Спосіб виготовлення деталей типу втулки з зовнішнім фланцем
Номер патенту: 48902
Опубліковано: 12.04.2010
Автори: Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Абхарі Пейман, Алієв Іграмотдін Серажутдінович
Формула / Реферат
Спосіб виготовлення деталей типу втулки з зовнішнім фланцем, який полягає у радіальному видавлюванні в кругову порожнину, утворену напівматрицями з подальшою осадкою фланця, який відрізняється тим, що кругова порожнина збільшується від 0,1 до 2 товщин стінки заготовки при переміщенні верхньої напівматриці в протилежному, відносно руху пуансона, напрямку зі швидкістю не більше 0,25 швидкості пуансона, при цьому метал набирається у фланець без появи складки.
Текст
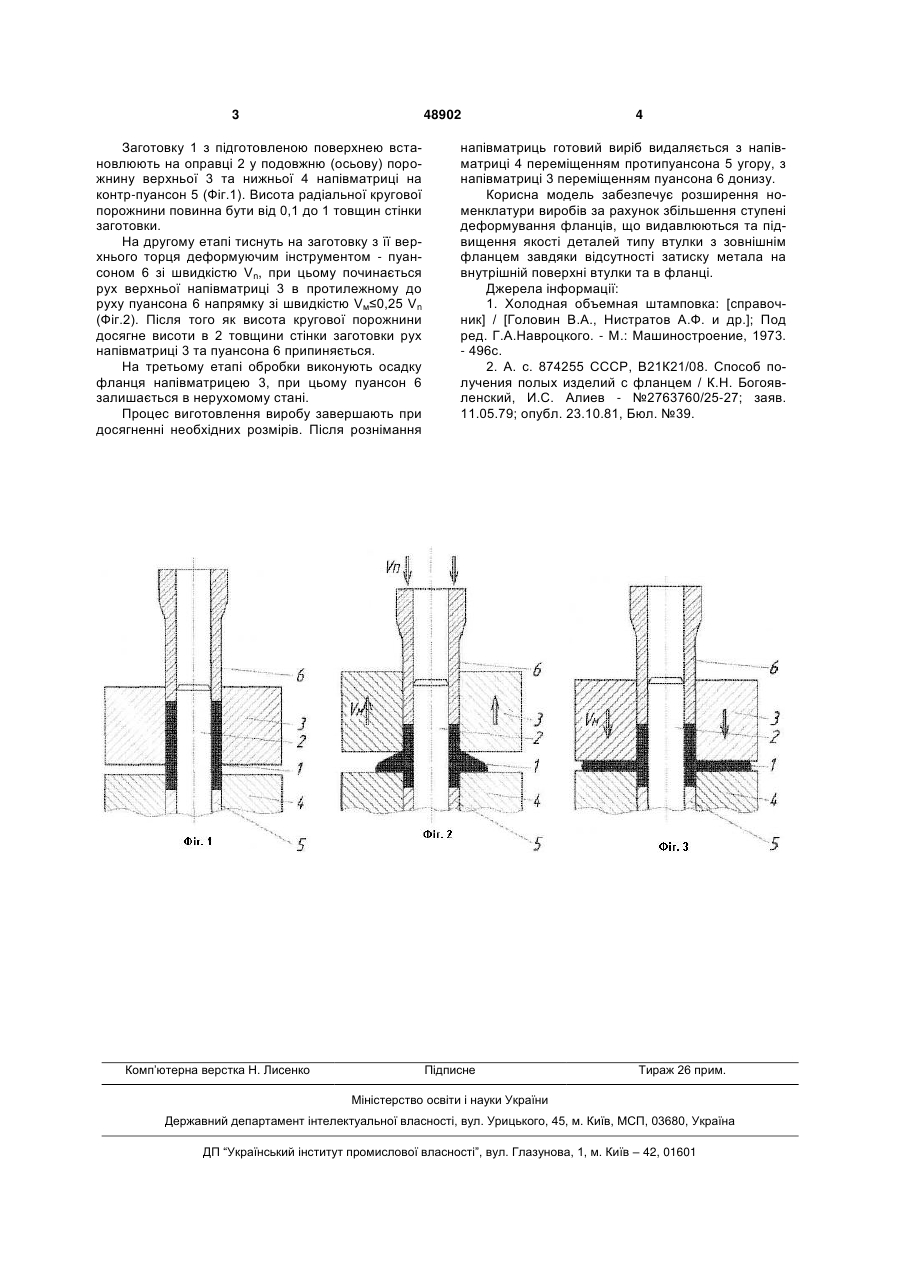
Спосіб виготовлення деталей типу втулки з зовнішнім фланцем, який полягає у радіальному видавлюванні в кругову порожнину, утворену напівматрицями з подальшою осадкою фланця, який відрізняється тим, що кругова порожнина збільшується від 0,1 до 2 товщин стінки заготовки при переміщенні верхньої напівматриці в протилежному, відносно руху пуансона, напрямку зі швидкістю не більше 0,25 швидкості пуансона, при цьому метал набирається у фланець без появи складки. (19) (21) u200910370 (22) 13.10.2009 (24) 12.04.2010 (46) 12.04.2010, Бюл.№ 7, 2010 р. (72) АБХАРІ ПЕЙМАН, АЛІЄВ ІГРАМОТДІН СЕРАЖУТДІНОВИЧ, АЛІЄВА ЛЕЙЛА ІГРАМОТДІНОВНА, МАРТИНОВ СЕРГІЙ ВОЛОДИМИРОВИЧ (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ 3 48902 Заготовку 1 з підготовленою поверхнею встановлюють на оправці 2 у подовжню (осьову) порожнину верхньої 3 та нижньої 4 напівматриці на контр-пуансон 5 (Фіг.1). Висота радіальної кругової порожнини повинна бути від 0,1 до 1 товщин стінки заготовки. На другому етапі тиснуть на заготовку з її верхнього торця деформуючим інструментом - пуансоном 6 зі швидкістю Vn, при цьому починається рух верхньої напівматриці 3 в протилежному до руху пуансона 6 напрямку зі швидкістю Vм≤0,25 Vn (Фіг.2). Після того як висота кругової порожнини досягне висоти в 2 товщини стінки заготовки рух напівматриці 3 та пуансона 6 припиняється. На третьому етапі обробки виконують осадку фланця напівматрицею 3, при цьому пуансон 6 залишається в нерухомому стані. Процес виготовлення виробу завершають при досягненні необхідних розмірів. Після рознімання Комп’ютерна верстка Н. Лиcенко 4 напівматриць готовий виріб видаляється з напівматриці 4 переміщенням протипуансона 5 угору, з напівматриці 3 переміщенням пуансона 6 донизу. Корисна модель забезпечує розширення номенклатури виробів за рахунок збільшення ступені деформування фланців, що видавлюються та підвищення якості деталей типу втулки з зовнішнім фланцем завдяки відсутності затиску метала на внутрішній поверхні втулки та в фланці. Джерела інформації: 1. Холодная объемная штамповка: [справочник] / [Головин В.А., Нистратов А.Ф. и др.]; Под ред. Г.А.Навроцкого. - М.: Машиностроение, 1973. - 496с. 2. A. c. 874255 СССР, В21К21/08. Способ получения полых изделий с фланцем / К.Н. Богоявленский, И.С. Алиев - №2763760/25-27; заяв. 11.05.79; опубл. 23.10.81, Бюл. №39. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing parts such as bushings with outside flange
Автори англійськоюAbkhari Peiman, Aliiev Ihramotdin Serazhutdinovych, Aliieva Leila Ihramotdinovna, Martynov Serhii Volodymyrovych
Назва патенту російськоюСпособ изготовления деталей типа втулки с наружным фланцем
Автори російськоюАбхарт Пейман, Алиев Играмотдин Серажутдинович, Алиева Лейла Играмотдиновна, Мартынов Сергей Владимирович
МПК / Мітки
МПК: B21K 21/00
Мітки: спосіб, виготовлення, втулки, зовнішнім, деталей, типу, фланцем
Код посилання
<a href="https://ua.patents.su/2-48902-sposib-vigotovlennya-detalejj-tipu-vtulki-z-zovnishnim-flancem.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення деталей типу втулки з зовнішнім фланцем</a>
Спосіб виготовлення деталей типу стрижня з фланцем
Номер патенту: 32661
Опубліковано: 26.05.2008
Автори: Савчінський Ігор Григорович, Жбанков Ярослав Геннадійович, Алієв Іграмотдін Серажутдінович, Коцюбівська Катерина Іванівна, Алієва Лейла Іграмотдіновна
МПК: B21K 23/00
Мітки: типу, стрижня, спосіб, фланцем, виготовлення, деталей
Формула / Реферат:
Спосіб виготовлення деталей типу стрижня з фланцем редукуванням заготовки та наступним радіальним видавлюванням в кругову порожнину, утворену напівматрицями, який відрізняється тим, що після редукування заготовка переміщується відносно напівматриць так, що радіальному видавлюванню підлягають ті шари металу, що отримали попередню деформацію обтисненням при редукуванні.
Спосіб виготовлення деталей типу втулок з фланцем
Номер патенту: 13745
Опубліковано: 17.04.2006
Автор: Алієва Лейла Іграмотдіновна
МПК: B21K 23/00, B21K 21/00
Мітки: втулок, фланцем, деталей, спосіб, типу, виготовлення
Формула / Реферат:
Спосіб виготовлення деталей типу втулок з фланцем, що включає прикладення деформуючого зусилля до торця трубчастої заготовки і радіального видавлювання на одній її бічний поверхні фланця, а на другій - технологічного бурту, який потім розгладжують, який відрізняється тим, що формування технологічного бурту виконують на початковій стадії процесу, на якій обмежують течію металу у фланець.
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем
Номер патенту: 48901
Опубліковано: 12.04.2010
Автори: Алієв Іграмотдін Серажутдінович, Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна
МПК: B21J 13/02
Мітки: видавлювання, штамп, внутрішнім, фланцем, деталей, порожнистих
Формула / Реферат:
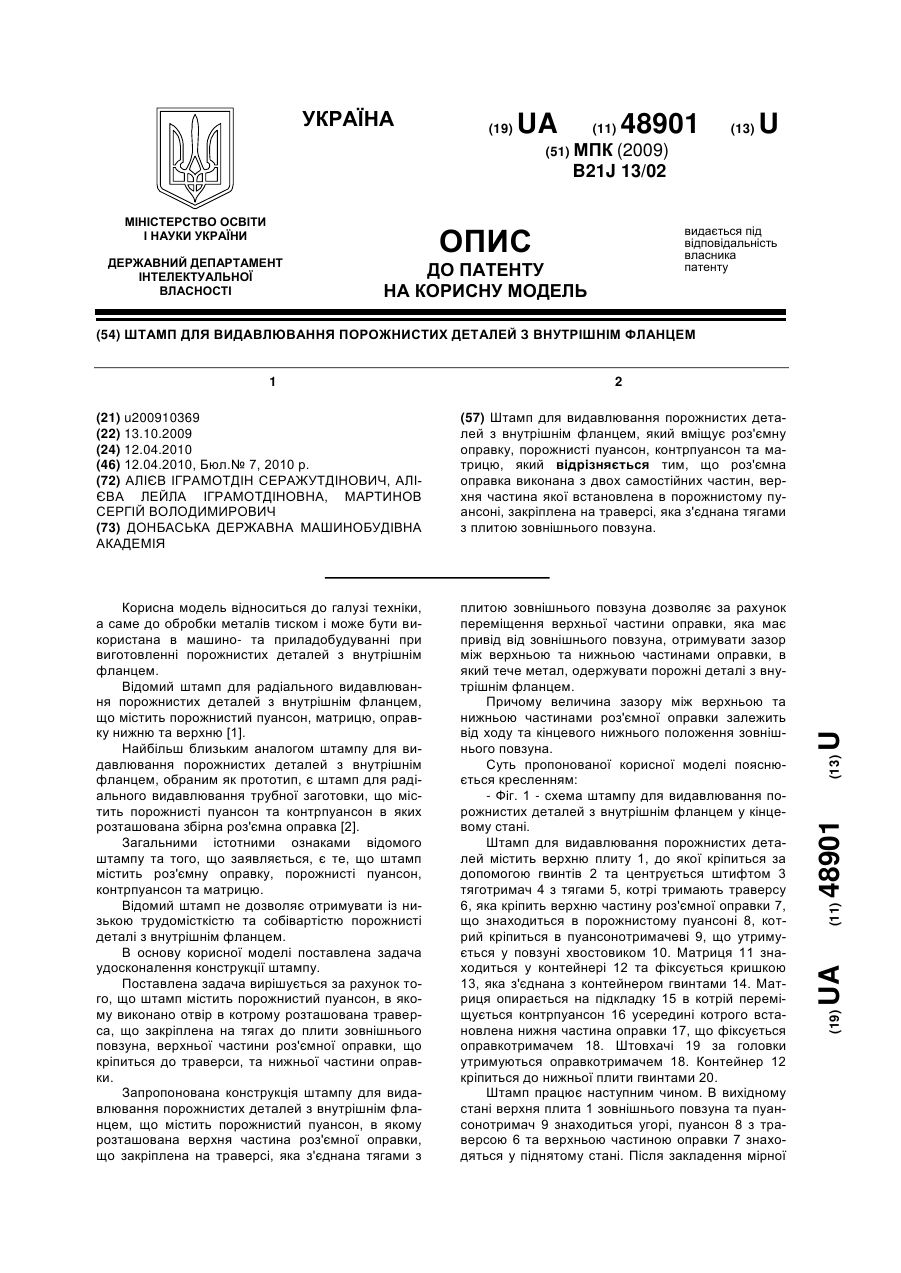
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем, який вміщує роз'ємну оправку, порожнисті пуансон, контрпуансон та матрицю, який відрізняється тим, що роз'ємна оправка виконана з двох самостійних частин, верхня частина якої встановлена в порожнистому пуансоні, закріплена на траверсі, яка з'єднана тягами з плитою зовнішнього повзуна.
Спосіб виготовлення поковок валів із фланцем

Номер патенту: 11321
Опубліковано: 15.12.2005
Автори: Олешко Віктор Михайлович, Кирпиченко Олександр Вікторович, Свиридов Олег Віталійович, Лиманський Олександр Вадимович, Кальченко Петро Павлович
МПК: B21J 1/04
Мітки: поковок, валів, фланцем, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення поковок валів із фланцем, при якому кінцеву ділянку заготовки, призначену для формування фланця, спочатку попередньо протягають на проміжний розмір, а потім остаточно осаджують з використанням обмежувального і підкладного кілець, який відрізняється тим, що як вихідну заготовку використовують попередньо протягнену порожнисту поковку, а осадження кінцевої ділянки здійснюють у дві стадії: на першій стадії заготовку осаджують...
Спосіб виготовлення заготовки втулки шплінтона
Номер патенту: 3595
Опубліковано: 15.12.2004
Автори: Євстратов Віталій Олексійович, Губачева Лариса Олександрівна
МПК: B21D 5/00
Мітки: виготовлення, спосіб, заготовки, шплінтона, втулки
Формула / Реферат:
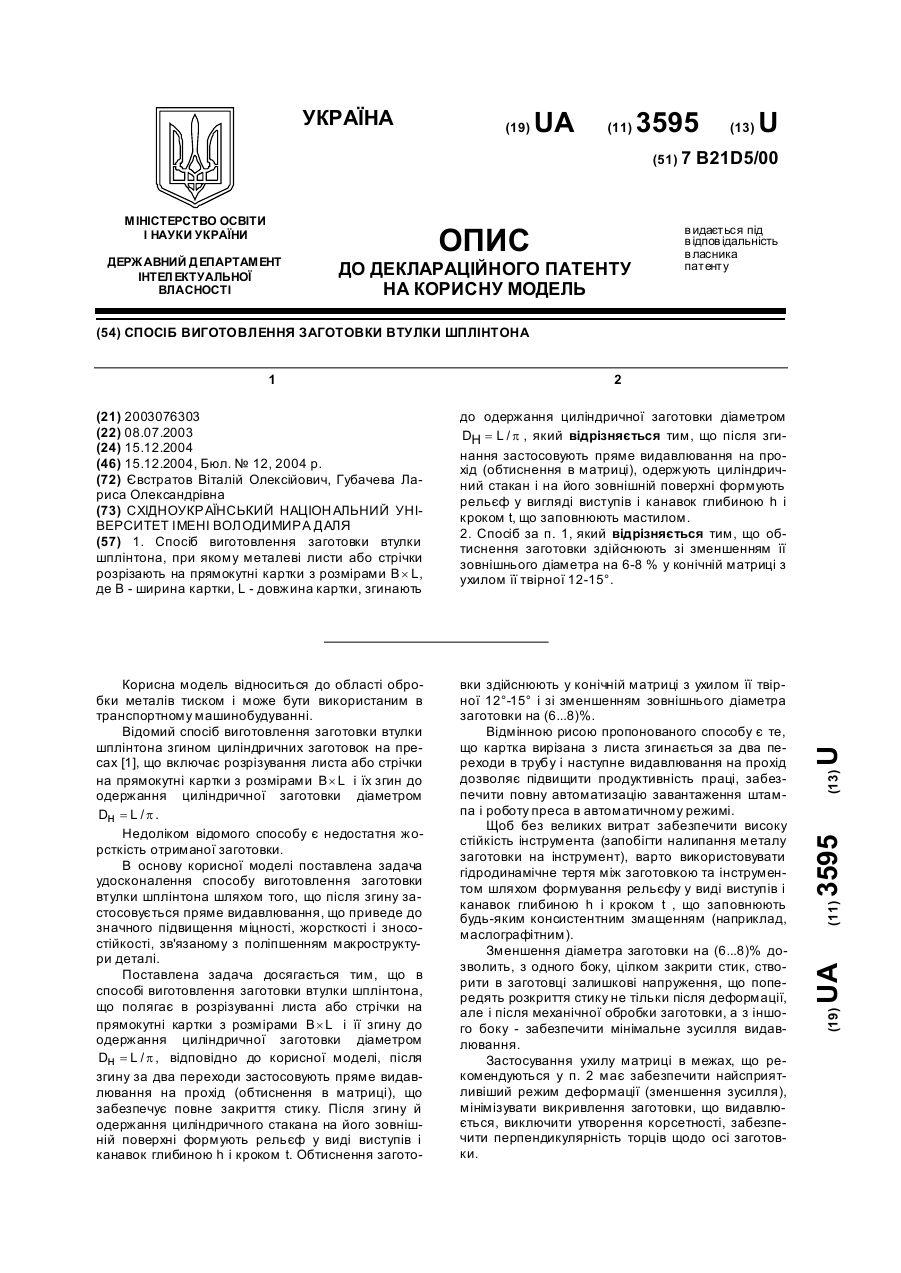
1. Спосіб виготовлення заготовки втулки шплінтона, при якому металеві листи або стрічки розрізають на прямокутні картки з розмірами BL, де B - ширина картки, L - довжина картки, згинають до одержання циліндричної заготовки діаметром , який відрізняється тим, що після згинання застосовують пряме видавлювання...
Попередній патент: Штамп для видавлювання порожнистих деталей з внутрішнім фланцем
Наступний патент: Пристрій для прибирання просипу під конвеєром
Випадковий патент: Механічна блокувальна система для панелей підлоги