Спосіб розточування матриць формувальних штампів
Номер патенту: 4285
Опубліковано: 17.01.2005
Формула / Реферат
Спосіб розточування матриць формувальних штампів, який здійснюється наданням матриці обертового руху, а різцю - руху подачі в осьовому напрямку відносно матриці, який відрізняється тим, що базування і закріплення матриці здійснюється за технологічний циліндричний приливок, який виконано з глухої сторони матриці з радіальним отвором, перпендикулярним площині розніму двох півматриць по осьовій лінії для їх з'єднання з одного кінця, а стискування півматриць з другого кінця здійснюється по їх зовнішній конічній поверхні матриці за допомогою циліндричного корпусу з аналогічним внутрішнім конусом.
Текст
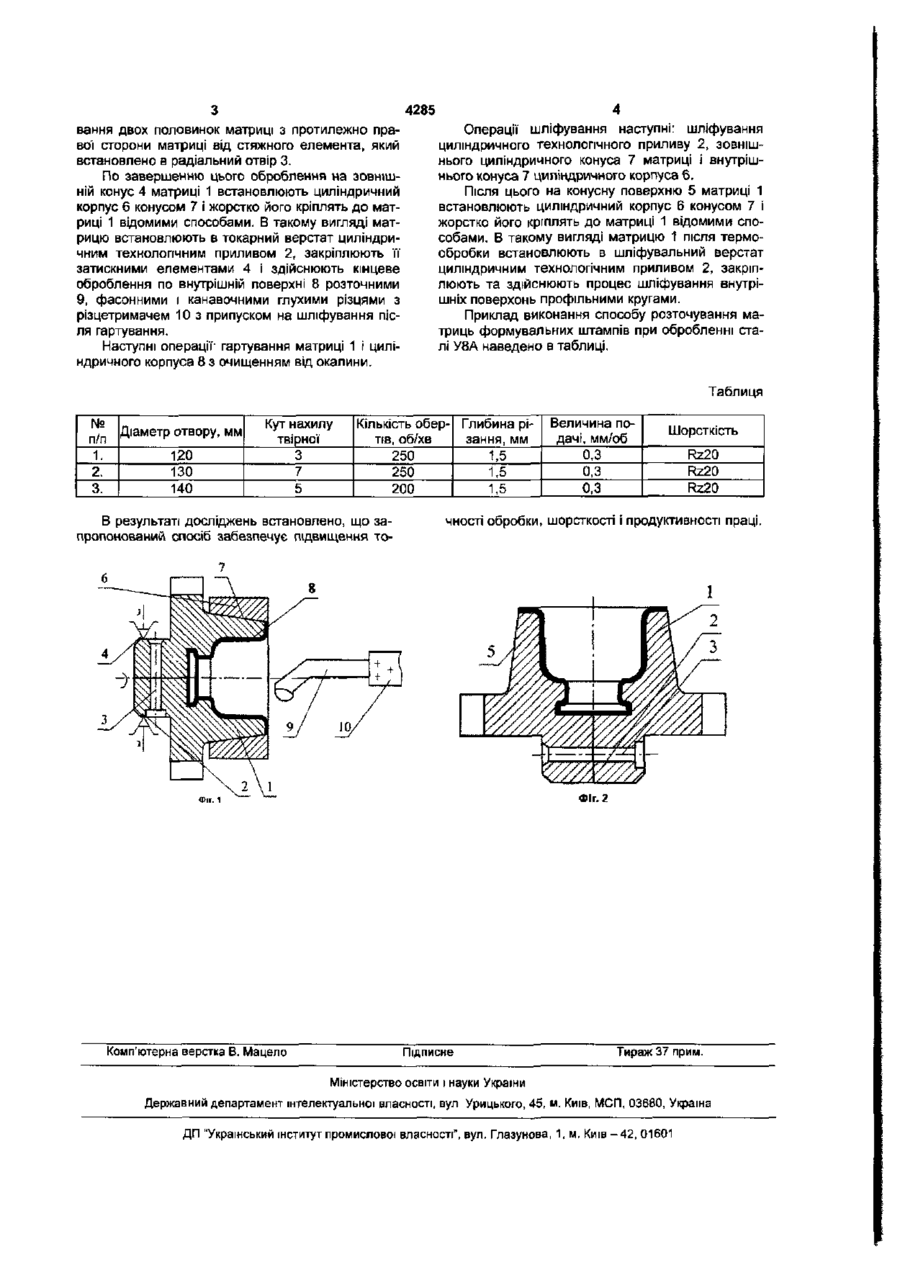
Спосіб розточування матриць формувальних штампів, який здійснюється наданням матриці обертового руху, а різцю - руху подачі в осьовому напрямку відносно матриці, який відрізняється тим, що базування і закріплення матриці здійснюється за технологічний циліндричний приливок, який виконано з глухої сторони матриці з радіальним отвором, перпендикулярним площині розніму двох півматриць по осьовій лінії для їх з'єднання з одного кінця, а стискування півматриць з другого кінця здійснюється по їх зовнішній конічній поверхні матриці за допомогою циліндричного корпусу з аналогічним внутрішнім конусом. Корисна модель відноситься до галузі машинобудування і може мати широке використання в штамповій промисловості, для перероблення пластмас в порошковій металургії, для виготовлення кокілів тощо. Відомий спосіб розточування матриць формувальних штампів у вигляді тіл обертання розточними різцями, який здійснюється наданням матриці обертового руху, а різцю руху подачі в осьовому напрямку відносно матриці (Дальский В.В., Технология машиностроения. М.: Высшая школа, 1977, рис. 109,6, С.203). Основний недолік способу розточування матриць низька якість продукції і мала продуктивність праці при розточуванні матриць, які виконані з двох або більше частин. Метою даної корисної моделі є підвищення продуктивності праці та покращення якості розточування матриць. Поставлена мета досягається тим, що матриці, яка виконана у вигляді тіл обертання розточними різцями, надається обертовий рух, а різцю - рух подачі в осьовому напрямку відносно матриці, причому базування і закріплення матриці здійснюється за технологічний циліндричний прилив, який виконано з глухої сторони матриці з радіальним отвором перпендикулярним площині розйому двох півматриць по осьовій лінії для їх з'єднання з одного кінця, а стискування півматриць з другого кінця здійснюється по їх зовнішній конічній поверхні матриці величиною конуса тертя циліндричного корпусу з аналогічним внутрішнім конусом. На Фіг.1 зображено спосіб розточування матриць формувальних штампів, а на Фіг.2 - креслення матриці. Пристрій для розточування матриць формувальних штампів складається з матриці 1, з технологічним приливом 2 для базування і закріплення, який виконано з глухої сторони матриці. В цьому приливі виконано радіальний отвір 3, який буде використовуватися в подальшому для точного базування однієї половинки матриці відносно другої' і жорсткого їх з'єднання між собою. Кріплення матриці 1 здійснюється в кулачковому патроні 4 токарного чи шліфувального верстата. По зовнішньому конусному діаметру 5 величиною конуса тертя на матрицю 1 встановлене циліндричне кільце 6 з внутрішнім конусом 7 аналогічним конусу 5 матриці, які взаємодіють між собою. Розточування внутрішньої поверхні 8 здійснюється розточним різцем 9 з різцетримачем 10. Технологічний процес оброблення матриці здійснюється наступним чином. Матрицю 1 розрізають на дві рівні частини по осьовій лінії дисковим інструментом мінімальної товщини перпендикулярно радіальному отвору 3. Площину розйому у двох половинок матриці 1 шліфують і з'єднують стяжним елементом, який на кресленні не показано. Після цього обробляють циліндричний технологічний прилив 2, який буде базою для подальшого оброблення. Наступна операція проточування зовнішнього конуса 5 матриці і і внутрішнього конуса 7 циліндричного корпусу 6, який виконує функцію стиску ю 00 CM 4285 вання двох половинок матриці з протилежно правої сторони матриці від стяжного елемента, який встановлено в радіальний отвір 3. По завершенню цього оброблення на зовнішній конус 4 матриці 1 встановлюють циліндричний корпус 6 конусом 7 і жорстко його кріплять до матриці 1 відомими способами. В такому вигляді матрицю встановлюють в токарний верстат циліндричним технологічним приливом 2, закріплюють її затискними елементами 4 і здійснюють кінцеве оброблення по внутрішній поверхні 8 розточними 9, фасонними і канавочними глухими різцями з різцетримачем 10 з припуском на шліфування після гартування. Наступні операції1 гартування матриці 1 і циліндричного корпуса 8 з очищенням від окалини. Операції шліфування наступні: шліфування циліндричного технологічного приливу 2, зовнішнього циліндричного конуса 7 матриці і внутрішнього конуса 7 циліндричного корпуса 6. Після ЦЬОГО на конусну поверхню 5 матриці 1 встановлюють циліндричний корпус 6 конусом 7 і жорстко його кріплять до матриці 1 відомими способами. В такому вигляді матрицю 1 після термообробки встановлюють вшліфувальний верстат циліндричним технологічним приливом 2, закріплюють та здійснюють процес шліфування внутрішніх поверхонь профільними кругами. Приклад виконання способу розточування матриць формувальних штампів при обробленні сталі У8А наведено в таблиці. Таблиця № п/п 1. 2. 3. Діаметр отвору, мм 120 130 140 Кут нахилу твірної 3 7 5 Кількість обер- Глибина рітів, об/хв зання, мм 250 1,5 1,5 250 1,5 200 В результаті досліджень встановлено, що запропонований спосіб забезпечує підвищення то Величина подачі, мм/об 0,3 0,3 0,3 Шорсткість Rz20 Rz20 Rz20 чності обробки, шорсткості і продуктивності праці. Фіг. 2 Комп'ютерна верстка В. Мацело Підписне Тираж 37 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for boring the forming die
Автори англійськоюHevko Ihor Bohdanovych, Levkovych Mykhailo Henadiiovych
Назва патенту російськоюСпособ расточки матриц формовочных штампов
Автори російськоюГевко Игорь Богданович, Левкович Михаил Геннадиевич
МПК / Мітки
МПК: B23B 5/00
Мітки: спосіб, формувальних, штампів, матриць, розточування
Код посилання
<a href="https://ua.patents.su/2-4285-sposib-roztochuvannya-matric-formuvalnikh-shtampiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб розточування матриць формувальних штампів</a>
Пристрій для розточування ущільнювальних поясків під гільзи блоків циліндрів двигунів
Номер патенту: 69563
Опубліковано: 15.09.2004
Автори: Матвійчук Анатолій Васильович, Гевко Ігор Богданович, Романовська Лілія Михайлівна
МПК: B23B 35/00
Мітки: гільзи, двигунів, пристрій, блоків, ущільнювальних, поясків, розточування, циліндрів
Формула / Реферат:
Пристрій для розточування ущільнювальних поясків під гільзи блоків циліндрів двигунів, який виконаний у вигляді нерухомого і рухомого циліндричного корпусів, кріпильних елементів, фланця, циліндричного конуса, який є у взаємодії з торцями розточувальних різців, який відрізняється тим, що по зовнішньому діаметру фланець виконаний конусним і є у взаємодії з відповідним оберненим конусом центрувальної втулки, яка встановлена у блоці циліндра і є...
Верстат для виготовлення пуансонів і матриць
Номер патенту: 51507
Опубліковано: 15.11.2002
Автори: Федоренко Сергій Валерійович, Федоренко Валерій Павлович
МПК: B27C 7/00
Мітки: верстат, пуансонів, матриць, виготовлення
Формула / Реферат:
1. Верстат для виготовлення пуансонів і матриць, що містить станину, шпиндель, опорний центр, копіювальний пристрій з копіром, привід з фрезою, який відрізняється тим, що він додатково містить пантограф, який встановлений між копіром та приводом фрези з можливістю змінювання руху відносно переднього та заднього пальців пантографа пропорційно руху копіра.2. Верстат по п. 1, який відрізняється тим, що на шпинделях встановлені патрони,...
Пристрій для розточування конусних отворів
Номер патенту: 66165
Опубліковано: 15.04.2004
Автор: Левкович Михайло Геннадійович
МПК: B23B 5/00
Мітки: конусних, отворів, пристрій, розточування
Формула / Реферат:
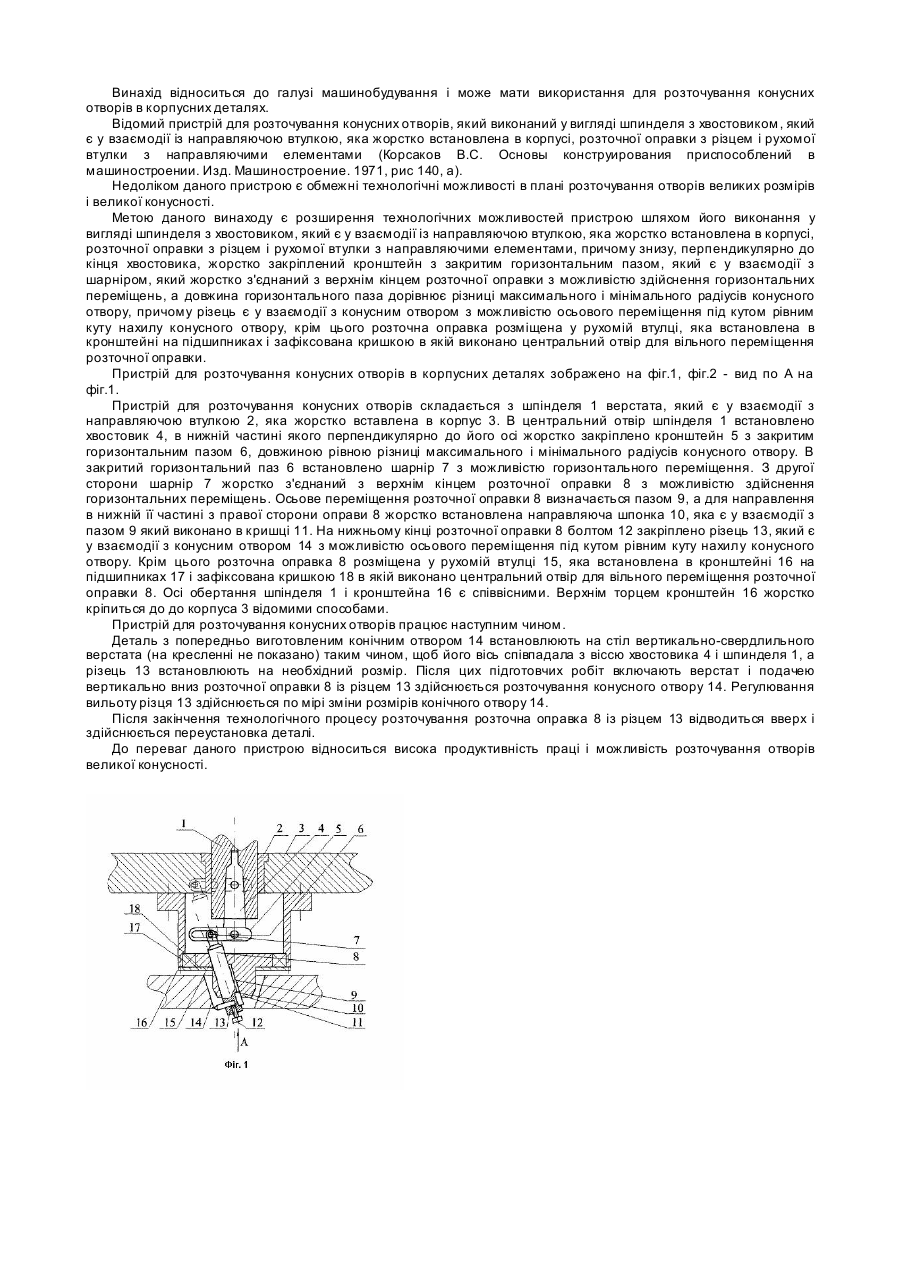
Пристрій для розточування конусних отворів, який виконаний у вигляді шпинделя з хвостовиком, який є у взаємодії із направляючою втулкою, яка жорстко встановлена в корпусі, розточної оправки з різцем і рухомої втулки, який відрізняється тим, що знизу, перпендикулярно до кінця хвостовика, жорстко закріплений кронштейн з закритим горизонтальним пазом, який є у взаємодії з шарніром, який жорстко з'єднаний з верхнім кінцем розточної оправки з...
Пристрій для розточування кільцевих канавок

Номер патенту: 43097
Опубліковано: 15.11.2001
Автори: Гевко Іван Богданович, Головняк Руслан Васильович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: розточування, кільцевих, пристрій, канавок
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконаний у вигляді хвостовика, який є в контакті з втулкою, в нижній частині якої радіальне розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є в контакті з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснює центрувальний отвір корпусу, який відрізняється тим, що до неробочих кінців...
Пристрій для розточування кільцевих канавок в отворах деталей
Номер патенту: 49471
Опубліковано: 16.09.2002
Автор: Гевко Ігор Богданович
МПК: B23B 41/00
Мітки: розточування, деталей, канавок, отворах, пристрій, кільцевих
Формула / Реферат:
Пристрій для розточування кільцевих канавок в отворах деталей, який виконаний у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносного переміщення розточувальних різців, центрування, встановлення необхідного місця розточування канавок, для виходу стружки і регулювання глибини розточування, який відрізняється тим, що розточувальні різці є в контакті між...
Попередній патент: Низькочастотна запобіжна муфта
Наступний патент: Спосіб визначення параметрів енергетичного режиму однофазної мережі з полігармонічними напругою і струмом та пристрій для його реалізації
Випадковий патент: Комплексна добавка до бетонних сумішей та будівельних розчинів