Спосіб електролітно-плазмової розмірної обробки пустотілих деталей
Номер патенту: 46969
Опубліковано: 11.01.2010
Автори: Пшеничний Вадим Миколайович, Сеник Микола Михайлович, Коцюба Віктор Юрійович, Сорокін Микола Вікторович
Формула / Реферат
1. Спосіб електролітно-плазмової розмірної обробки пустотілих деталей, який полягає в тому, що до оброблюваної деталі перед зануренням в електроліт прикладають напругу і здійснюють повільне її занурення зі швидкістю, що забезпечує поступове безперервне утворення парогазової оболонки, який відрізняється тим, що усередині пустотілої деталі за допомогою електрода створюють додаткове електричне поле, яке має протилежний знак стосовно оброблюваної поверхні.
2. Спосіб за п. 1, який відрізняється тим, що електрод, розташований усередині пустотілої деталі, має поверхню, еквідистантну внутрішній поверхні деталі.
Текст
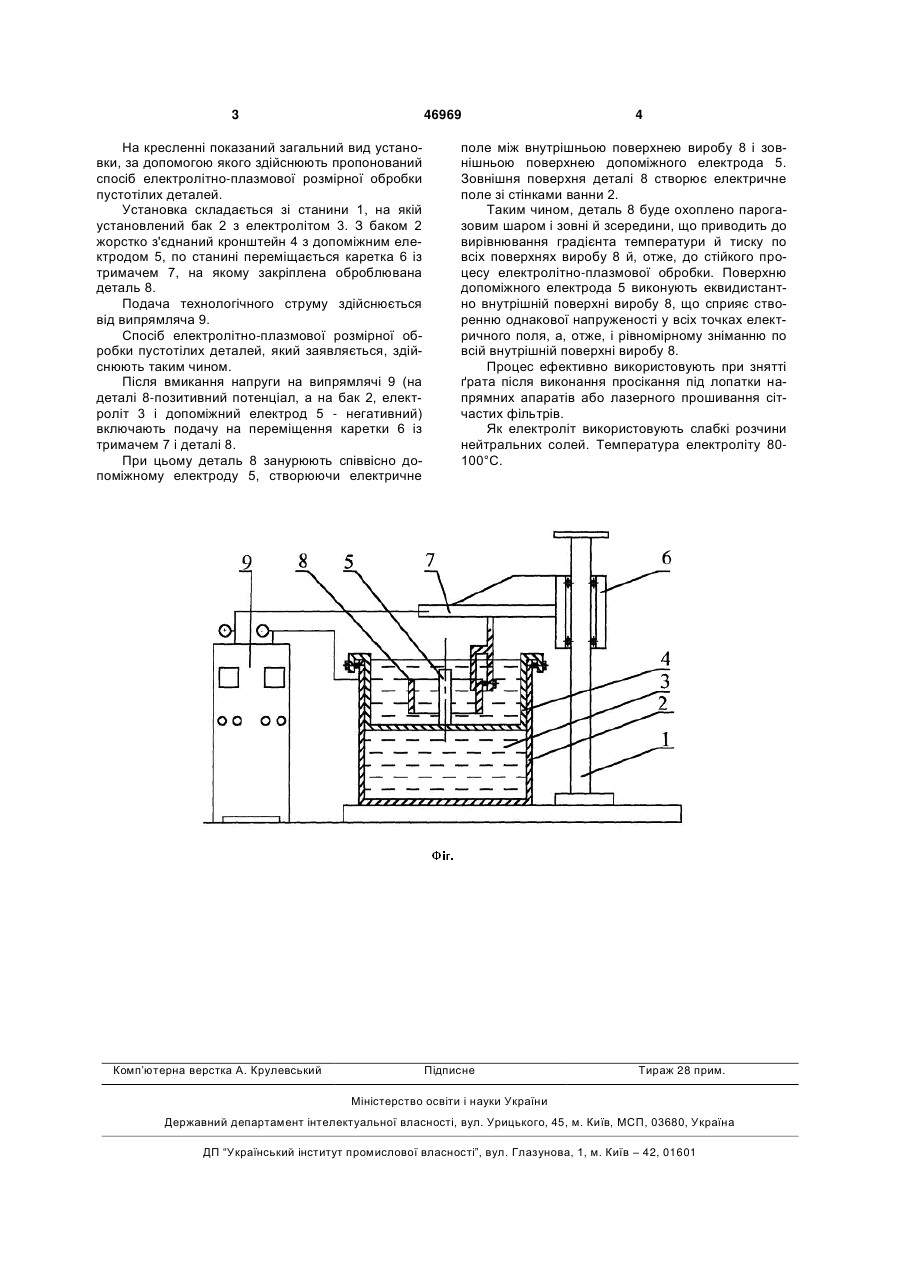
1. Спосіб електролітно-плазмової розмірної обробки пустотілих деталей, який полягає в тому, що до оброблюваної деталі перед зануренням в 3 46969 На кресленні показаний загальний вид установки, за допомогою якого здійснюють пропонований спосіб електролітно-плазмової розмірної обробки пустотілих деталей. Установка складається зі станини 1, на якій установлений бак 2 з електролітом 3. З баком 2 жорстко з'єднаний кронштейн 4 з допоміжним електродом 5, по станині переміщається каретка 6 із тримачем 7, на якому закріплена оброблювана деталь 8. Подача технологічного струму здійснюється від випрямляча 9. Спосіб електролітно-плазмової розмірної обробки пустотілих деталей, який заявляється, здійснюють таким чином. Після вмикання напруги на випрямлячі 9 (на деталі 8-позитивний потенціал, а на бак 2, електроліт 3 і допоміжний електрод 5 - негативний) включають подачу на переміщення каретки 6 із тримачем 7 і деталі 8. При цьому деталь 8 занурюють співвісно допоміжному електроду 5, створюючи електричне Комп’ютерна верстка А. Крулевський 4 поле між внутрішньою поверхнею виробу 8 і зовнішньою поверхнею допоміжного електрода 5. Зовнішня поверхня деталі 8 створює електричне поле зі стінками ванни 2. Таким чином, деталь 8 буде охоплено парогазовим шаром і зовні й зсередини, що приводить до вирівнювання градієнта температури й тиску по всіх поверхнях виробу 8 й, отже, до стійкого процесу електролітно-плазмової обробки. Поверхню допоміжного електрода 5 виконують еквидистантно внутрішній поверхні виробу 8, що сприяє створенню однакової напруженості у всіх точках електричного поля, а, отже, і рівномірному зніманню по всій внутрішній поверхні виробу 8. Процес ефективно використовують при знятті ґрата після виконання просікання під лопатки напрямних апаратів або лазерного прошивання сітчастих фільтрів. Як електроліт використовують слабкі розчини нейтральних солей. Температура електроліту 80100°С. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electrolytic-plasma dimension processing of hollow details
Автори англійськоюKotsiuba Viktor Yuriiovych, Senyk Mykola Mykhailovych, Sorokin Mykola Viktorovych, Pshenychnyi Vadym Mykolaiovych
Назва патенту російськоюСпособ электролитно-плазменной размерной обработки пустотелых деталей
Автори російськоюКоцюба Виктор Юрьевич, Сеник Николай Михайлович, Сорокин Николай Викторович, Пшеничный Вадим Николаевич
МПК / Мітки
МПК: C25F 3/00
Мітки: електролітно-плазмової, спосіб, обробки, розмірної, деталей, пустотілих
Код посилання
<a href="https://ua.patents.su/2-46969-sposib-elektrolitno-plazmovo-rozmirno-obrobki-pustotilikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб електролітно-плазмової розмірної обробки пустотілих деталей</a>
Спосіб електролітно-плазмової розмірної обробки
Номер патенту: 38495
Опубліковано: 12.01.2009
Автори: Левандовський Олег Петрович, Погуца Віктор Денисович, Куковякин Михайло Михайлович, Пшеничний Вадим Миколайович, Попович Ніна Григоровна, Сергієнко Віктор Миколайович
МПК: C25F 3/00
Мітки: обробки, спосіб, розмірної, електролітно-плазмової
Формула / Реферат:
1. Спосіб електролітно-плазмової розмірної обробки, який полягає в тому, що до оброблюваної деталі перед зануренням в електроліт прикладають напруження і здійснюють повільне її занурення зі швидкістю, що забезпечує поступове безперервне утворення парогазової оболонки, який відрізняється тим, що деталь занурюють в електроліт частково і передають їй обертальний рух.2. Спосіб за п. 1, який відрізняється тим, що при обробці складнофасонних...
Спосіб електролітно-плазмової розмірної обробки

Номер патенту: 66029
Опубліковано: 15.04.2004
Автори: Єрофєєв Юрій Михайлович, Пирогов Леонід Олексійович, Перелигін Ігор Миколайович, Великий Віктор Іванович, Пшеничний Вадим Миколайович
МПК: C25F 3/00
Мітки: електролітно-плазмової, спосіб, обробки, розмірної
Формула / Реферат:
1. Спосіб електролітно-плазмової розмірної обробки металевих виробів, який полягає в тому, що оброблюваний виріб занурюють в електроліт, прикладають до нього напругу і проводять обробку, який відрізняється тим, що напругу прикладають перед зануренням виробу в електроліт, при цьому занурення виробу ведуть повільно зі швидкістю, яка забезпечує поступове безперервне утворення парогазової оболонки.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей
Номер патенту: 32151
Опубліковано: 12.05.2008
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: розмірної, спосіб, дугою, плоских, обробки, торцевих, поверхонь, деталей, кільцевих, електричною
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою плоских торцевих поверхонь кільцевих деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють одночасно двох деталей, які неспіввісно обертають у протилежних напрямках, а дугу збуджують в торцевому міжелектродному зазорі, що утворений їхніми торцевими поверхнями, причому полярність обробки періодично...
Верстат для розмірної обробки електричною дугою деталей складної конфігурації
Номер патенту: 5415
Опубліковано: 15.03.2005
Автори: Боков Віктор Михайлович, Носуленко Віктор Іванович
МПК: B23H 1/00
Мітки: дугою, розмірної, верстат, електричною, деталей, складної, конфігурації, обробки
Формула / Реферат:
Верстат для розмірної обробки електричною дугою деталей складної конфігурації, що має інструментальну головку та герметичну камеру із заготовкою деталі, який відрізняється тим, що герметичну камеру виконано з поворотною кришкою, причому інструментальну головку змонтовано на кришці із зовнішнього боку, а заготовку деталі - із внутрішнього.
Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей
Номер патенту: 45498
Опубліковано: 10.11.2009
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: розмірної, дугою, двох, поверхонь, одночасної, спосіб, електричною, деталей, плоских, торцевих, обробки
Формула / Реферат:
1. Спосіб одночасної розмірної обробки електричною дугою плоских торцевих поверхонь двох деталей, при якому робочу рідину нагнітають в торцевий міжелектродний зазор під технологічним тиском, який відрізняється тим, що обробку здійснюють при дзеркальному розташуванні торцевих поверхонь деталей і поступальному осьовому відносному їх зустрічному русі, з вилученням робочої рідини із торцевого міжелектродного зазору крізь співвісні отвори в...
Попередній патент: Спосіб діагностики величини сколіотичної деформації хребта
Наступний патент: Спосіб комбінованого лікування раку тіла матки
Випадковий патент: Сировинна композиція та спосіб виготовлення піногіпсу