Спосіб виготовлення поковок валів із фланцем
Номер патенту: 11321
Опубліковано: 15.12.2005
Автори: Кирпиченко Олександр Вікторович, Олешко Віктор Михайлович, Свиридов Олег Віталійович, Кальченко Петро Павлович, Лиманський Олександр Вадимович

Формула / Реферат
Спосіб виготовлення поковок валів із фланцем, при якому кінцеву ділянку заготовки, призначену для формування фланця, спочатку попередньо протягають на проміжний розмір, а потім остаточно осаджують з використанням обмежувального і підкладного кілець, який відрізняється тим, що як вихідну заготовку використовують попередньо протягнену порожнисту поковку, а осадження кінцевої ділянки здійснюють у дві стадії: на першій стадії заготовку осаджують центральним пуансоном, який має співвісний уступ, розміщуючи його у порожнині отвору до рівня не нижче основи фланця заготовки, а на другій - зовнішнім пуансоном, при цьому відношення розмірів пуансонів приймають з умови D/d=1,55...1,75, де D і d - відповідно діаметри зовнішнього і центрального пуансонів.
Текст
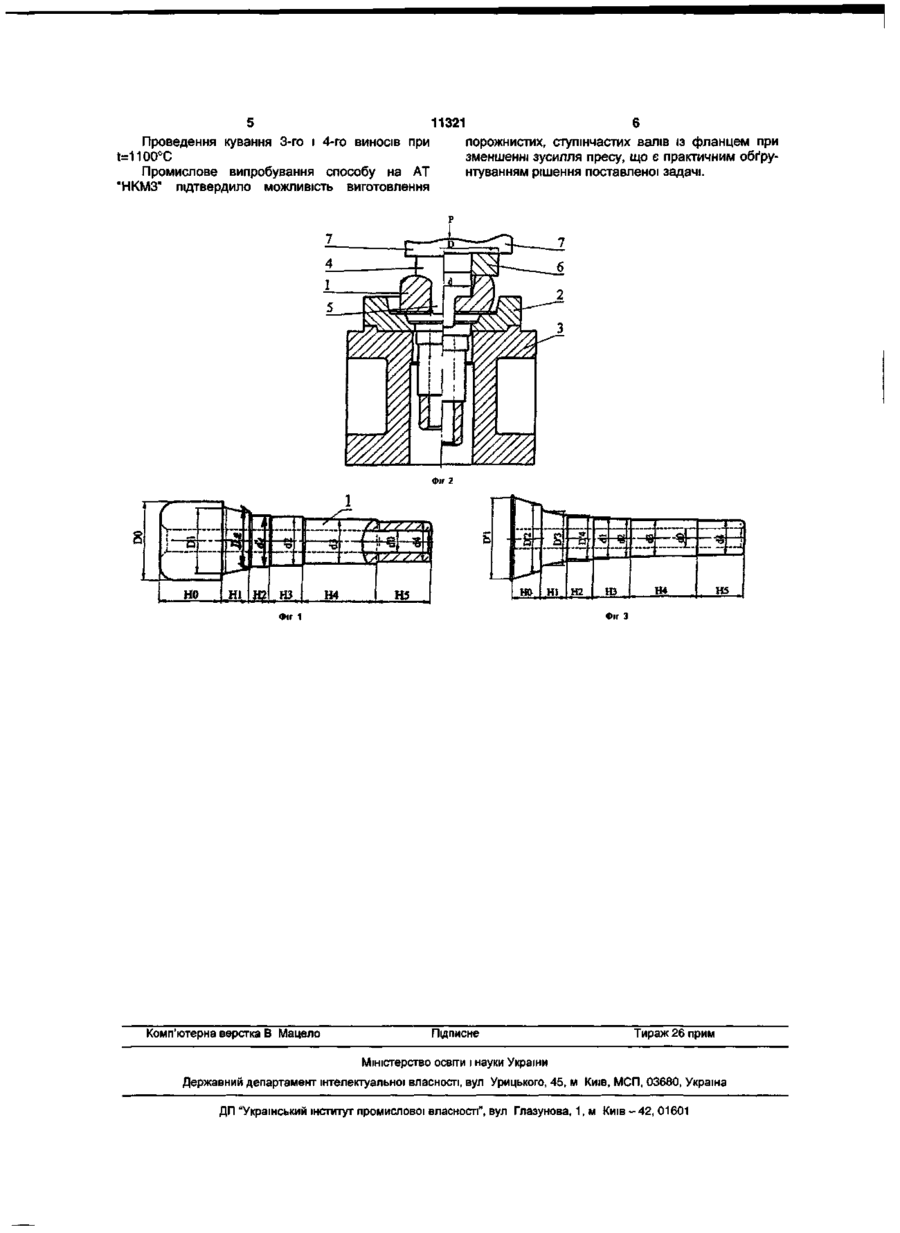
Спосіб виготовлення поковок валів із фланцем, при якому кінцеву ділянку заготовки, призначену для формування фланця, спочатку попередньо протягають на проміжний розмір, а потім Корисна модель відноситься до області кування, а точніше - до особливих способів обробки металів тиском, і призначена для використання при виготовленні порожнистих поковок валів із фланцем. Відомий спосіб виготовлення заготовок з одержанням широкого фланця (див., наприклад, журнал "Кузнечно-штамповочное производство", 1964р., №10, стор.9]. Сутність цього способу полягає в тому, що після нагріву заготовки, одну її частину деформують, а другу - через яку передається зусилля охолоджують. Таким способом, як правило, здобувають заготовку з фланцем із тонкостінної труби. При виготовленні великих поковок валів, через складність застосовуваної конструкції пристрою, використання цього способу недоцільно. Відомий також спосіб виготовлення заготовок шляхом їхнього попереднього кування з порожньою циліндричною внутрішньою поверхнею. При цьому зовнішня поверхня виконується у вигляді уступів, діаметри яких послідовно зменшуються [див., наприклад, опис до авторського свідоцтва СРСР №958026, МПК В21Л/04]. Однак фланець на кінці заготовки, здобуваємий вільним куванням, має більший припуск по зовнішньому діаметру, що приводить до підвище остаточно осаджують з використанням обмежувального і підкладного кілець, який відрізняється тим, що як вихідну заготовку використовують попередньо протягнену порожнисту поковку, а осадження кінцевої ділянки здійснюють у дві стадії: на першій стадії заготовку осаджують центральним пуансоном, який має співвісний уступ, розміщуючи його у порожнині отвору до рівня не нижче основи фланця заготовки, а на другій - зовнішнім пуансоном, при цьому відношення розмірів пуансонів приймають з умови D/d=1,55...1,75, де D і d - відповідно діаметри зовнішнього і центрального пуансонів. ної витрати металу і високої трудомісткості його механічної обробки. Цей недолік усунутий у відомому способі виготовлення валів із фланцем [див., наприклад, опис до патенту України на корисну модель №4308, МПКВ21Л/04]. Сутність способу: вал із фланцем виготовляють шляхом осадження заготовки з використанням обмежувального і підкладного кілець, при цьому обмежувальне кільце встановлюють на торець підкладного кільця, у порожнині якого розміщують кінцеву частину заготовки, а її ступінчасту частину розташовують у підкладному кільці з вільним розташуванням його нижнього кінця по висоті, після чого роблять осадження його верхнього кінця з видавлюванням металу в уступ, що примикає до фланця. За рахунок цього виключається утворення бочкободібності і забезпечується мінімальна товщина облою на фланці, що мінімізує витрату металу і знижує трудомісткість механічної обробки фланцевої частини кування. Цей спосіб по сукупності істотних ознак і результату, що досягається, приймається у якості прототипу. Подібними ознаками відомого способу і того що заявляється, є: спосіб виготовлення поковок валів із фланцем, при якому кінцеву ділянку заготовки, призначену для формування фланця, спо CO ST 11321 чатку попередньо протягають на проміжний розмір, а потім остаточно осаджують з використанням обмежувального і підкладного кілець Недолік способу застосовується тільки при виготовленні суцільних валів із фланцем при наявності унікального пресового обладнання Це обмежує його технологічні можливості В основу корисної моделі покладена задача розширити технологічні можливості способу за рахунок виготовлення порожнистих багатоступінчастих валів із фланцем при одночасному зменшенні зусилля осадження фланцевої частини заготовки Ця задача вирішується за рахунок технічного результату, що полягає в більш раціональному переміщенні матеріалу кінцевої ділянки при його осадженні двома інструментами Для досягнення зазначеного технічного результату в способі виготовлення поковок валів із фланцем, при якому кінцеву ділянку заготовки, призначену для формування фланця, спочатку попередньо протягають на проміжний розмір, а потім остаточно осаджують з використанням обмежувального і підкладного кілець, - у якості вихідної заготовки використовують попередньо протягнену порожнисту поковку, а осадження кінцевої ділянки здійснюють у дві стадії на першій стадії заготовку осаджують центральним пуансоном із СПІВВІСНИМ уступом, розміщуючи його у порожнині отвору до рівня не нижче основи фланця заготовки, а на другій осаджують ЗОВНІШНІМ пуансоном, при цьому відношення розмірів пуансонів приймають з умови D/d=1,55 1,75, де D і d - ВІДПОВІДНО діаметри зовнішнього і центрального пуансонів Між ВІДМІТНИМИ ознаками корисної моделі і технічним результатом, що досягається, мається причинно - наслщковий зв язок Завдяки тому, що у якості вихідної заготовки використовують попередньо протягнену порожнисту поковку, а осадження кінцевої ділянки здійснюють у дві стадії спочатку центральним пуансоном з уступом, розміщеним у порожнині отвору до рівня не нижче основи фланця заготовки, а потім ЗОВНІШНІМ пуансоном - забезпечується виготовлення порожнистих поковок з фланцем при одночасному зменшенні зусилля осадження фланцевої частини За рахунок цього розширюються технологічні можливості способу Причому, завдяки більш раціональному вибору параметрів - відношення діаметрів пуансонів - забезпечується мінімальна товщина облою на фланці, що знижує трудомісткість його механічної обробки Технологічна схема виготовлення порожнистих поковок із фланцем показана на кресленнях на Фіг 1 - зображена попередньо протягнена порожниста багатоступінчаста поковка з діаметрами ступіней Do, Di, D2, di, 62, 63, 64, висотами ступіней Но, Ні, Нг, Нз, Н4, Н 5 і діаметром отвору do, на Фіг 2 - зображене осадження фланця в початковий період (ліва сторона) і остаточне його осадження (права сторона), на Фіг 3 - зображена остаточна поковка із зміненими діаметрами (D'-i, D2, D3, D'4), У якої довжина (Нг) збільшилася після осадження фланця, а довжина (Нг) ВІДПОВІДНО зменшилася в процесі попереднього її протягання Для здійснення процесу виготовлення порожнистого валу з фланцем використовують вихідну заготовку 1 і технологічне оснащення у вигляді обмежувального кільця 2, підкладного кільця З, центрального пуансона 4 з уступом 5, зовнішнього пуансона 6 і бійчика 7 пресу Спосіб, що заявляється, здійснюється в наступній ПОСЛІДОВНОСТІ дій На відміну від прототипу, для того щоб уникнути дефектів на торцевій поверхні фланця поковки, протягнення кінцевої ділянки порожнистої заготовки під наступне осадження роблять на діаметр, що перевищує діаметр центрального пуансона 4 з уступом 5 на 10-20% Після цього встановлюють обмежувальне кільце 2 на підкладне кільце 3, потім у робочу порожнину кілець 2 і 3 вводять попередньо протягнену заготовку 1 (Фіг 2, ліва сторона), після чого розміщують центральний пуансон 4 з уступом 5 у порожнині фланця заготовки 1 і вдавлюють пуансон 4 бійчиком 7 пресу до викуванцевоі висоти фланця (Но) Потім установлюють на торець фланця заготовки ЗОВНІШНІЙ пуансон 6 (Фіг 2, права сторона) і формують кінцеву ділянку заготовки 1 бійчиком 7 пресу зусиллям Р до повного заповнення металом верхньої порожнини обмежувального кільця 2 При цьому відношення розмірів пуансонів повинне задовольняти умові D/d=1,55-1,75, де D і d - ВІДПОВІДНО діаметри зовнішнього і центрального пуансонів При відношенні D/d
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of forgings of flanged shafts
Автори англійськоюOleshko Viktor Mykhailovych, Kalchenko Petro Pavlovych
Назва патенту російськоюСпособ изготовления поковок валов с фланцем
Автори російськоюОлешко Виктор Михайлович, Кальченко Петр Павлович
МПК / Мітки
МПК: B21J 1/04
Мітки: валів, спосіб, поковок, фланцем, виготовлення
Код посилання
<a href="https://ua.patents.su/4-11321-sposib-vigotovlennya-pokovok-valiv-iz-flancem.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення поковок валів із фланцем</a>
Спосіб виготовлення поковок валів із фланцем
Номер патенту: 4308
Опубліковано: 17.01.2005
Автори: Олешко Віктор Михайлович, Кальченко Петро Павлович, Свиридов Олег Віталійович, Шабанов Володимир Борисович
МПК: B21J 1/04
Мітки: фланцем, виготовлення, валів, поковок, спосіб
Формула / Реферат:
Спосіб виготовлення валів із фланцем шляхом осаджування заготівки з використанням обмежувального і підкладного кілець, який відрізняється тим, що на одній ділянці заготівки за допомогою протягання формують ступені до заданих поковочних розмірів, а кінцеву частину, призначену для формування фланця, попередньо протягають зі співвідношенням D0/H0 = 2,75-2,25 при відносній величині отвору обмежувального кільця d0/D0 = 0,67, де D0, H0 - відповідно...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Соколов Лев Миколайович, Кузнєцов Микола Миколайович, Михайленко Борис Омелянович
МПК: B21J 1/04
Мітки: виготовлення, поковок, пластин, типу, спосіб
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення поковок типу пластин
Номер патенту: 58730
Опубліковано: 15.08.2003
Автори: Соколов Лев Миколайович, Марков Олег Євгенович, Алієв Іграмотдін Серажутдінович, Михайленко Борис Омелянович, Близнюк Сергій Анатолійович
МПК: B21J 1/04
Мітки: поковок, виготовлення, спосіб, пластин, типу
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90-120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці H1 = (D – Hп)/2, де D - діаметр білета, Hп - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Rн...
Спосіб виготовлення вісесиметричних поковок з відростками
Номер патенту: 34699
Опубліковано: 15.03.2001
Автори: Діамантопуло Костянтин Костянтинович, Кухар Володимир Валентинович
МПК: B21K 1/06
Мітки: вісесиметричних, спосіб, відростками, поковок, виготовлення
Формула / Реферат:
1. Спосіб виготовлення вісесиметричних поковок з відростками, який складається з відрізання заготовки, її нагрівання та наступних згинання й штампування, який відрізняється тим. що вихідну заготовку відрізають з відношенням її довжини до діаметра Lo/Do = 4,0...6,0 й перед попереднім штампуванням осаджують нагріту заготовку в торець з втратою стійкості на умовну ступінь деформації =30...55%.2. Спосіб по п. 1, який відрізняється тим, що...
Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором та пристрій для його здійснення
Номер патенту: 25561
Опубліковано: 30.10.1998
Автори: Бублік Георгій Єгорович, Андрющенко Анатолій Петрович
МПК: B21D 37/00, B21D 22/06
Мітки: фурм, здійснення, осьовим, поковок, підкладних, пристрій, спосіб, штампах, отвором, виготовлення, точних, типу
Формула / Реферат:
1. Спосіб виготовлення в підкладних штампах точних поковок типу фурм з осьовим отвором, що включає нагрівання заготовки до температури штампування, багатоперехідне видавлювання кільцевими пуансонами та прошивку отвору прошивним штирем, який відрізняється тим, що на першому переході виконують на одному з торців заготовки позначку отвору, а на протилежному торцеві співвісну з позначкою отвору кільцеву канавку, на другому переході здійснюють...
Попередній патент: Пристрій для контролю ресурсу повітряних високовольтних вимикачів
Наступний патент: Спосіб пуску ракети з пілотованим космічним кораблем
Випадковий патент: Пристрій термоабразивної обробки поверхонь