Спосіб виготовлення заготовки втулки шплінтона
Номер патенту: 3595
Опубліковано: 15.12.2004
Автори: Євстратов Віталій Олексійович, Губачева Лариса Олександрівна
Формула / Реферат
1. Спосіб виготовлення заготовки втулки шплінтона, при якому металеві листи або стрічки розрізають на прямокутні картки з розмірами B![]() L, де B - ширина картки, L - довжина картки, згинають до одержання циліндричної заготовки діаметром
L, де B - ширина картки, L - довжина картки, згинають до одержання циліндричної заготовки діаметром ![]() , який відрізняється тим, що після згинання застосовують пряме видавлювання на прохід (обтиснення в матриці), одержують циліндричний стакан і на його зовнішній поверхні формують рельєф у вигляді виступів і канавок глибиною h і кроком t, що заповнюють мастилом.
, який відрізняється тим, що після згинання застосовують пряме видавлювання на прохід (обтиснення в матриці), одержують циліндричний стакан і на його зовнішній поверхні формують рельєф у вигляді виступів і канавок глибиною h і кроком t, що заповнюють мастилом.
2. Спосіб за п. 1, який відрізняється тим, що обтиснення заготовки здійснюють зі зменшенням її зовнішнього діаметра на 6-8 % у конічній матриці з ухилом її твірної 12-15°.
Текст
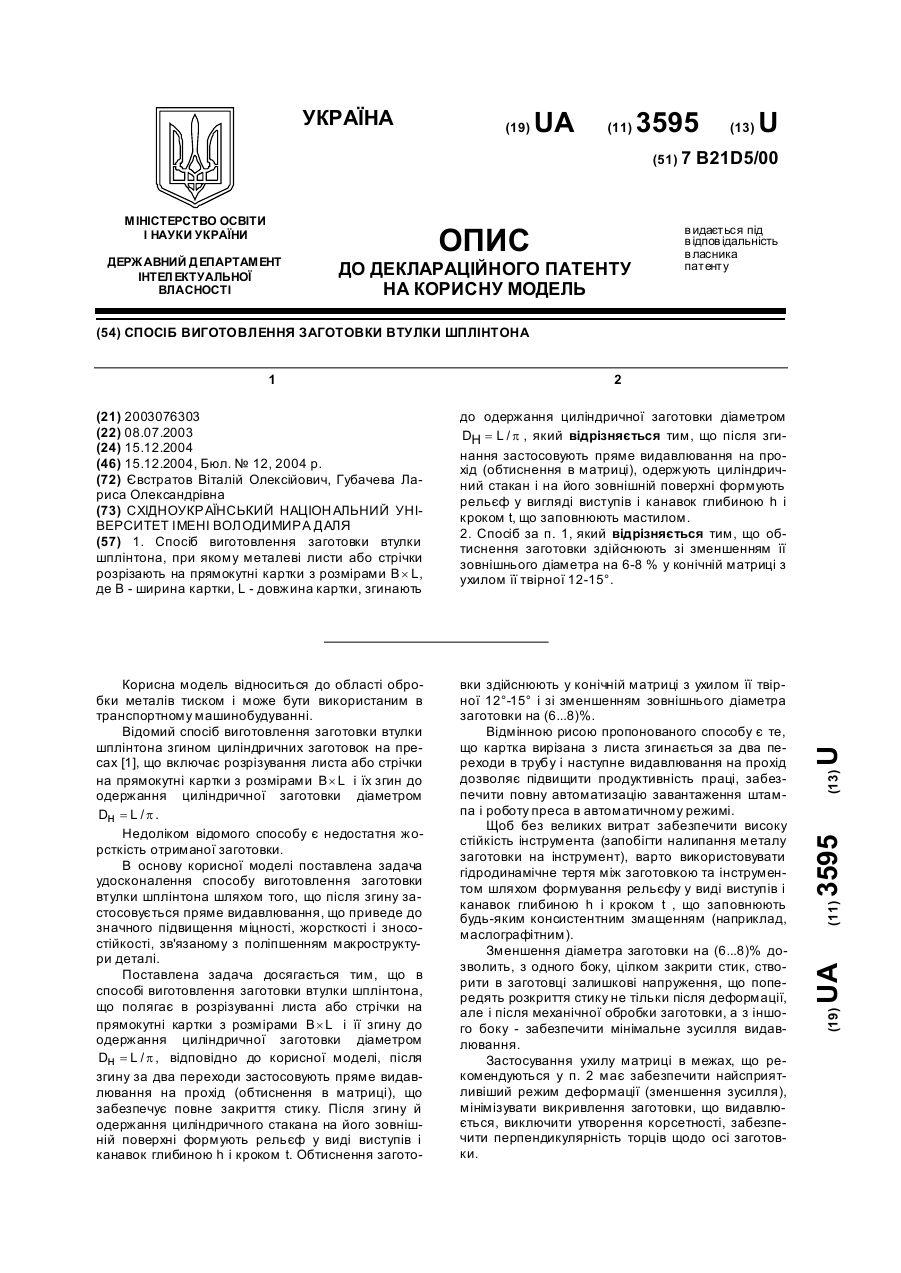
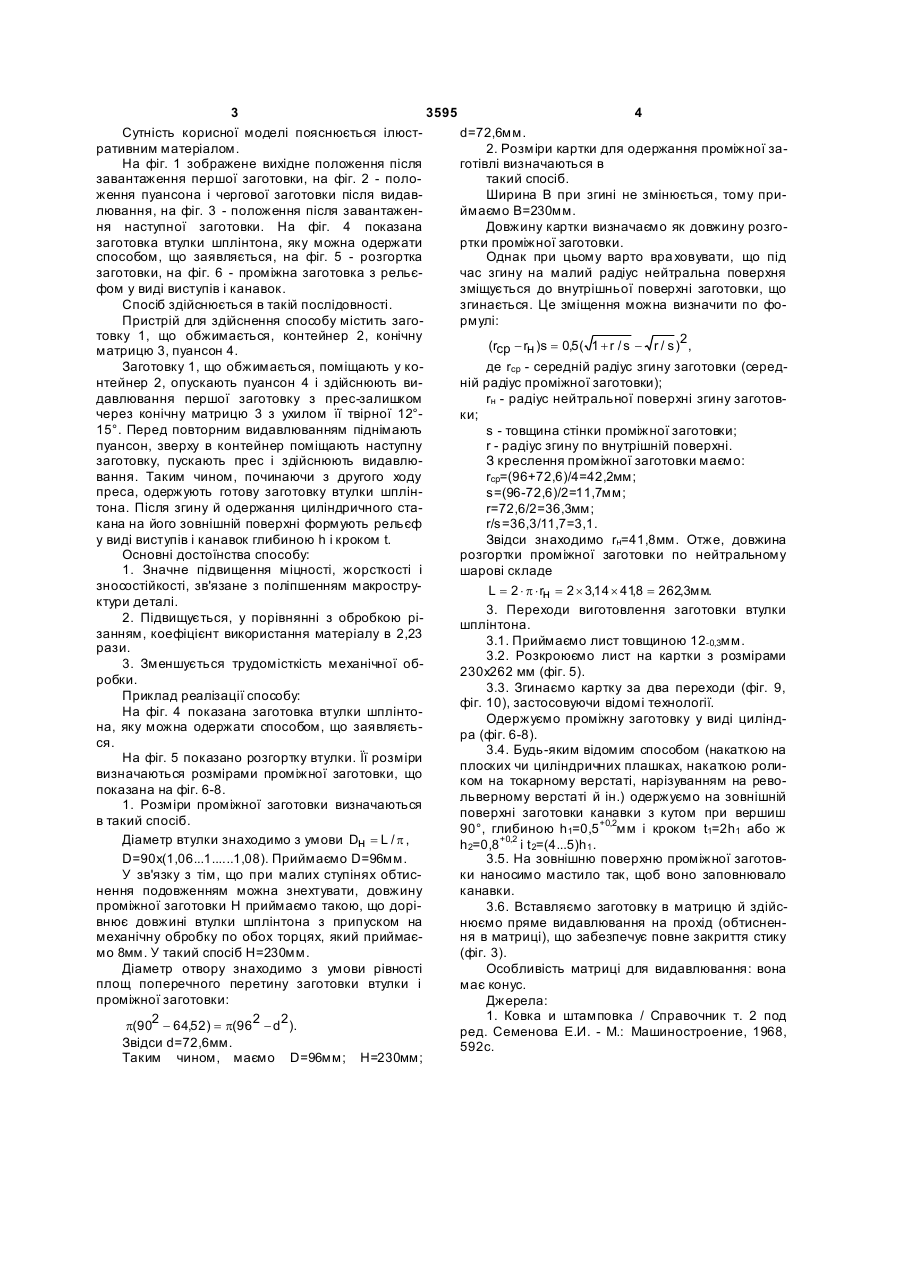
1. Спосіб виготовлення заготовки втулки шплінтона, при якому металеві листи або стрічки розрізають на прямокутні картки з розмірами B´ L, де B - ширина картки, L - довжина картки, згинають 3 3595 4 Сутність корисної моделі пояснюється ілюстd=72,6мм. ративним матеріалом. 2. Розміри картки для одержання проміжної заНа фіг. 1 зображене вихідне положення після готівлі визначаються в завантаження першої заготовки, на фіг. 2 - полотакий спосіб. ження пуансона і чергової заготовки після видавШирина В при згині не змінюється, тому прилювання, на фіг. 3 - положення після завантаженймаємо В=230мм. ня наступної заготовки. На фіг. 4 показана Довжину картки визначаємо як довжину розгозаготовка втулки шплінтона, яку можна одержати ртки проміжної заготовки. способом, що заявляється, на фіг. 5 - розгортка Однак при цьому варто вра ховувати, що під заготовки, на фіг. 6 - проміжна заготовка з рельєчас згину на малий радіус нейтральна поверхня фом у виді виступів і канавок. зміщується до внутрішньої поверхні заготовки, що Спосіб здійснюється в такій послідовності. згинається. Це зміщення можна визначити по фоПристрій для здійснення способу містить загормулі: товку 1, що обжимається, контейнер 2, конічну (rcp - rн )s = 0,5( 1 + r / s - r / s )2, матрицю 3, пуансон 4. Заготовку 1, що обжимається, поміщають у коде rср - середній радіус згину заготовки (середнтейнер 2, опускають пуансон 4 і здійснюють виній радіус проміжної заготовки); давлювання першої заготовку з прес-залишком rн - радіус нейтральної поверхні згину заготовчерез конічну матрицю 3 з ухилом її твірної 12°ки; 15°. Перед повторним видавлюванням піднімають s - товщина стінки проміжної заготовки; пуансон, зверху в контейнер поміщають наступну r - радіус згину по внутрішній поверхні. заготовку, пускають прес і здійснюють видавлюЗ креслення проміжної заготовки маємо: вання. Таким чином, починаючи з другого ходу rср=(96+72,6)/4=42,2мм; преса, одержують готову заготовку втулки шплінs=(96-72,6)/2=11,7мм; тона. Після згину й одержання циліндричного стаr=72,6/2=36,3мм; кана на його зовнішній поверхні формують рельєф r/s=36,3/11,7=3,1. у виді виступів і канавок глибиною h і кроком t. Звідси знаходимо rн=41,8мм. Отже, довжина Основні достоїнства способу: розгортки проміжної заготовки по нейтральному 1. Значне підвищення міцності, жорсткості і шарові складе зносостійкості, зв'язане з поліпшенням макроструL = 2 × p × rн = 2 ´ 3,14 ´ 418 = 262,3мм. , ктури деталі. 3. Переходи виготовлення заготовки втулки 2. Підвищується, у порівнянні з обробкою рішплінтона. занням, коефіцієнт використання матеріалу в 2,23 3.1. Приймаємо лист товщиною 12-0,3мм. рази. 3.2. Розкроюємо лист на картки з розмірами 3. Зменшується трудомісткість механічної об230х262 мм (фіг. 5). робки. 3.3. Згинаємо картку за два переходи (фіг. 9, Приклад реалізації способу: фіг. 10), застосовуючи відомі технології. На фіг. 4 показана заготовка втулки шплінтоОдержуємо проміжну заготовку у виді циліндна, яку можна одержати способом, що заявляєтьра (фіг. 6-8). ся. 3.4. Будь-яким відомим способом (накаткою на На фіг. 5 показано розгортку втулки. Її розміри плоских чи циліндричних плашках, накаткою роливизначаються розмірами проміжної заготовки, що ком на токарному верстаті, нарізуванням на ревопоказана на фіг. 6-8. льверному верстаті й ін.) одержуємо на зовнішній 1. Розміри проміжної заготовки визначаються поверхні заготовки канавки з кутом при вершиш в такий спосіб. 90°, глибиною h1=0,5+0,2мм і кроком t1=2h1 або ж Діаметр втулки знаходимо з умови Dн = L / p , h2=0,8+0,2 і t 2=(4...5)h1 . D=90х(1,06...1......1,08). Приймаємо D=96мм. 3.5. На зовнішню поверхню проміжної заготовУ зв'язку з тім, що при малих ступінях обтиски наносимо мастило так, щоб воно заповнювало нення подовженням можна знехтувати, довжину канавки. проміжної заготовки Н приймаємо такою, що дорі3.6. Вставляємо заготовку в матрицю й здійсвнює довжині втулки шплінтона з припуском на нюємо пряме видавлювання на прохід (обтисненмеханічну обробку по обох торцях, який приймаєня в матриці), що забезпечує повне закриття стику мо 8мм. У такий спосіб Н=230мм. (фіг. 3). Діаметр отвору знаходимо з умови рівності Особливість матриці для видавлювання: вона площ поперечного перетину заготовки втулки і має конус. проміжної заготовки: Джерела: 1. Ковка и штамповка / Справочник т. 2 под 2 - 64,52) = p(962 - d2). p(90 ред. Семенова Е.И. - М.: Машиностроение, 1968, Звідси d=72,6мм. 592с. Таким чином, маємо D=96мм; Н=230мм; 5 3595 6 7 Комп’ютерна в ерстка Г.Паяльніков 3595 8 Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Автори англійськоюYevstratov Vitalii Oleksiiovych, Hubacheva Larysa Oleksandrivna
Автори російськоюЕвстратов Виталий Алексеевич, Губачева Лариса Александровна
МПК / Мітки
МПК: B21D 5/00
Мітки: шплінтона, спосіб, втулки, виготовлення, заготовки
Код посилання
<a href="https://ua.patents.su/4-3595-sposib-vigotovlennya-zagotovki-vtulki-shplintona.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовки втулки шплінтона</a>
Спосіб виготовлення канавок на внутрішній поверхні втулки
Номер патенту: 45429
Опубліковано: 15.04.2002
Автор: Нахайчук Олег Вікторович
МПК: B21D 41/00, B21J 5/06
Мітки: внутрішній, поверхні, виготовлення, втулки, канавок, спосіб
Формула / Реферат:
Спосіб виготовлення канавок на внутрішній поверхні втулки, при якому оправку, що має форму циліндра, вздовж поверхні котрого розміщені формоутворюючі елементи, розташовують в середині втулки, яку обтискують матрицею, який відрізняється тим, що оправку виготовляють як складений інструмент з поздовжніми пазами, в які вставляють клини з різними кутами при вершинах, втулку фіксують нерухомо і обтискують її за рахунок поздовжнього переміщення...
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Гончар Володимир Павлович, Клепанда Володимир Вікторович, Соболенко Олександр Вікторович, Павленко Владислав Максимович, Ксаверчук Леонід Петрович, Куцін Володимир Семенович, Босий Андрій Володимирович, Сапригін Хразален Михайлович
МПК: B21C 37/08, B21C 37/06
Мітки: труб, прямошовних, серпоподібної, виготовлення, зварних, спосіб, заготовки
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
Спосіб виготовлення наповненої жорсткої пластмасової тари
Номер патенту: 67814
Опубліковано: 15.07.2004
Автор: Велай Емері І. (помер)
МПК: B65B 3/00, B29C 43/02, B29C 49/02
Мітки: тари, жорсткої, виготовлення, наповненої, пластмасової, спосіб
Формула / Реферат:
1. Спосіб виготовлення наповненої пластмасової тари, при якому виготовляють пластмасову заздалегідь відформовану заготовку за допомогою прямого пресування на пункті виготовлення заздалегідь відформованої заготовки, формують роздуванням згадану заздалегідь відформовану заготовку в форму остаточної тари на пункті формування роздуванням і наповнюють згадану відформовану роздуванням тару на пункті наповнення, який відрізняється тим, що...
Одномодове оптичне волокно і спосіб виготовлення заготовки серцевини

Номер патенту: 42772
Опубліковано: 15.11.2001
Автори: Хант Тімоті, Відон Вільям Ентоні, Пауерс Дейл Роберт, Антос Альфред Джозеф
Мітки: оптичне, спосіб, волокно, одномодове, серцевини, виготовлення, заготовки
Формула / Реферат:
1. Одномодовое оптическое волокно, устойчивое к вызываемому водородом ослаблению, имеющее центральную часть, охватывающую ее внутреннюю оболочку с более низким показателем преломления, через которую наряду с центральной частью в значительной степени распространяется свет с определенной длиной волны, и наружную оболочку, охватывающую снаружи внутреннюю оболочку, отличающееся тем, что внутренняя оболочка содержит диоксид германия (GeО2) в...
Спосіб виготовлення багатошарової литої заготовки
Номер патенту: 1021
Опубліковано: 30.12.1993
Автори: Осипов Володимир Прокофійович, Дубровін Едуард Юрійович, Кельвіч Володимир Тихонович, Костенко Георгій Дмитрович, Єфімов Віктор Олексійович
МПК: B22D 19/00, B22D 7/02
Мітки: заготовки, багатошарової, литої, спосіб, виготовлення
Формула / Реферат:
Способ получения многослойной литой заготовки, включающий непрерывное нанесение защитного шлака на поверхность свариваемых слоев в процессе заливки, отличающийся тем, что, с целью повышения стабильности размеров переходной зоны и качества соединения слоев, кислородо-непроницаемый шлак наносят в виде сплошной пленки, образуемой при свободном течении шлака по затвердевшей поверхности частично закристаллизовавшегося слоя с постоянным...
Попередній патент: Теплообмінник
Наступний патент: Спосіб одержання харчового продукту з насіння голонасінного гарбуза
Випадковий патент: Диспергатор