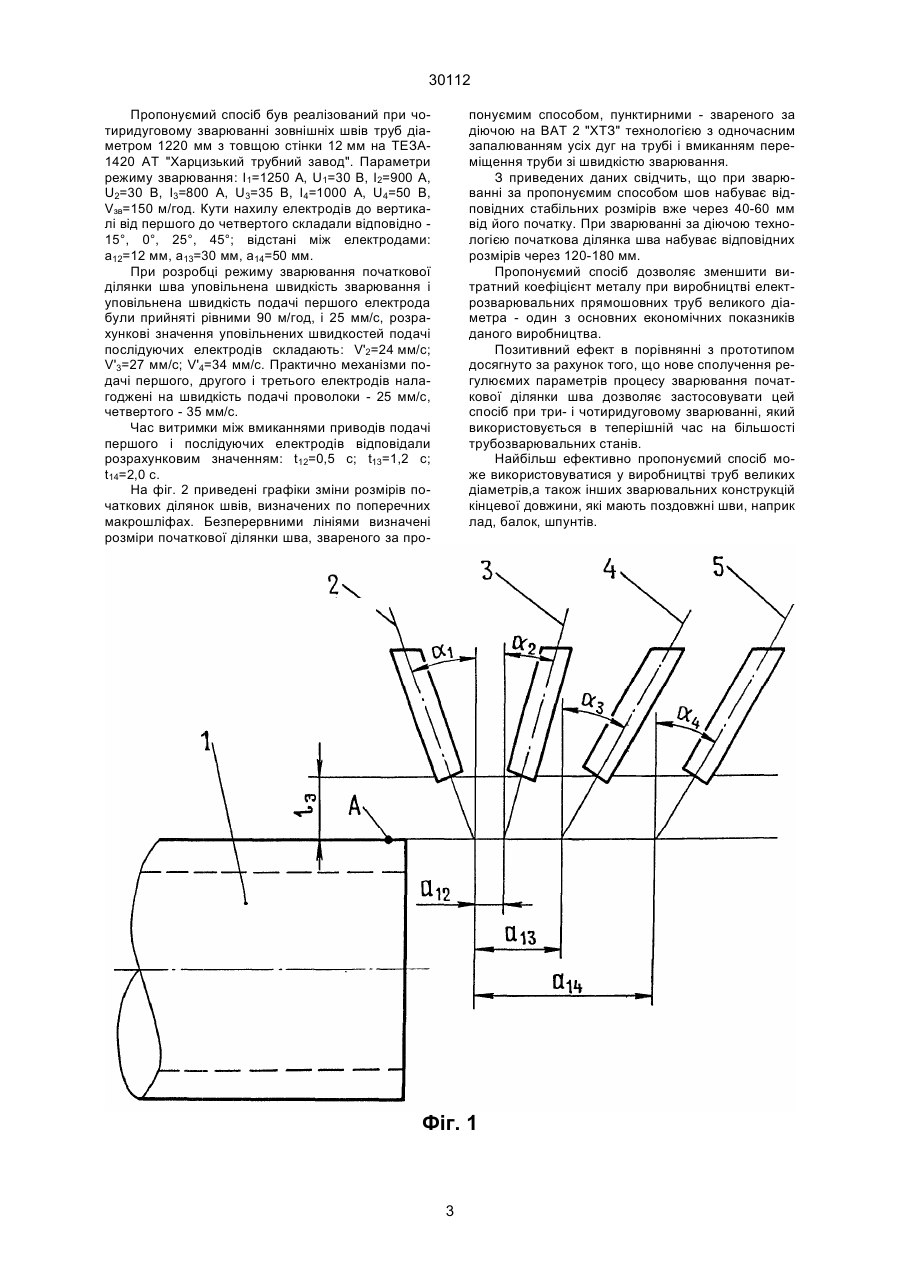
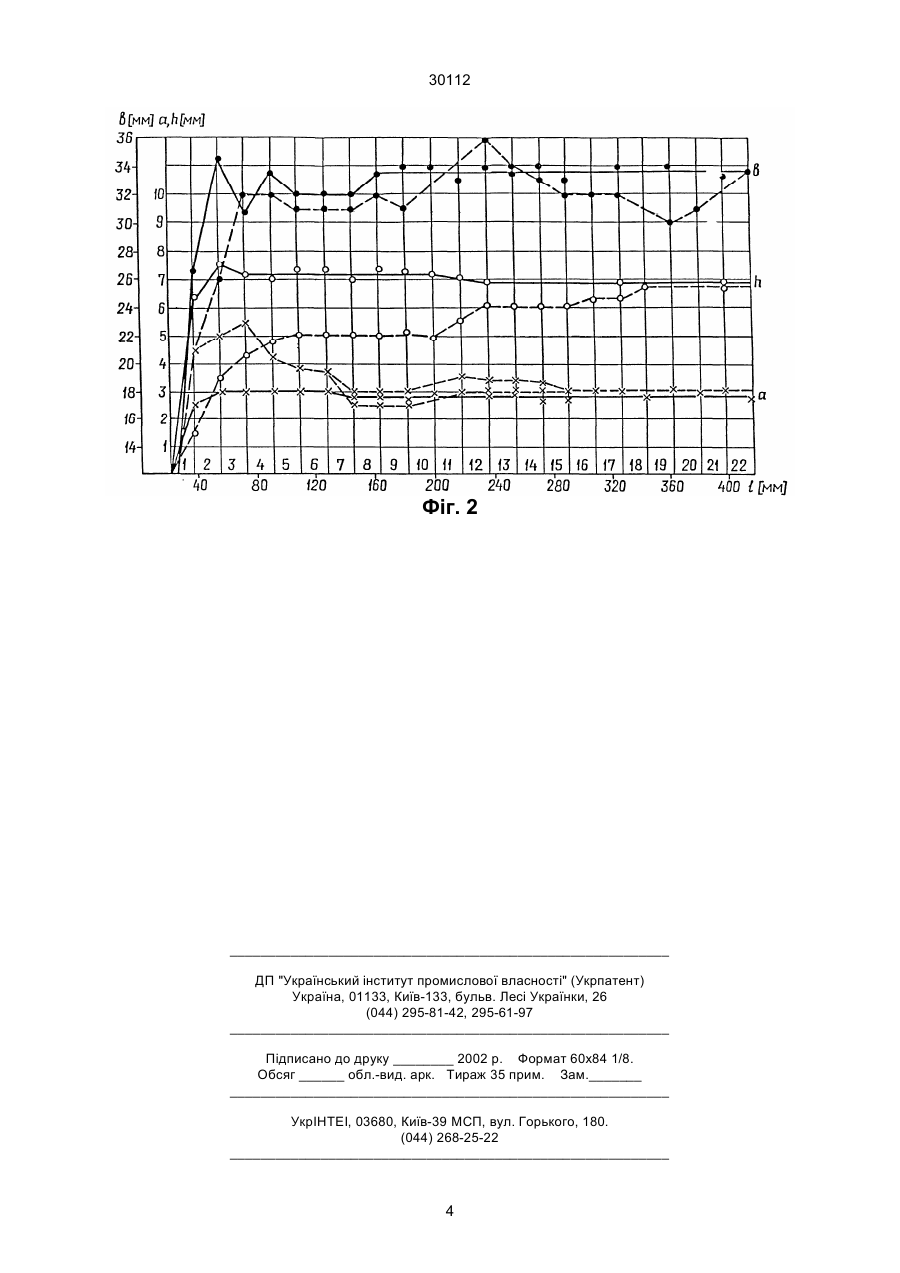
Спосіб багатодугового зварювання труб, при якому початок процесу зварювання проводять з уповільненою швидкістю, електроди подають до поверхні труби також з уповільненими швидкостями, після запалення дуг збільшують швидкості подачі електродів до робочих значень та не раніше перемикання швидкості подачі заднього електрода на робоче значення перемикають на робоче значення швидкість зварювання, який відрізня 30112 тні у відомих способах на технічні рішення аналогічного призначення. Для пояснення пропонуємого способу зварювання на фіг. 1 схематично зображено поздовжній переріз початкової ділянки труби і електродів зварювального апарата в мить початку зварювання. На кресленні прийняті такі значення: 1 - труба; 2 - передній електрод; 3 - другий електрод; 4 - третій електрод; 5 - задній електрод; а12, а13, і а14 - відстані між кінцями переднього і послідуючих електродів на поверхні труби; a1, a2, a3, i a4 - кути нахилу електродів до вертикалі; А - точка на поверхні труби, в якій усі електроди почергово торкаються її поверхні; l e - відстань кінців електродів від поверхні труби. Пропонуємий спосіб здійснюється таким чином. Трубу 1 подають в трубозварювальний стан на маршевій швидкості, а перед зварювальним апаратом її рух перемикають на уповільнену швидкість V'зв, меншу від швидкості зварювання Vзв. При заході переднього кінця труби 1 під зварювальний апарат вмикають на уповільненій швидкості V'4 привід подачі переднього електрода 2, через a t12 = 12 (с) вмикають привід подачі другого елек¢ Vзв при дводуговому зварюванні, тобто при значенні n не більш 2. У випадку три- і чотиридугового зварювання l n для третього і четвертого електродів набуває значення більшого вильоту електрода, тобто для забезпечення такої відстані між кінцем електрода і поверхнею труби електрод повинен бути втягнутий в середину зварювального мундштука, що практично неможливо через те, що при погашенні дуги на кінці електрода часто утворюється наплив, перебільшуючий діаметр електрода. В основу даного винаходу поставлене завдання удосконалити техніку багатодугового зварювання початкової ділянки шва труб шляхом запалювання усіх дуг в одній точці поверхні труби і, таким чином, забезпечити підвищення якості початкової ділянки шва і зменшення обрізі переднього кінця труб при багатодуговому зварюванні. Поставлене завдання досягається тим, що у відомому способі багатодугового зварювання труб, при якому початок процесу зварювання проводять з уповільненою швидкістю, електроди подають до поверхні труби також з уповільненими швидкостями, після запалювання дуг збільшують швидкість подачі електродів до робочих значень і не раніше переключення швидкості подачі заднього електрода на робоче значення перемикають на робоче значення швидкість зварювання, перед зварюванням кінці електродів розташовують на однакових відстанях від поверхні труби, подачу наступних електродів вмикають після вмикання першого чеa рез проміжок часу t1n = 1n , де n - порядковий но' Vзв мер електрода, a1n - відстань на поверхні труби між осями першого n-ного електрода, V'зв - уповільнена швидкість зварювання, при цьому уповільнені швидкості подачі послідуючих за першим електродом визначають з виразу: cos a , V'n = V'1 cos an де a1 - кут нахилу до вертикалі першого електрода, an - кут нахилу до вертикалі n-ного електрода, V'1 - уповільнена швидкість подачі першого електрода. Суттєвими відмінними ознаками пропонованого способу є те, що перед зварюванням кінці електродів розташовують на однакових відстанях від поверхні труби, вмикання подач послідуючих електродів здійснюють через такі проміжки часу після вмикання першого електрода і при таких значеннях швидкостей подач відносно уповільненої швидкості подачі першого електрода, які забезпечують почерговий контакт усіх електродів з трубою в одній точці її поверхні. Сукупність саме цих відмінних ознак дозволяє виконати поставлене завдання, а саме - зменшити довжину початкової ділянки шва, зварюваємого багатодуговим зварюванням, на якій її розміри відрізняються від потрібних значень і відповідно зменшити довжину відрізаємої частини шва. Автори гадають, що описані відмінні ознаки є суттєвими, що без їх здійснення неможливо досягнути бажаного ефекту, а також, що ці ознаки відсу ' трода з на швидкості V2 = V1' t13 = a13 (с) вмикають привід подачі третього елеV 'зв ' ктрода 4 на швидкості V3 = V1' t14 = cos a1 (м/с), через cos a 2 a14 V 'зв cos a1 (м/c), а через cos a3 (с) вмикають привід подачі заднього cos a1 (м/с). cos a 4 Після запалювання кожної дуги швидкість подачі відповідного електрода збільшують до її робочого значення. Після перемикання приводу подачі заднього електрода 5 на робочу швидкість, або одночасно з цим, здійснюють перемикання з уповільненої швидкості зварювання на її робоче значення. Здійснення такої послідовності операцій дозволяє збільшити надійність запалювання дуг за рахунок торкання електродами поверхні на знижених швидкостях подачі, а також за рахунок того, що усі електроди, слідуючи за першим, торкаються не холодної поверхні труби, ванни рідкого металу, розплавленого дугою попереднього електрода. Запалювання усіх дуг почергово в одній точці поверхні труби і зварювання початкової ділянки шва на уповільненій швидкості протягом не менш, a ніж t14 = 14 (с), дозволяє зменшити довжину чаV 'зв стини шва, на якій його ширина і глибина проплавлення ще не досягли потрібних за технологічною інструкцією значень. Приклад ' ' електрода 5 на швидкості V4 = V1 2 30112 Пропонуємий спосіб був реалізований при чотиридуговому зварюванні зовнішніх швів труб діаметром 1220 мм з товщою стінки 12 мм на ТЕЗА1420 АТ "Харцизький трубний завод". Параметри режиму зварювання: I1=1250 А, U1=30 B, I2=900 A, U2=30 В, I3=800 A, U3=35 В, I4=1000 A, U4=50 В, Vзв=150 м/год. Кути нахилу електродів до вертикалі від першого до четвертого складали відповідно 15°, 0°, 25°, 45°; відстані між електродами: а12=12 мм, а13=30 мм, а14=50 мм. При розробці режиму зварювання початкової ділянки шва уповільнена швидкість зварювання і уповільнена швидкість подачі першого електрода були прийняті рівними 90 м/год, і 25 мм/с, розрахункові значення уповільнених швидкостей подачі послідуючих електродів складають: V'2=24 мм/с; V'3=27 мм/с; V'4=34 мм/с. Практично механізми подачі першого, другого і третього електродів налагоджені на швидкість подачі проволоки - 25 мм/с, четвертого - 35 мм/с. Час витримки між вмиканнями приводів подачі першого і послідуючих електродів відповідали розрахунковим значенням: t12=0,5 с; t13=1,2 с; t14=2,0 с. На фіг. 2 приведені графіки зміни розмірів початкових ділянок швів, визначених по поперечних макрошліфах. Безперервними лініями визначені розміри початкової ділянки шва, звареного за про понуємим способом, пунктирними - звареного за діючою на ВАТ 2 "ХТЗ" технологією з одночасним запалюванням усіх дуг на трубі і вмиканням переміщення труби зі швидкістю зварювання. З приведених даних свідчить, що при зварюванні за пропонуємим способом шов набуває відповідних стабільних розмірів вже через 40-60 мм від його початку. При зварюванні за діючою технологією початкова ділянка шва набуває відповідних розмірів через 120-180 мм. Пропонуємий спосіб дозволяє зменшити витратний коефіцієнт металу при виробництві електрозварювальних прямошовних труб великого діаметра - один з основних економічних показників даного виробництва. Позитивний ефект в порівнянні з прототипом досягнуто за рахунок того, що нове сполучення регулюємих параметрів процесу зварювання початкової ділянки шва дозволяє застосовувати цей спосіб при три- і чотиридуговому зварюванні, який використовується в теперішній час на більшості трубозварювальних станів. Найбільш ефективно пропонуємий спосіб може використовуватися у виробництві труб великих діаметрів,а також інших зварювальних конструкцій кінцевої довжини, які мають поздовжні шви, наприк лад, балок, шпунтів. Фіг. 1 3 30112 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of multi-arc welding
Автори англійськоюKuzmin Yurii Mykolaiovych, Klymenko Serhii Yevheniiovych, Semenov Stanislav Yevheniiovych, Bryniuk Mykhailo Vasyliovych, Dermentli Fedir Semenovych, Tanichev Oleksii Hryhorovych, Nehliad Viktor Mykytovych, Osochenko Ivan Moiseiovych, Bereniak Yakiv Veniaminovych, Liakh Yurii Ivanovych, Kyriukhin Oleh Stepanovych, Borovikov Oleksii Viktorovych
Назва патенту російськоюСпособ многодуговой сварки
Автори російськоюКузьмин Юрий Николаевич, Клименко Сергей Евгеньевич, Семенов Станислав Евгеньевич, Бринюк Михаил Васильевич, Дерментли Федор Семенович, Таничев Алексей Григорьевич, Негляд Виктор Никитич, Осоченко Иван Моисеевич, Березняк Яков Вениаминович, Лях Юрий Иванович, Кирюхин Олег Степанович, Боровиков Алексей Викторович
МПК / Мітки
МПК: B23K 9/06
Мітки: зварювання, багатодугового, спосіб
Код посилання
<a href="https://ua.patents.su/4-30112-sposib-bagatodugovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб багатодугового зварювання</a>
Спосіб багатодугового зварювання
Номер патенту: 30140
Опубліковано: 15.11.2000
Автори: Боровиков Олексій Вікторович, Щеголь Володимир Володимирович, Рибаков Анатолій Олександрович, Негляд Віктор Микитович, Кирюхін Олег Степанович, Дерментлі Федір Семенович, Файнберг Леонід Йосипович, Танічев Олексій Григорович
МПК: B23K 9/18
Мітки: спосіб, багатодугового, зварювання
Формула / Реферат:
1. Спосіб багатодугового зварювання, при якому в кінці процесу послідовно вимикають дуги і зменшують швидкість зварювання, який відрізняється тим, що принаймні на двох передніх дугах перед їх вимкненням знижують струм до величини І'n, яка відповідає умовіІст£І'n£Іn+1,де Іст - мінімальний струм стабільного горіння дуги,Іn+1 - струм наступної дуги,n - порядковий номер дуги,причому, починаючи з...
Спосіб багатодугового зварювання
Номер патенту: 16005
Опубліковано: 29.08.1997
Автори: Рибаков Анатолій Олександрович, Бучацький Георгій Петрович, Слюняєв Михайло Іванович, Кравченко Олександр Васильович
Мітки: спосіб, зварювання, багатодугового
Формула / Реферат:
Способ многодуговой сварки с раздельным питанием дуг, горящих в раздельные ванны, отличающийся тем, что, с целью повышения производительности процесса сварки, снижения энергозатрат и повышения качества сварных соединений, подвод к изделию тока, питающего первую в направлении сварки дугу или первую и следующие за ней одну или несколько дуг, осуществляют впереди сварочной ванны, а подвод тока, питающего последнюю и предшествующие ей одну или...
Спосіб електродугового зварювання

Номер патенту: 23920
Опубліковано: 31.08.1998
Автор: Гаєвський Олег Анатолійович
МПК: B23K 28/00
Мітки: зварювання, спосіб, електродугового
Формула / Реферат:
Спосіб електродугового зварювання, який включає виконання зварювання з присаджувальним матеріалом, що подається в зварювальну дугу під кутом до поверхні виробу, підключення виробу до клеми джерела живлення зварювальної дуги послідовно з баластовим реостатом, який відрізняється тим, що присаджувальний матеріал підключають до тієї ж клеми джерела живлення зварювальної дуги послідовно з другим баластовим реостатом, в процесі виконання зварного...
Спосіб чотиридугового зварювання
Номер патенту: 30141
Опубліковано: 15.11.2000
Автори: Рибаков Анатолій Олександрович, Танічев Олексій Григорович, Файнберг Леонід Йосипович, Негляд Віктор Микитович, Кирюхін Олег Степанович, Дерментлі Федір Семенович, Щеголь Володимир Володимирович, Боровиков Олексій Вікторович
МПК: B23K 9/18
Мітки: зварювання, спосіб, чотиридугового
Формула / Реферат:
Спосіб чотиридугового зварювання, який включає послідовне розташування електродів у загальному плавильному просторі та живлення дуг від окремих джерел змінного і постійного струму, який відрізняється тим, що передні дуги живлять змінними струмами, зсунутими по фазі на 120°, а останню - постійним струмом в 1,1-1,5 разів більшим, ніж струм передостанньої дуги.
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Юматов Віктор Васильович, Голомовзюк Іван Корнійович, Ігнатенко Вадим Юрійович, Чепурний Володимир Васильович, Богорський Михайло Володимирович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: полі, зварювання, магнітному, обертається, спосіб, дугою
Формула / Реферат:
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину...
Попередній патент: Спосіб визначення границі витривалості матеріалу
Наступний патент: Пристрій для безперервного виготовлення деревностружкових плит
Випадковий патент: Шихта для одержання керамічного матеріалу