Пристрій для розточування кільцевих канавок в отворах деталей
Формула / Реферат
Пристрій для розточування кільцевих канавок в отворах деталей, який виконаний у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносного переміщення розточувальних різців, центрування, встановлення необхідного місця розточування канавок, для виходу стружки і регулювання глибини розточування, який відрізняється тим, що розточувальні різці є в контакті між собою верхніми площинами, в кінцевих частинах яких виконано протиспрямовані пази один напроти іншого під кутом ![]() до горизонту, а в середину пазів встановлений штифт, який з двох кінців запресований в тіло кінця оправки і має можливість вільного переміщення в цих пазах, контакт штифта з пазами різця здійснено за допомогою втулок, причому довжина втулки є меншою ширини різця.
до горизонту, а в середину пазів встановлений штифт, який з двох кінців запресований в тіло кінця оправки і має можливість вільного переміщення в цих пазах, контакт штифта з пазами різця здійснено за допомогою втулок, причому довжина втулки є меншою ширини різця.
Текст
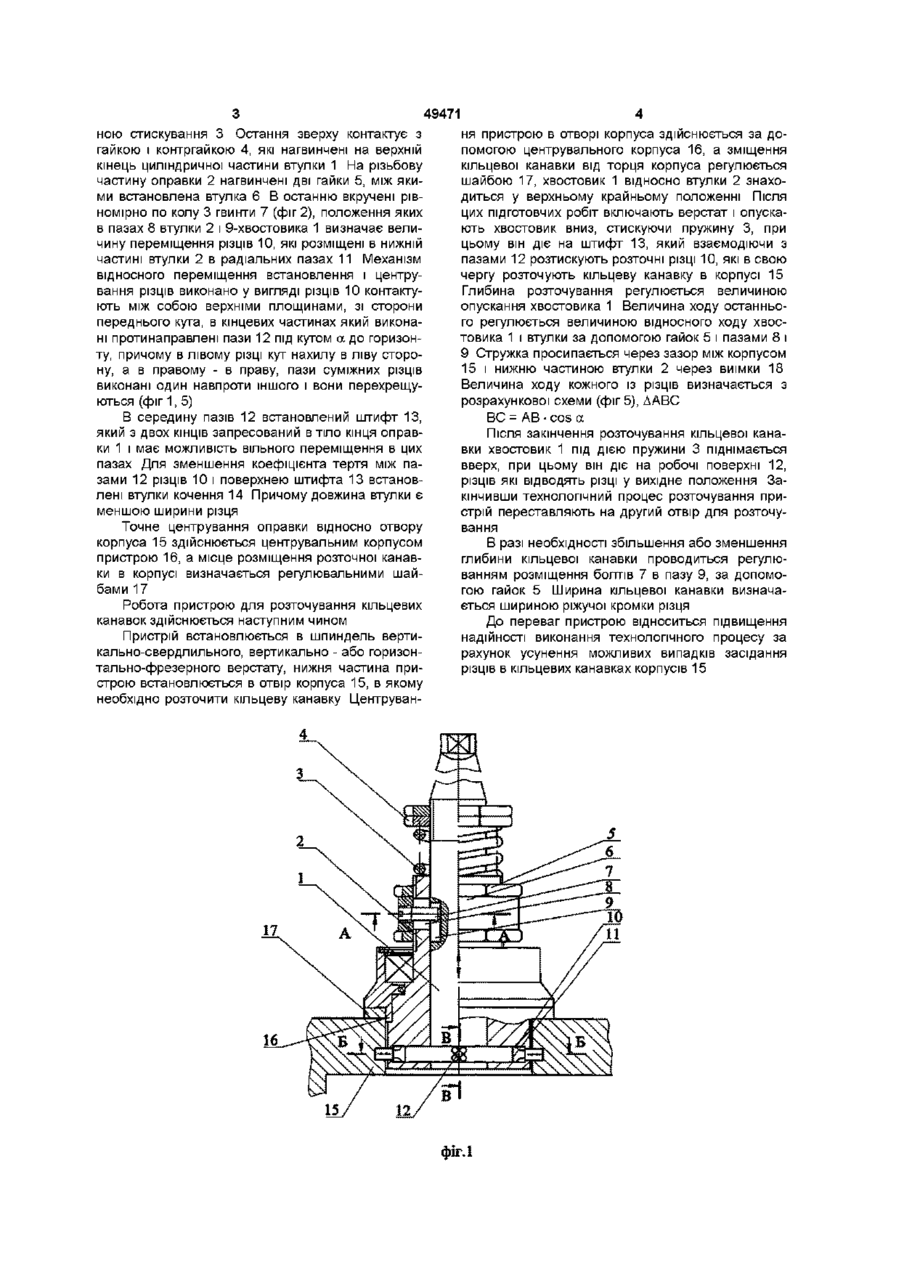
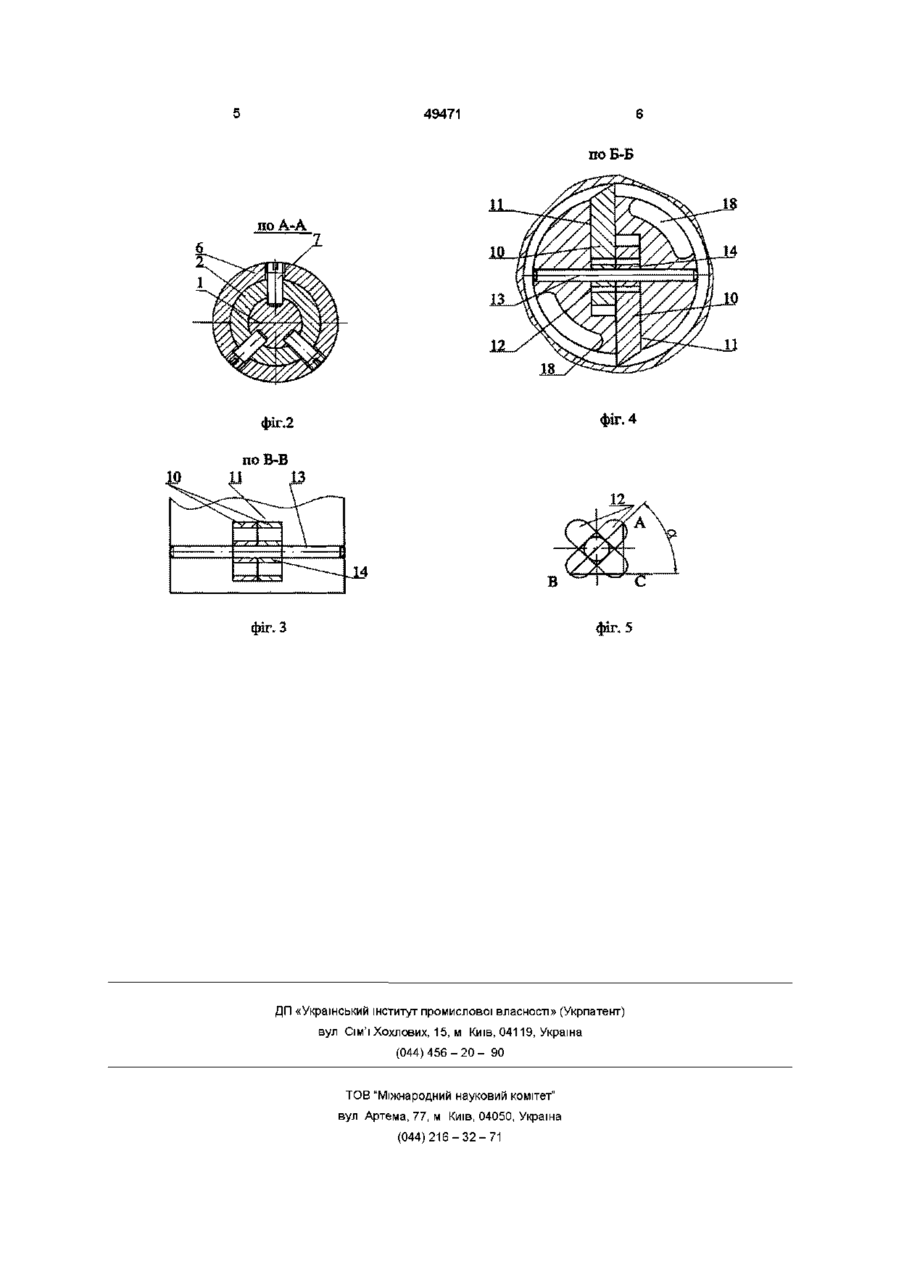
Пристрій для розточування кільцевих канавок в отворах деталей, який виконаний у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносного переміщення розточувальних різців, центрування, встановлення необхідного місця розточування канавок, для виходу стружки і регулювання глибини розточування, який відрізняється тим, що розточувальні різці є в контакті між собою верхніми площинами, в кінцевих частинах яких виконано протиспрямовані пази один напроти іншого під кутом а до горизонту, а в середину пазів встановлений штифт, який з двох КІНЦІВ запресований в тіло кінця оправки і має можливість вільного переміщення в цих пазах, контакт штифта з пазами різця здійснено за допомогою втулок, причому довжина втулки є меншою ширини різця Винахід відноситься до галузі машинобудування і може мати широке використання для розточування кільцевих канавок в корпусних деталях під манжети, стопорні кільця та інше Відомий пристрій для розточування кільцевих канавок в отворах корпусних деталях на свердлильних верстатах, який виконаний у вигляді центрального хвостовика, гільзи, розточувальних різців, направляючої упорної втулки, упорного підшипника і пружини стискування (Корсаков В С "Основы конструирования приспособлений машиностроении", М , изд Машиностроение, 1971, стр 223) До недоліків цього пристрою слід віднести малу глибину розточування кільцевих канавок Відомий також пристрій для розточування кільцевих канавок в отворах деталей, який виконаний у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносно переміщення розточних різців, центрування, встановлення необхідного місця розточування канавок, для виходу стружки і регулювання глибини розточування (Гевко Б М , Данильченко М Г, Рогатинський Р М і ІНШІ "Механізми з гвинтовими пристроями", Львів, видави "Світ", 1993, рис 6 10) До недоліків пристрою відноситься не висока надійність виконання технологічного процесу через те, що різці не завжди відводяться у вихідне положення В основу винаходу поставлено задачу підви щення надійності виконання технологічного процесу Поставлена задача винаходу досягається шляхом виконання пристрою для розточування кільцевих канавок в отворах деталей, який виконаний у вигляді оправки з верхньою конусною частиною, в нижній частині якої встановлено втулку з можливістю осьового переміщення, механізмів відносно переміщення розточних різців, центрування, встановлення необхідного місця розточування канавок, для виходу стружки і регулювання глибини розточування, причому розточні різці є в контакті між собою верхніми площинами, в кінцевих частинах яких виконано протинаправлені пази один напроти іншого під кутом а до горизонту, а в середину пазів встановлений штифт, який з двох КІНЦІВ запресований в тіло кінця оправки і має можливість вільного переміщення в цих пазах, контакт штифта з пазами різця здійснено за допомогою втулок, причому довжина втулки є меншою ширини різця Пристрій для розточування кільцевих канавок зображено на фіг 1 - головний вигляд, фіг 2 - січення по А-А на фіг1, фіг 3 - січення по В-В на фіг 1, фіг 4 - січення по Б-Б на фіг 1, фіг 5 - розрахункова схема для визначення величини переміщення різців Пристрій складається з оправки 1, з верхньою конусною частиною, якою вона кріпиться до шпинделя верстату На нижній частині оправки 1, з можливістю осьового переміщення, встановлена втулка 2, яка верхнім торцем контактує з пружи 49471 ною стискування 3 Остання зверху контактує з гайкою і контргайкою 4, які нагвинчені на верхній кінець циліндричної частини втулки 1 На різьбову частину оправки 2 нагвинчені дві гайки 5, між якими встановлена втулка 6 В останню вкручені рівномірно по колу 3 гвинти 7 (фіг 2), положення яких в пазах 8 втулки 2 і 9-хвостовика 1 визначає величину переміщення різців 10, які розміщені в нижній частині втулки 2 в радіальних пазах 11 Механізм відносного переміщення встановлення і центрування різців виконано у вигляді різців 10 контактують між собою верхніми площинами, зі сторони переднього кута, в кінцевих частинах який виконані протинаправлені пази 12 під кутом а до горизонту, причому в лівому різці кут нахилу в ліву сторону, а в правому - в праву, пази суміжних різців виконані один навпроти іншого і вони перехрещуються (фіг 1, 5) ня пристрою в отворі корпуса здійснюється за допомогою центрувального корпуса 16, а зміщення кільцевої канавки від торця корпуса регулюється шайбою 17, хвостовик 1 відносно втулки 2 знаходиться у верхньому крайньому положенні Після цих підготовчих робіт включають верстат і опускають хвостовик вниз, стискуючи пружину 3, при цьому він діє на штифт 13, який взаємодіючи з пазами 12 розтискують розточні різці 10, які в свою чергу розточують кільцеву канавку в корпусі 15 Глибина розточування регулюється величиною опускання хвостовика 1 Величина ходу останнього регулюється величиною відносного ходу хвостовика 1 і втулки за допомогою гайок 5 і пазами 8 і 9 Стружка просипається через зазор між корпусом 15 і нижню частиною втулки 2 через виїмки 18 Величина ходу кожного із різців визначається з розрахункової схеми (фіг 5), ДАВС В середину пазів 12 встановлений штифт 13, який з двох КІНЦІВ запресований в тіло кінця оправки 1 і має можливість вільного переміщення в цих пазах Для зменшення коефіцієнта тертя між пазами 12 різців 10 і поверхнею штифта 13 встановлені втулки кочення 14 Причому довжина втулки є меншою ширини різця Точне центрування оправки відносно отвору корпуса 15 здійснюється центрувальним корпусом пристрою 16, а місце розміщення розточної канавки в корпусі визначається регулювальними шайбами 17 Робота пристрою для розточування кільцевих канавок здійснюється наступним чином Пристрій встановлюється в шпиндель вертикально-свердлильного, вертикально - або горизонтально-фрезерного верстату, нижня частина пристрою встановлюється в отвір корпуса 15, в якому необхідно розточити кільцеву канавку Центруван ВС = АВ • cos a Після закінчення розточування кільцевої канавки хвостовик 1 під дією пружини 3 піднімається вверх, при цьому він діє на робочі поверхні 12, різців які відводять різці у вихідне положення Закінчивши технологічний процес розточування пристрій переставляють на другий отвір для розточування В разі необхідності збільшення або зменшення глибини кільцевої канавки проводиться регулюванням розміщення болтів 7 в пазу 9, за допомогою гайок 5 Ширина кільцевої канавки визначається шириною ріжучої кромки різця До переваг пристрою відноситься підвищення надійності виконання технологічного процесу за рахунок усунення можливих випадків засідання різців в кільцевих канавках корпусів 15 фіг.1 49471 поБ-Б поА-А фіг. 4 фіг. З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for reboring circular grooves in apertures of details
Автори англійськоюHevko Ihor Bohdanovych
Назва патенту російськоюУстройство для расточки кольцевых канавок в отверстиях деталей
Автори російськоюГевко Игорь Богданович
МПК / Мітки
МПК: B23B 41/00
Мітки: кільцевих, розточування, деталей, отворах, канавок, пристрій
Код посилання
<a href="https://ua.patents.su/3-49471-pristrijj-dlya-roztochuvannya-kilcevikh-kanavok-v-otvorakh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розточування кільцевих канавок в отворах деталей</a>
Пристрій для розточування кільцевих канавок

Номер патенту: 43097
Опубліковано: 15.11.2001
Автори: Гевко Ігор Богданович, Головняк Руслан Васильович, Гевко Іван Богданович
МПК: B23B 5/00
Мітки: пристрій, канавок, кільцевих, розточування
Формула / Реферат:
Пристрій для розточування кільцевих канавок, який виконаний у вигляді хвостовика, який є в контакті з втулкою, в нижній частині якої радіальне розміщені різці, у верхній частині втулки рівномірно по колу розміщені, наприклад, три пальці, які є в контакті з відповідними осьовими пазами, виконаними у хвостовику і втулці, центрування пристрою по отвору корпусу здійснює центрувальний отвір корпусу, який відрізняється тим, що до неробочих кінців...
Пристрій для нанесення стружковідокремлювальних канавок
Номер патенту: 45467
Опубліковано: 15.04.2002
Автор: Нахайчук Олег Вікторович
МПК: B23D 43/00
Мітки: канавок, нанесення, пристрій, стружковідокремлювальних
Формула / Реферат:
Пристрій для нанесення стружковідокремлювальних канавок при обробці труб протягуванням, що складається з базової втулки, в радіальні отвори якої вставлені деформуючі елементи, які півсферичними поверхнями в окружному напрямку сконтактовані з конічною поверхнею втулки регулювання висоти їх виступів і зафіксовані втулкою регулювання кутів нахилу відносно осі протяжки, який відрізняється тим, що деформуючі елементи виконані з можливістю...
Спосіб розточування шнекових спіралей і пристрій для його здійснення
Номер патенту: 49467
Опубліковано: 16.09.2002
Автори: Гудь Віктор Зеновійович, Лещук Роман Ярославович, Гевко Ігор Богданович, Геник Ігор Степанович
МПК: B23B 5/00
Мітки: шнекових, пристрій, спосіб, здійснення, спіралей, розточування
Формула / Реферат:
1. Спосіб розточування шнекових спіралей, який полягає в тому, що шнековій спіралі надають обертання навколо своєї осі, а різцю - поступального переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що шнекову спіраль, яка обробляється по зовнішній поверхні, поміщають у внутрішній отвір оправи з мінімальним кроком і при затиску підтискають буртиком притискного диска, при цьому зусилля затиску більше від зусилля різання при...
Спосіб виготовлення канавок на внутрішній поверхні втулки
Номер патенту: 45429
Опубліковано: 15.04.2002
Автор: Нахайчук Олег Вікторович
МПК: B21D 41/00, B21J 5/06
Мітки: поверхні, втулки, спосіб, виготовлення, канавок, внутрішній
Формула / Реферат:
Спосіб виготовлення канавок на внутрішній поверхні втулки, при якому оправку, що має форму циліндра, вздовж поверхні котрого розміщені формоутворюючі елементи, розташовують в середині втулки, яку обтискують матрицею, який відрізняється тим, що оправку виготовляють як складений інструмент з поздовжніми пазами, в які вставляють клини з різними кутами при вершинах, втулку фіксують нерухомо і обтискують її за рахунок поздовжнього переміщення...
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок
Номер патенту: 47441
Опубліковано: 15.07.2002
Автори: Любін Микола Володимирович, Нахайчук Олег Вікторович
МПК: B21D 41/00
Мітки: виготовлення, поверхнях, канавок, інструмент, втулок, шліцевих, внутрішніх
Формула / Реферат:
Інструмент для виготовлення шліцевих канавок на внутрішніх поверхнях втулок, що містить осердя, в якому виконані поздовжні пази, який відрізняється тим, що пази виконані Т-подібними і в них вставлені шліцеві індентори з можливістю регулювання їх положення в осьовому і радіальному напрямках.
Попередній патент: Пристрій для навивання стрічки в спіраль на ребро із змінним кутом підняття гвинтової лінії
Наступний патент: Спосіб прогнозування ускладнень при гострому деструктивному апендициті
Випадковий патент: Спосіб відновлення деталей