Спосіб виготовлення рівностійкості монолітної футеровки сталерозливних ковшів
Номер патенту: 44972
Опубліковано: 15.03.2002
Автори: Солянін Юрій Олегович, Булат Володимир Олександрович, Ядловський Іван Теодорович, Король Леонід Наумович, Панченко Олександр Іванович, Казаков Сергій Сергійович, Снапіро Юрій Йосипович, Кренделев Василь Миколайович
Формула / Реферат
Спосіб виготовлення рівностійкої монолітної футеровки сталерозливних ковшів, що вміщує приготування в змішувачі вогнетривкої маси зі шпінелеутворювальними та тіксотропними властивостями, її укладання в порожнину поміж шаблоном та каркасом або арматурною футеровкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурах 80-650°С, який відрізняється тим, що порожнина для формування футеровки виконується за допомогою шаблона, який має два еліпсоїдних скоси під кутом 10-35° до вертикальної осі і симетрично розташованих під кутом 180° один до одного, при цьому початок скосів повинний бути на відстані 1/2-2/3 висоти шаблона від його основи.
Текст
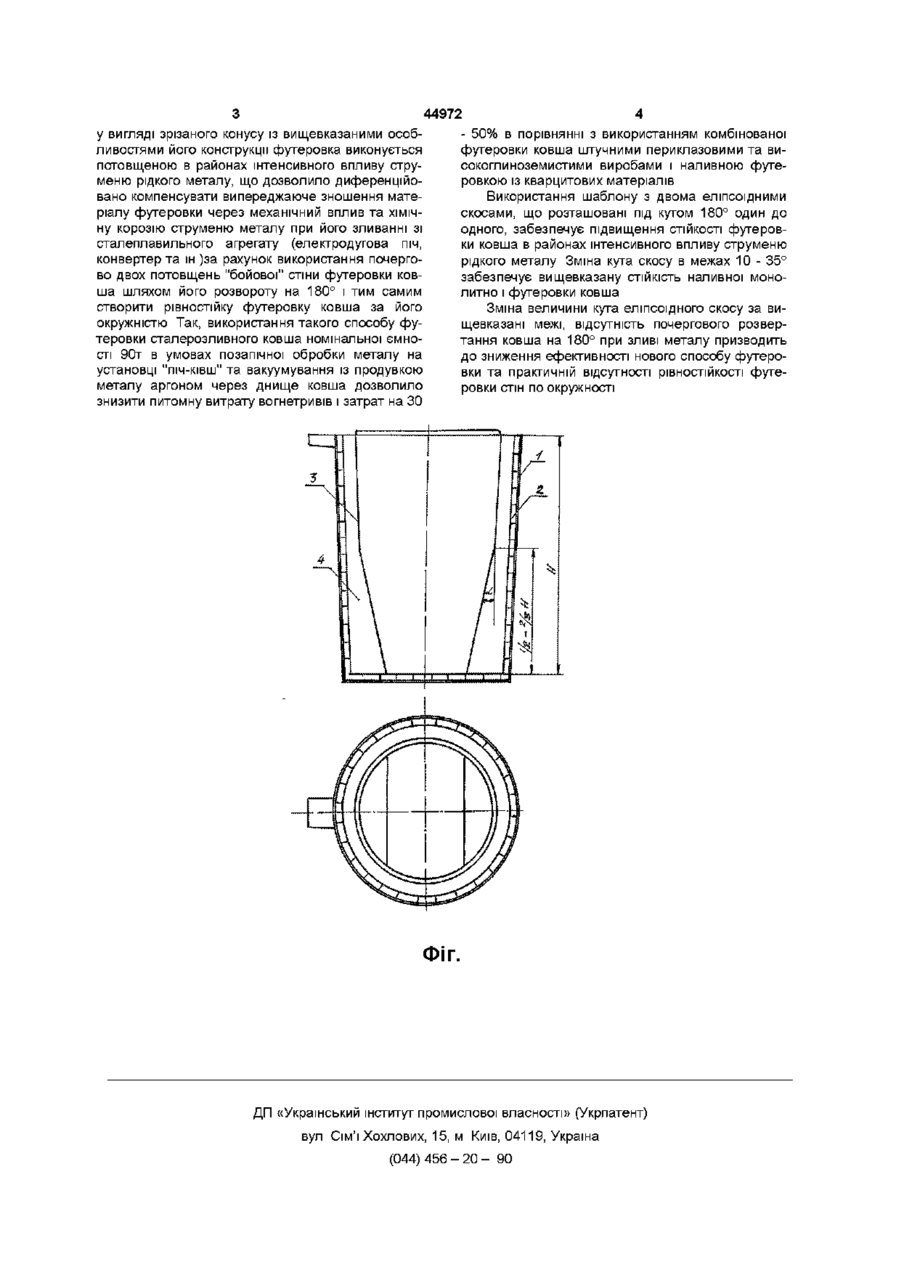
Спосіб виготовлення рівностійкої монолггної футеровки сталерозливних ковшів, що вміщує при готування в змішувачі вогнетривкої маси зі шпінелеутворювальними та тіксотропними властивостями, и укладання в порожнину поміж шаблоном та каркасом або арматурною футеровкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурах 80-650°С, який відрізняється тим, що порожнина для формування футеровки виконується за допомогою шаблона, який має два еліпсоїдних скоси під кутом 10-35° до вертикальної осі і симетрично розташованих під кутом 180° один до одного, при цьому початок скосів повинний бути на відстані 1/2-2/3 висоти шаблона від його основи Винахід відноситься до чорної металурги, конкретно до способів виготовлення футеровки сталерозливних ковшів, що використовуються особливо в умовах позапічної обробки металу на установках типу "ПІЧ-КІВШ", вакуумування зі зливом металу із сталеплавильних агрегатів переважно через жолоб на "бойову" стіну футеровки ковшів Відомий спосіб виготовлення монолитної наливної футеровки сталерозливних ковшів, що вмішує установку для виготовлення рідких самотвердіючих сумішей на основі кварциту (1), заливку суміші в порожнину поміж арматурною кладкою та металевим шаблоном, витримку 1,5-2 години, су ної конструкції шаблону, його установки, в ківш, використання змішувальної установки для приготування вогнетривкої маси шпінельного складу із шпінелеутворюючими та тіксотропними властивостями та укладання її в порожнину (4) - див Фіг, поміж металевим шаблоном (3) спеціальної конструкції і каркасом ковша (1) або арматурною футеровкою (2),одночасним впливом вібрації, наступної витримки, сушки, який відрізняється тим, що металевий шаблон має два еліпсоїдних скоса під кутом (а) 10 - 35° до вертикальної осі, симетрично розташованих під кутом 180° один до одного, при цьому початок скосів повинний бути на відстані 1/2 - 2/3 висоти (Н) шаблону від його основи шку до 24 годин При цьому СТІЙКІСТЬ КОВШІВ зали шається на рівні футеровки ковшів штучними шамотними виробами або має місце и підвищення на 10-15% В умовах позапічної обробки металу на установках "ПІЧ-КІВШ", вакуумування, продувки аргоном через днище ковша та ш СТІЙКІСТЬ КОВШІВ, виготов лених у такий спосіб, різко знижується Задачею винаходу є створення рівностійкої футеровки сталерозливних ковшів, підвищення їх СТІЙКОСТІ і тим самим зниження питомних витрат вогнетривких матеріалів та затрат на виробництво 1т сталі Поставлена задача досягається застосуванням способу виготовлення монолитної рівностійкої футеровки ковша шляхом використання спеціаль Приклад вогнетривку масу на основі корунду зі шпінелеутворюючими та тіксотропними властивостями виготовляють у пневмозмішувачі з лопатями, що обертаються по горизонтальній осі, транспортування готової маси провадиться шляхом подання в змішувач надлишкового тиску повггря до 2,5кг/см2 В процесі укладання маси в порожнину здійснюється постійний вплив вібрації на масу та шаблон Далі провадиться витримка до 24 годин в залежності від температури навколишнього середовища (повітря), шаблон дістається і провадиться сушка монолггної футеровки за ступінчастим режимом до 650°С на протязі 48 годин В наслідок використання металевого шаблону о> у вигляді зрізаного конусу із вищевказаними особливостями його конструкції футеровка виконується потовщеною в районах інтенсивного впливу струменю рідкого металу, що дозволило диференційовано компенсувати випереджаюче зношення матеріалу футеровки через механічний вплив та хімічну корозію струменю металу при його зливанні зі сталеплавильного агрегату (електродугова піч, конвертер та ін )за рахунок використання почергово двох потовщень "бойової" стіни футеровки ковша шляхом його розвороту на 180° і тим самим створити рівностійку футеровку ковша за його окружністю Так, використання такого способу футеровки сталерозливного ковша номінальної ємності 90т в умовах позапічної обробки металу на установці "ПІЧ-КІВШ" та вакуумування із продувкою металу аргоном через днище ковша дозволило знизити питомну витрату вогнетривів і затрат на ЗО 44972 - 50% в порівнянні з використанням комбінованої футеровки ковша штучними периклазовими та високоглиноземистими виробами і наливною футеровкою із кварцитових матеріалів Використання шаблону з двома еліпсоїдними скосами, що розташовані під кутом 180° один до одного, забезпечує підвищення СТІЙКОСТІ футеровки ковша в районах інтенсивного впливу струменю рідкого металу Зміна кута скосу в межах 10 - 35° забезпечує вищевказану СТІЙКІСТЬ наливної монолитно і футеровки ковша Зміна величини кута еліпсоїдного скосу за вищевказані межі, відсутність почергового розвертання ковша на 180° при зливі металу призводить до зниження ефективності нового способу футеровки та практичній відсутності рівностійкості футеровки стін по окружності Фіг. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюKrendelev Vasyl Mykolaiovych, Kazakov Serhii Serhiiovych, Korol Leonid Naumovych, Bulat Volodymyr Oleksandrovych, Panchenko Oleksandr Ivanovych, Yadlovskyi Ivan Teodorovych, Snapiro Yurii Yosypovych
Автори російськоюКренделев Василий Николаевич, Казаков Сергей Сергеевич, Король Леонид Наумович, Булат Владимир Александрович, Панченко Александр Иванович, Ядловский Иван Теодорович, Снапиро Юрий Иосифович
МПК / Мітки
МПК: B22D 41/02
Мітки: монолітної, футеровки, сталерозливних, ковшів, рівностійкості, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/2-44972-sposib-vigotovlennya-rivnostijjkosti-monolitno-futerovki-stalerozlivnikh-kovshiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення рівностійкості монолітної футеровки сталерозливних ковшів</a>
Спосіб виготовлення рівностійкої монолітної футеровки сталерозливних ковшів
Номер патенту: 28950
Опубліковано: 16.10.2000
Автори: Панченко Олександр Іванович, Тонкушин Анатолій Федорович, Кренделев Василій Миколайович, Король Леонід Наумович, Казаков Сергій Сергійович, Булат Володимир Олександрович, Кійко Генадій Васильович
МПК: B22D 41/02
Мітки: ковшів, футеровки, сталерозливних, монолітної, спосіб, виготовлення, рівностійкої
Формула / Реферат:
Спосіб виготовлення рівностійкоі монолітної футерівки сталерозливних ковшів, що включає приготування в спеціальному змішувачі вогнетривкої маси корундового складу зі шпинделетвірними та тиксотропними складовими, її укладання в порожнину поміж шаблоном і каркасом або арматурною футерівкою ковша, одночасним впливом вібрації, наступної витримки до 24 годин, сушіння при температурі 80-650°С, який відрізняється тим, що порожнина для її формування...
Спосіб розігріву і сушіння монолітної футеровки металоприймальних ковшів
Номер патенту: 42207
Опубліковано: 15.10.2001
Автори: Щербак Юрій Васильович, Кучер Анатолій Гурійович, Тимошенко Владимир Іванович, Лапін Евген Володимирович, Якименко Олексій Іванович, Ольшанський Володимир Ілліч, Кучер Іван Гурійович
МПК: F27D 5/00
Мітки: ковшів, розігріву, металоприймальних, сушіння, футеровки, монолітної, спосіб
Формула / Реферат:
Спосіб розігріву і сушіння монолітної футеровки металоприймальних ковшів, заснований на підвищенні температури нагрівання, який відрізняється тим, що процес розігріву і сушіння футеровки проводиться з послідовним чергуванням сушіння та ізотермічних витримок: 3 год. сушіння при швидкості підвищення температури 20°С/год, до температури 100°С; 3 год. витримуємо температуру при 100°С; 2 год. сушіння при швидкості підвищення температури 75°С/год,...
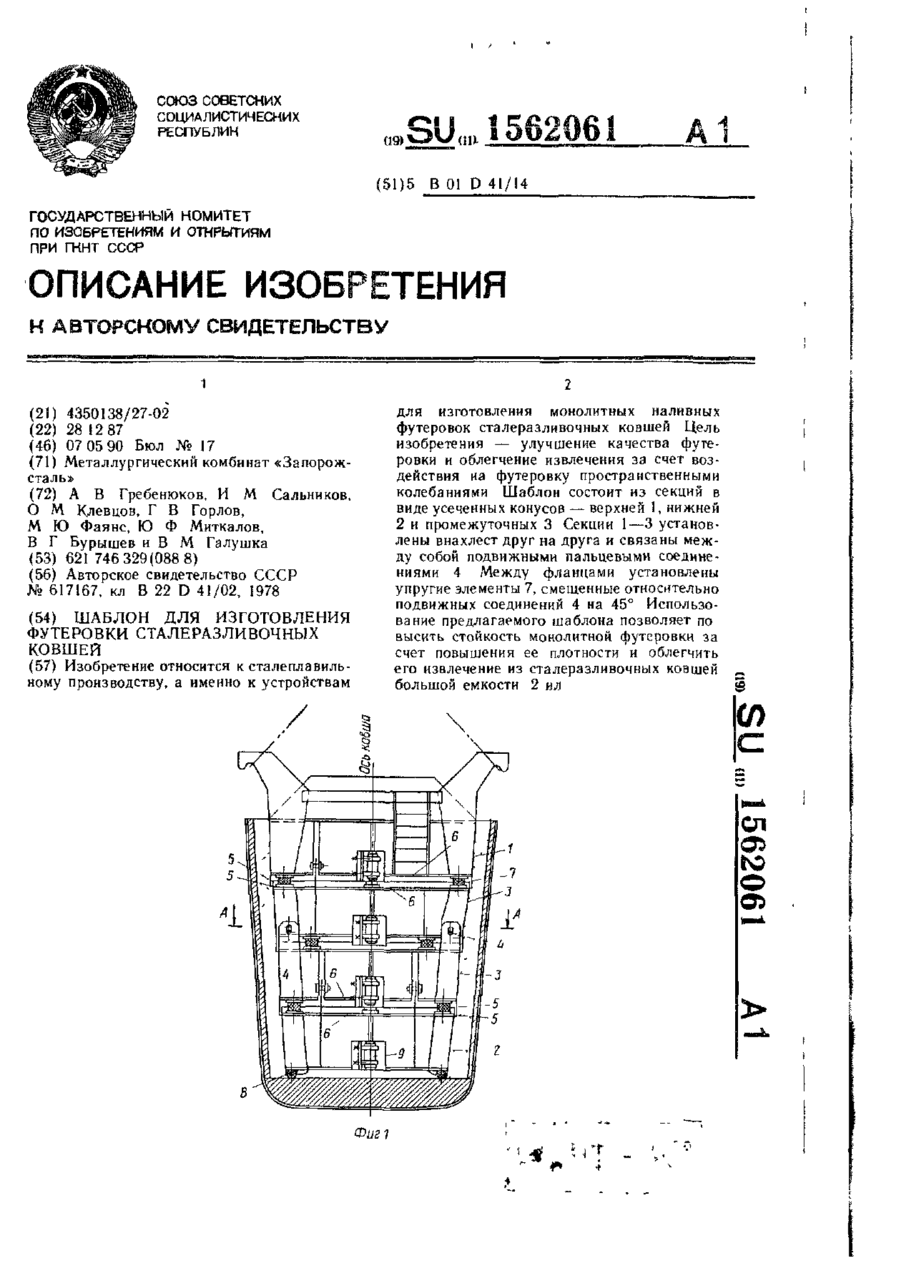
Шаблон для виготовлення футеровки сталерозливних ковшів
Номер патенту: 2173
Опубліковано: 26.12.1994
Автори: Буришев Володимир Григорович, Гребенюков Анатолій Васильович, Клевцов Олег Михайлович, Галушка Віктор Митрофанович, Фаянс Михайло Юрійович, Міткалов Юрій Федорович, Горлов Геннадій Васильович, Сальніков Ігор Михайлович
МПК: B22D 41/02
Мітки: футеровки, шаблон, виготовлення, сталерозливних, ковшів
Формула / Реферат:
Шаблон для изготовления футеровки сталеразливочных ковшей, содержащий секции в виде усеченных конусов, установленные с возможностью перемещения относительно друг друга, упругие элементы и вибраторы, отличающийся тем, что, с целью улучшения качества футеровки и облегчения извлечения за счет воздействия на футеровку пространственными колебаниями, секции шаблона установлены внахлест и связаны одна с другой посредством подвижных пальцевых...
Маса для виготовлення монолітної футерівки металоприймальних ковшів
Номер патенту: 39626
Опубліковано: 15.06.2001
Автори: Якименко Олексій Іванович, Ольшанський Володимир Ілліч, Кучер Анатолій Гурійович, Кучер Іван Гурійович, Щербак Юрій Васильович, Тимошенко Владимир Іванович, Лапін Євген Володимирович
МПК: C04B 35/14, C04B 35/66
Мітки: футерівки, металоприймальних, ковшів, маса, монолітної, виготовлення
Формула / Реферат:
Маса для виготовлення монолітної футерівки металоприймальних ковшів, яка містить в собі кварцит, вогнетривку глину і воду, яка відрізняється тим, що вміст на гранулометричний склад кварциту змінюється у такому співвідношенні, % мас.: кварцит 83, глина вогнетривка 17, вода (більш 100%), при цьому кварцит містить фракцію О,5-0,09 мм - 45-50, а менше 0,09 мм -55-50.
Шаблон для виготовлення футеровки металургійних ковшів
Номер патенту: 692
Опубліковано: 15.11.2000
Автори: Слівченко Анатолій Іванович, Анісімов Леонід Олександрович, Учитель Лев Михайлович, Тарасенко Віталій Андрійович, Музирін Олександр Олегович, Бродський Сергій Сергійович, Зеленін Іван Матвійович
МПК: B22D 41/02
Мітки: металургійних, футеровки, ковшів, шаблон, виготовлення
Формула / Реферат:
Шаблон для виготовлення футеровки металургійних ковшів, що містить установлені одна на одну і з'єднані між собою конусоподібні секції, пристрій для їх взаємного регулювання і механізм регулювання положення шаблону відносно ковша, який відрізняється тим, що нижня опорна секція виконана у вигляді основи і контактуючого з нею за допомогою кульової опори плаваючого сегменту, а механізм їх з'єднання суміщений з механізмом регулювання положення...
Попередній патент: Повітророзподільник
Наступний патент: Багаторівчаковий пристрій для введення дроту в металевий розплав
Випадковий патент: Спосіб одержання каталізатора для очищення технологічних газів від угарного газу