Спосіб центрування двох профільних заготовок, зокрема, двох рейок, в машині для контактного стикового зварювання
Номер патенту: 42022
Опубліковано: 15.10.2001
Автори: Кривонос Вадим Петрович, Кучук-Яценко Сергій Іванович
Формула / Реферат
1. Способ центровки двух профильных заготовок, в частности, двух рельсов в машине для стыковой контактной сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования, характеризующему смещение осей стыкуемых заготовок, отличающийся тем, что в качестве сигнала рассогласования принимают разность расстояний от фиксированной точки начала отсчета до сечений стыкуемых концов рельсов, расположенных под одинаковым углом по отношению к фиксированной точке, при этом центровку проводят в два этапа: на первом этапе измеряют расстояния от фиксированной точки до указанных сечений со стороны поверхности катания головки рельсов и полученный сигнал рассогласования используют для управления сервомеханизмом вертикального перемещения одной рельсовой заготовки, а на втором этапе измеряют расстояния от фиксированной точки до упомянутых сечений со стороны боковых граней головки рельсов и полученный сигнал рассогласования используют для управления сервомеханизмом горизонтального перемещения другой рельсовой заготовки, при этом в качестве фиксированной точки начала отсчета принимают любую точку, находящуюся в диапазоне измерения контролируемого параметра.
2. Способ по п. 1, отличающийся тем, что расстояния измеряют датчиком, например, лазерным или электромагнитным, установленным в фиксированной точке, направление излучения которого нормально продольной оси свариваемых рельсов, при этом на каждом этапе центровки изменяют направление излучения от исходного на одинаковый угол, охватывающий концы обоих рельсов.
Текст
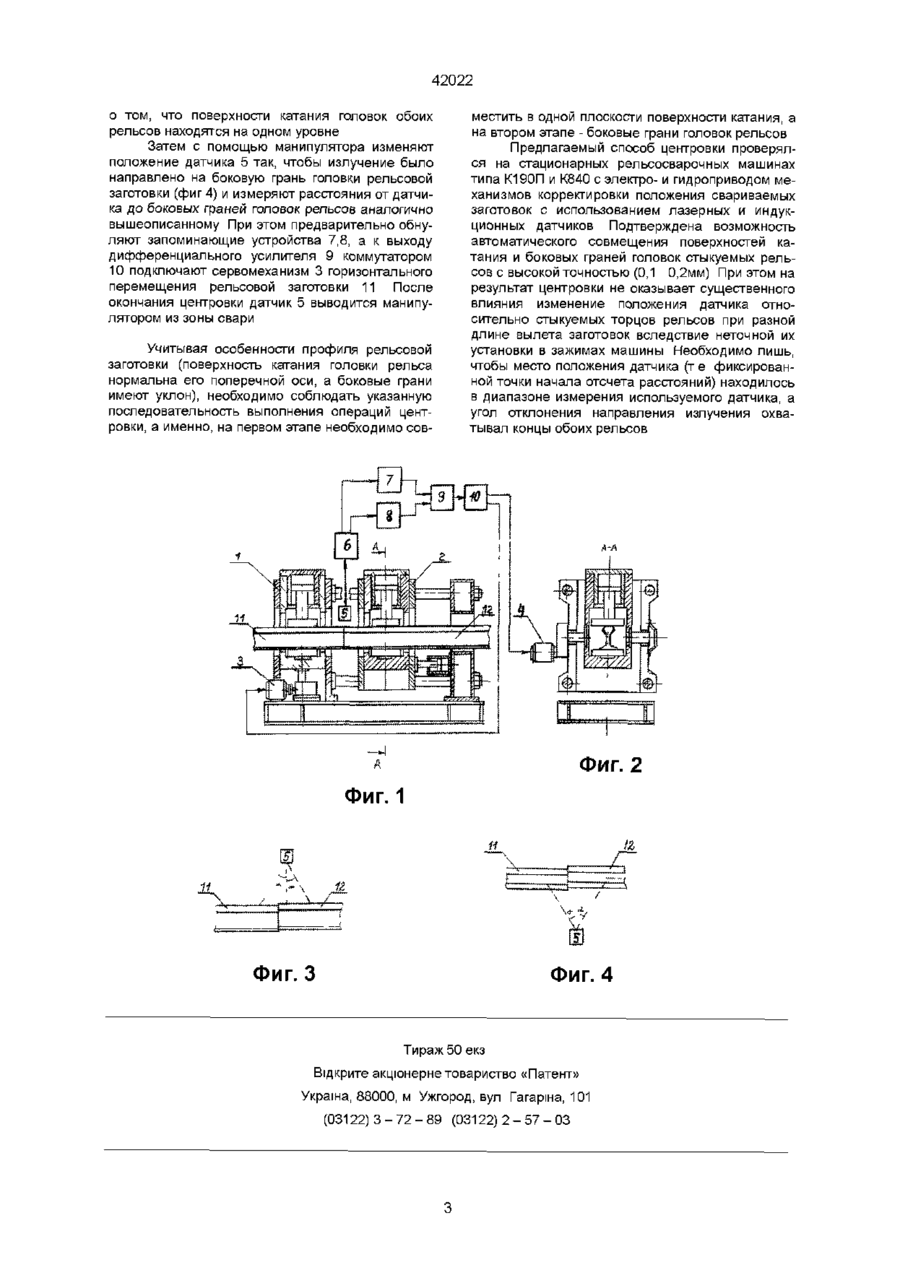
1 Способ центровки двух профильных заготовок, в частности, двух рельсов в машине для стыковой контактной сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования, характеризующему смещение осей стыкуемых заготовок, отличающийся тем, что в качестве сигнала рассогласования принимают разность расстояний от фиксированной точки начала отсчета до сечений стыкуемых концов рельсов, расположенных под одинаковым углом по отношению к фиксированной точке, при этом центровку проводят в два этапа на первом этапе измеряют расстояния от фиксированной точки до указанных сечений со стороны поверхности катания головки рельсов и полученный сигнал рассогласования используют для управления сервомеханизмом вертикального перемещения одной рельсовой заготовки, а на втором этапе измеряют расстояния от фиксированной точки до упомянутых сечений со стороны боковых граней головки рельсов и полученный сигнал рассогласования используют для управления сервомеханизмом горизонтального перемещения другой рельсовой заготовки, при этом в качестве фиксированной точки начала отсчета принимают любую точку, находящуюся в диапазоне измерения контролируемого параметра 2 Способ по п 1, отличающийся тем, что расстояния измеряют датчиком, например, лазерным или электромагнитным, установленным в фиксированной точке, направление излучения которого нормально продольной оси свариваемых рельсов, при этом на каждом этапе центровки изменяют направление излучения от исходного на одинаковый угол, охватывающий концы обоих рельсов Настоящее изобретение относится к области сварки, а более точно - к способу центровки двух профильных заготовок, в частности, двух рельсов в машине для контактной стыковой сварки Известен способ центровки рельсов в машине для стыковой сварки, когда для совмещения осей рельсов используют различные механические центрирующие приспособления Так, например, в рельсосварочной машине согласно Патенту N489316 (кл В23К, 11/02, Швейцария) используют систему направляющих и прижимных роликов, а в машине согласно Патенту N621502 (кл В23К 11/04,Швейцария) используют поворотные рычаги, входящие в зацепление с рельсами и имеющие сменные вкладыши, положение которых регулируют установочными винтами Известный способ центровки позволяет получить параллельность продольных осей стыкуемых рельсов, но совместить оси о высокой точностью невозможно из-за люфтов и износа контактирующих поверхностей, особенно при сварке рельсов, находившихся в эксплуатации Известен способ центровки, когда для совмещения осей рельсов в конструкции машины предусматривают сервомеханизмы для перемещения в различных направлениях одной из свариваемых заготовок (вторая рельсовая заготовка закреплена неподвижно, см , например, Патент N654363, кл Е01В29/46, Швейцария, либо перемещают одну из заготовок в горизонтальной плоскости, а другую - в вертикальной, как, например, в стационарной рельсосварочной машине К190П (см Оборудование для контактной сварки рельсов и его эксплуатация, С А Солодовников и др , "Наукова думка", Киев,1974,с 179) При этом управление сервомеханизмами осуществляется оператором вручную по результатам визуального и тактильного осмотра стыкуемых торцов рельсов Поэтому точность совмещения осей рельсов зависит от квалификации и физического состояния оператора Зоя О 42022 Известен способ центровки двух заготовок в машине для стыковой сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования, характеризующему смещение осей стыкуемых заготовок (см , например, Патент N59-92180,m B23K 11/04,Япония),принятый нами в качестве прототипа В нем с помощью потенциометрических датчиков измеряют толщину каждой свариваемой заготовки и разность полученных сигналов, пропорциональных измеренным толщинам, используют для управления сервомеханизмом вертикального перемещения одной из заготовок до совмещения ее продольной оси с осью неподвижной заготовки Однако область применения известного способа центровки ограничена изделиями типа листов, стержней, труб для которых качественное сварное соединение может быть получено при совмещении продольных осей заготовок При сварке профильных заготовок, в частности, рельсов применение известного способа центровки не дает желаемого эффекта, так как при совмещении продольных осей заготовок, отличающихся по высоте, поверхности катания головок обоих рельсов будут находиться в разных плоскостях, что недопустимо Кроме того, известный способ не решает второй проблемы центровки рельсов - совмещения в одной плоскости боковых граней головок рельсов В основу изобретения положена задача создать способ центровки двух рельсов в машине для контактной стыковой сварки, при котором поверхность катания и боковые грани головки стыкуемых рельсов, соответственно, располагались бы в одной плоскости за счет контроля относительного смещения указанных поверхностей Сущность изобретения заключается в том, что в способе центровки двух профильных заготовок, в частности, двух рельсов в машине для стыковой контактной сварки, при котором положение зажатых концов свариваемых заготовок корректируют с помощью сервомеханизмов по сигналу рассогласования, характеризующему смещение осей стыкуемых заготовок, согласно изобретению, в качестве сигнала рассогласования принимают разность расстояний от фиксированной точки начала отсчета до сечений стыкуемых концов рельсов, расположенных под одинаковым углом по отношению к фиксированной точке, при этом центровку проводят в два этапа на первом этапе измеряют расстояния от фиксированной точки до указанных сечений со стороны поверхности катания головки рельсов и полученный сигнал рассогласования используют для управления сервомеханизмом вертикального перемещения одной рельсовой заготовки, а на втором этапе измеряют расстояния от фиксированной точки до упомянутых сечений со стороны боковых граней головки рельсов и полученный сигнал рассогласования используют для управления сервомеханизмом горизонтального перемещения другой рельсовой заготовки, при этом в качестве фиксированной точки начала отсчета принимают любую точку, находящуюся в диапазо-не измерения контролируемого параметра В дальнейшем изобретение поясняется примером реализации предложенного способа со ссылками на прилагаемые чертежи, на которых фиг1, 2- блок-схема устройства центровки рельсов по предлагаемому способу применительно к рельсосварочной машине типа К190П, фигЗ - схема измерения расстояний на первом этапе центровки, фиг 4 - схема измерения расстояний на втором этапе центровки Устройство (фиг 1,2) для реализации предложенного способа содержит сварочную машину, состоящую из неподвижной колонны 1 и подвижной колонны 2 В неподвижной колонне 1 установлен сервомеханизм 3 для корректировки положения рельсовой заготовки в горизонтальной плоскости В подвижной колонне 2 установлен сервомеханизм 4 для корректировки положения другой рельсовой заготовки в вертикальной плоскости Между колоннами 1,2 машины находится датчик 5, измеряющий расстояния до поверхности рельсов в зоне стыкуемых торцов Для измерения расстояний может быть применен лазерный датчик или датчик электромагнитного типа Выход датчика 5 через коммутатор 6 измерительных каналов соединен с первым 7 и вторым 8 запоминающим устройством Выходы запоминающих устройств 7, 8 соединены со входами дифференциального усилителя 9 Выход последнего через коммутатор выходных каналов подключен к сервомеханизмам 3,4 корректировки положения рельсовых заготовок Центровку рельсов по предлагаемому способу производят следующим образом После установки рельсовых заготовок 11,12 в зажимах машины в зону стыкуемых торцов рельсов о помощью манипулятора (на чертежах не показан) вводят датчик 5 В исходном положении датчик должен быть установлен таким образом, чтобы направление излучения было нормально продольным осям свариваемых рельсов и спроецировано на поверхность катания головки одной из рельсовых заготовок Затем изменяют направление излучения от исходного на угол (за счет поворота датчика, если последний электромагнитного типа, либо за счет отклонения луча, если датчик лазерный) и измеряют расстояние от датчика 5 до поверхности катания одной рельсовой заготовки, например 12, (фиг 3) Измеренное расстояние запоминается устройством 7 После этого изменяют направление излучения в противоположную сторону от исходного на такой же угол и измеряют расстояние от датчика 5 до поверхности катания другой рельсовой заготовки 11 При этом выход датчик 5 переключается коммутатором б на вход второго запоминающего устройства 8, а выход дифференциального усилителя 9 подключается коммутатором 10 к сервомеханизму 4 Сигналы,пропорциональные измеренным расстояниям, с выхода запоминающих устройств 7,8 поступают на дифференциальный усилитель 9, на выходе которого формируется сигнал рассогласования, воздействующий на сервомеханизм 4 При этом рельсовая заготовка 12 перемещается в подвижной колонне 2 машины в вертикальном направлении до тех пор, пока сигнал рассогласования на выходе усилителя 9 не достигнет нуля Это свидетельствует 42022 о том, что поверхности катания головок обоих рельсов находятся на одном уровне Затем с помощью манипулятора изменяют положение датчика 5 так, чтобы излучение было направлено на боковую грань головки рельсовой заготовки (фиг 4) и измеряют расстояния от датчика до боковых граней головок рельсов аналогично вышеописанному При этом предварительно обнуляют запоминающие устройства 7,8, а к выходу дифференциального усилителя 9 коммутатором 10 подключают сервомеханизм 3 горизонтального перемещения рельсовой заготовки 11 После окончания центровки датчик 5 выводится манипулятором из зоны свари Учитывая особенности профиля рельсовой заготовки (поверхность катания головки рельса нормальна его поперечной оси, а боковые грани имеют уклон), необходимо соблюдать указанную последовательность выполнения операций центровки, а именно, на первом этапе необходимо сов местить в одной плоскости поверхности катания, а на втором этапе - боковые грани головок рельсов Предлагаемый способ центровки проверялся на стационарных рельсосварочных машинах типа К190П и К840 с электро- и гидроприводом механизмов корректировки положения свариваемых заготовок с использованием лазерных и индукционных датчиков Подтверждена возможность автоматического совмещения поверхностей катания и боковых граней головок стыкуемых рельсов с высокой точностью (0,1 0,2мм) При этом на результат центровки не оказывает существенного влияния изменение положения датчика относительно стыкуемых торцов рельсов при разной длине вылета заготовок вследствие неточной их установки в зажимах машины Необходимо лишь, чтобы место положения датчика (те фиксированной точки начала отсчета расстояний) находилось в диапазоне измерения используемого датчика, а угол отклонения направления излучения охватывал концы обоих рельсов А-А —3 Фиг. 2 Фиг. 1 Фиг. 3 Фиг. 4 Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of centering of two profile billets, in particular, two rails in the machine for contact butt welding
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Kryvonos Vadym Petrovch
Назва патенту російськоюСпособ центрирования двух профильных заготовок, в частности, двух рельсов, в машине для контактной стыковой сварки
Автори російськоюКучук-Яценко Сергей Иванович, Кривонос Вадим Петрович
МПК / Мітки
МПК: B23K 11/04
Мітки: зокрема, рейок, зварювання, двох, профільних, центрування, контактного, стикового, машини, спосіб, заготовок
Код посилання
<a href="https://ua.patents.su/3-42022-sposib-centruvannya-dvokh-profilnikh-zagotovok-zokrema-dvokh-rejjok-v-mashini-dlya-kontaktnogo-stikovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб центрування двох профільних заготовок, зокрема, двох рейок, в машині для контактного стикового зварювання</a>
Спосіб зрізування грату у гарячому стані на машині для контактного стикового зварювання
Номер патенту: 2477
Опубліковано: 26.12.1994
Автори: Думчев Євген Олександрович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Бєляєв Данило Іванович, Богорський Михайло Володимирович, Бондарук Андрій Всеволодович, Дідковський Олександр Володимирович
МПК: B23K 11/04, B23K 11/00
Мітки: зварювання, контактного, стикового, гарячому, спосіб, стані, машини, зрізування, грату
Формула / Реферат:
Способ срезки грата в горячем состоянии на машине для контактной стыковой сварки, при котором непосредственно после окончании сварки между стыком и одним из зажимов сварочной машины вводят режущий инструмент, и срезку грата осуществляют путем относительного перемещения изделия и режущего инструмента, отличающийся тем, что срезку грата осуществляют с двух сторон в два этапа поочередно, причем на втором этапе плоскостью реза пересекают участок...
Пристрій для контактного стикового зварювання рейок

Номер патенту: 312
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Лядов Володимир Васильович, Порхун Федір Костянтинович, Лазебний Іван Леонтійович, Сахарнов Василь Олексійович, Грідін Олександр Петрович, Кривенко Валерій Георгійович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: рейок, контактного, зварювання, пристрій, стикового
Формула / Реферат:
Формула изобретения1. Устройство для контактной стыковой сварки рельсов, содержащее корпус, выполненный в виде пары клещевых зажимов, каждый из которых состоит из двух щек, соединенных между собой цилиндрами зажатия, верхний и два шарнирно связанных с верхним симметричных боковых резца, две тяги, соединенные с верхним резцом и через коромысло с корпусом, отличающееся тем, что, с целью повышения качества снятия грата по всему периметру...
Спосіб зняття грата після контактного стикового зварювання
Номер патенту: 309
Опубліковано: 30.04.1993
Автори: Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович, Лазебний Іван Леонтійович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: спосіб, стикового, контактного, зняття, грата, зварювання
Формула / Реферат:
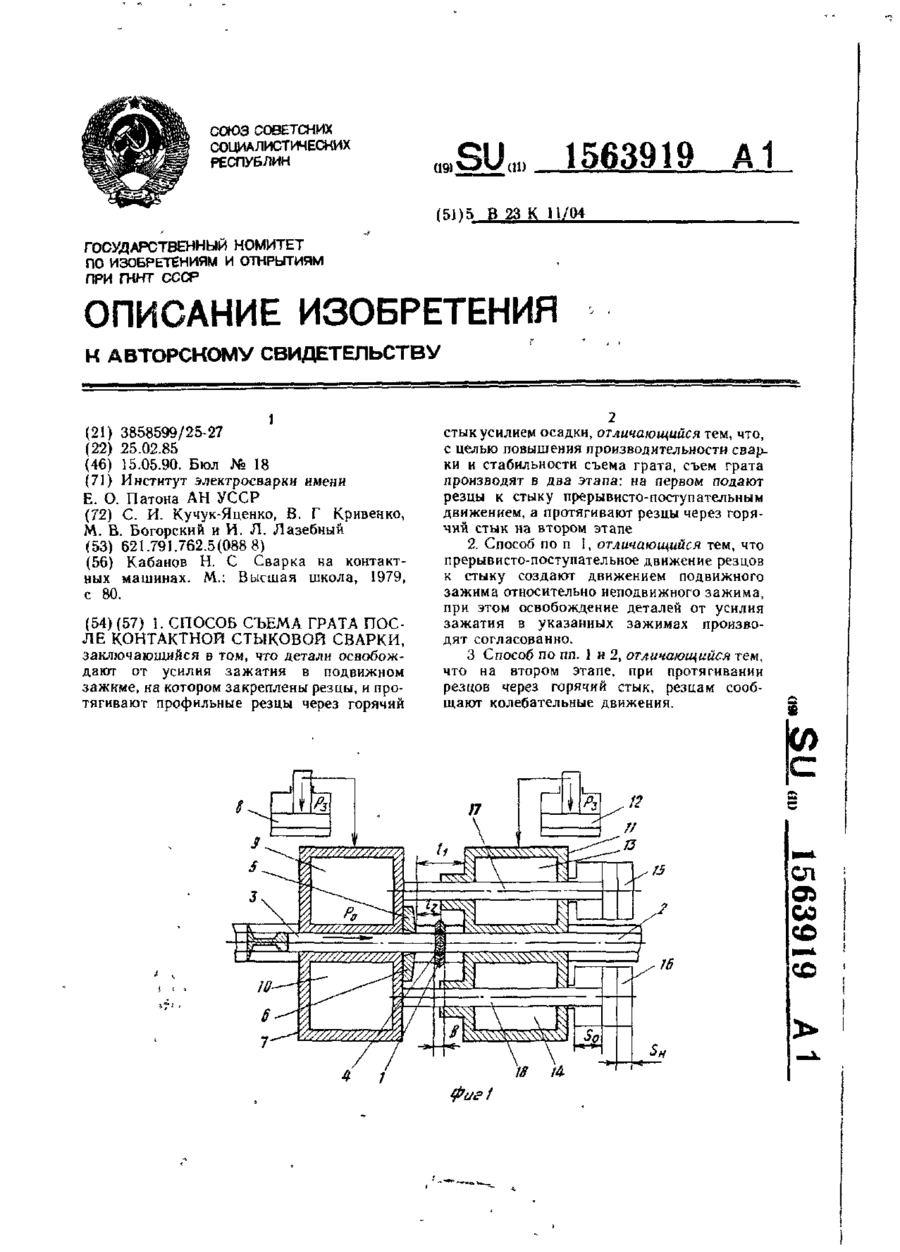
(57) 1. СПОСОБ СЪЕМА ГРАТА ПОСЛЕ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ, заключающийся в том, что детали освобождают от усилия зажатия в подвижном зажиме, на котором закреплены резцы, и протягивают профильные резцы через горячий стык усилием осадки, отличающийся тем, что, с целью повышения производительности сварки и стабильности съема грата, съем грата производят в два этапа: на первом подают резцы к стыку прерывисто-поступательным движением, а...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1610
Опубліковано: 25.10.1994
Автори: Горишняков Олексій Іванович, Горонков Миколай Дмитрович, Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Миронец Олександр Миколайович
МПК: B23K 11/04
Мітки: стикового, зварювання, контактного, спосіб, оплавленням
Формула / Реферат:
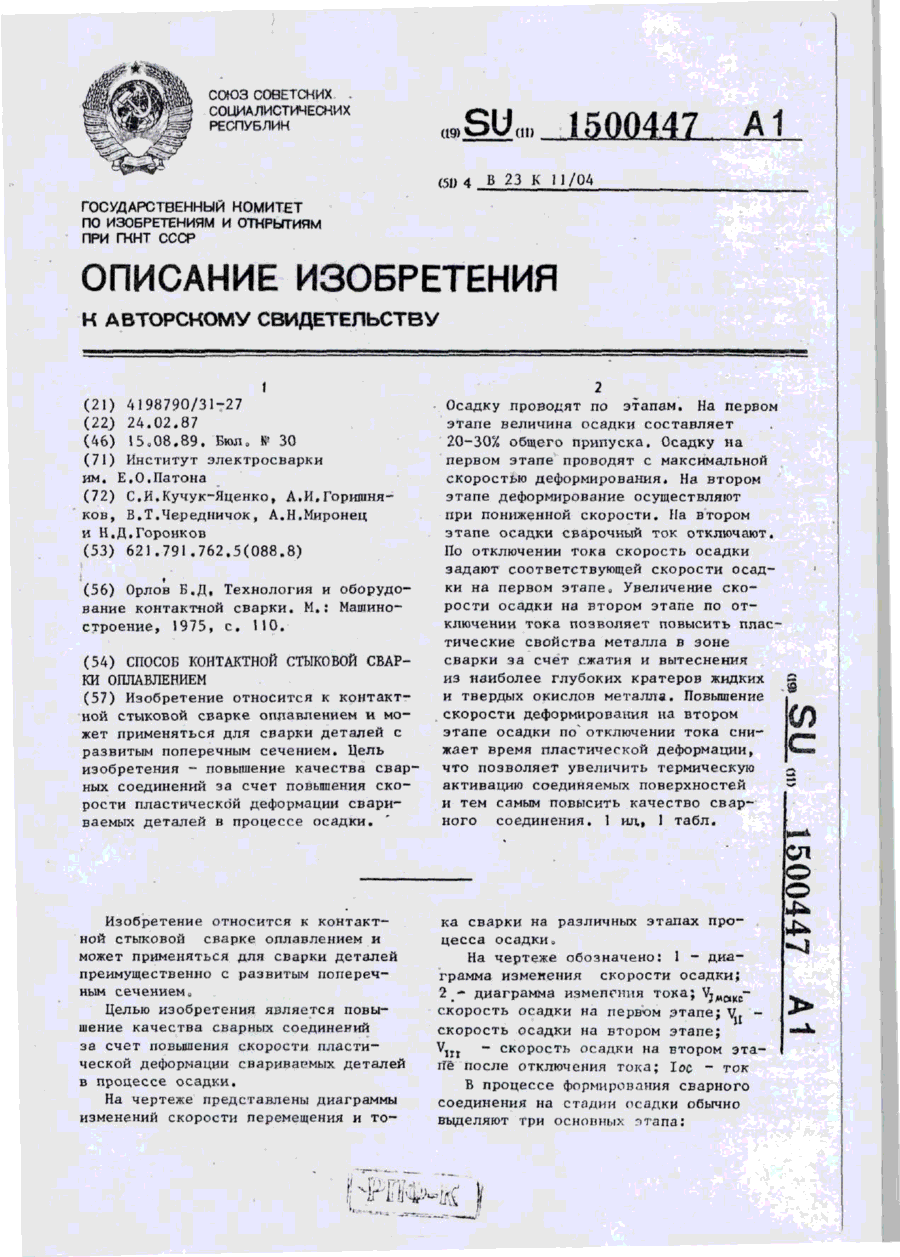
Способ контактной стыковой сварки оплав-лением, при котором процесс осадки проводят по этапам, на первом этапе на величину 20—30 % общего припуска с максимальной скоростью, а на втором этапе до выключения тока при пониженной скорости, отличающийся тем, что, с целью повышения качества сварного соединения, после отключения тока скорость осадки задают соответствующей скорости осадки на первом этапе.
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: оплавленням, контактного, спосіб, стикового, зварювання
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Попередній патент: Силовий вимикач
Наступний патент: Фармацевтична композиція, що містить гомогенну суміш модафінілових часток
Випадковий патент: Застосування композиції біохімічних сполук, втягнутих в біоенергетичний метаболізм клітин, для запобігання та терапії захворювань