Спосіб виробництва гарячекатаних труб
Номер патенту: 51033
Опубліковано: 25.06.2010
Автори: Лариков Володимир Васильович, Фурманов Валерій Борисович
Формула / Реферат
1. Спосіб виробництва гарячекатаних труб, що включає одержання гарячої гільзи із суцільної циліндричної заготовки, прокатку на внутрішній оправці гарячої гільзи в трубу, додатковий підігрів труби перед редукуванням, гаряче редукування труби по діаметру в багатоклітьовому редукційному стані, який відрізняється тим, що в одній або декількох клітях редукційного стана одночасно з гарячим редукуванням труби по діаметру здійснюють додаткову її прокатку щонайменше на одній або декількох внутрішніх утримувальних оправках.
2. Спосіб за п.1, який відрізняється тим, що внутрішні утримувальні оправки розміщені в клітях на оснащеному головкою спільному стрижні, який утримують перед входом труби в редукційний стан.
3. Спосіб за п.1, який відрізняється тим, що утримання стрижня з оправками здійснюють за допомогою магнітного поля.
4. Спосіб за п.1, який відрізняється тим, що величину внутрішнього діаметра труби регулюють зміною величини діаметра утримувальної оправки.
Текст
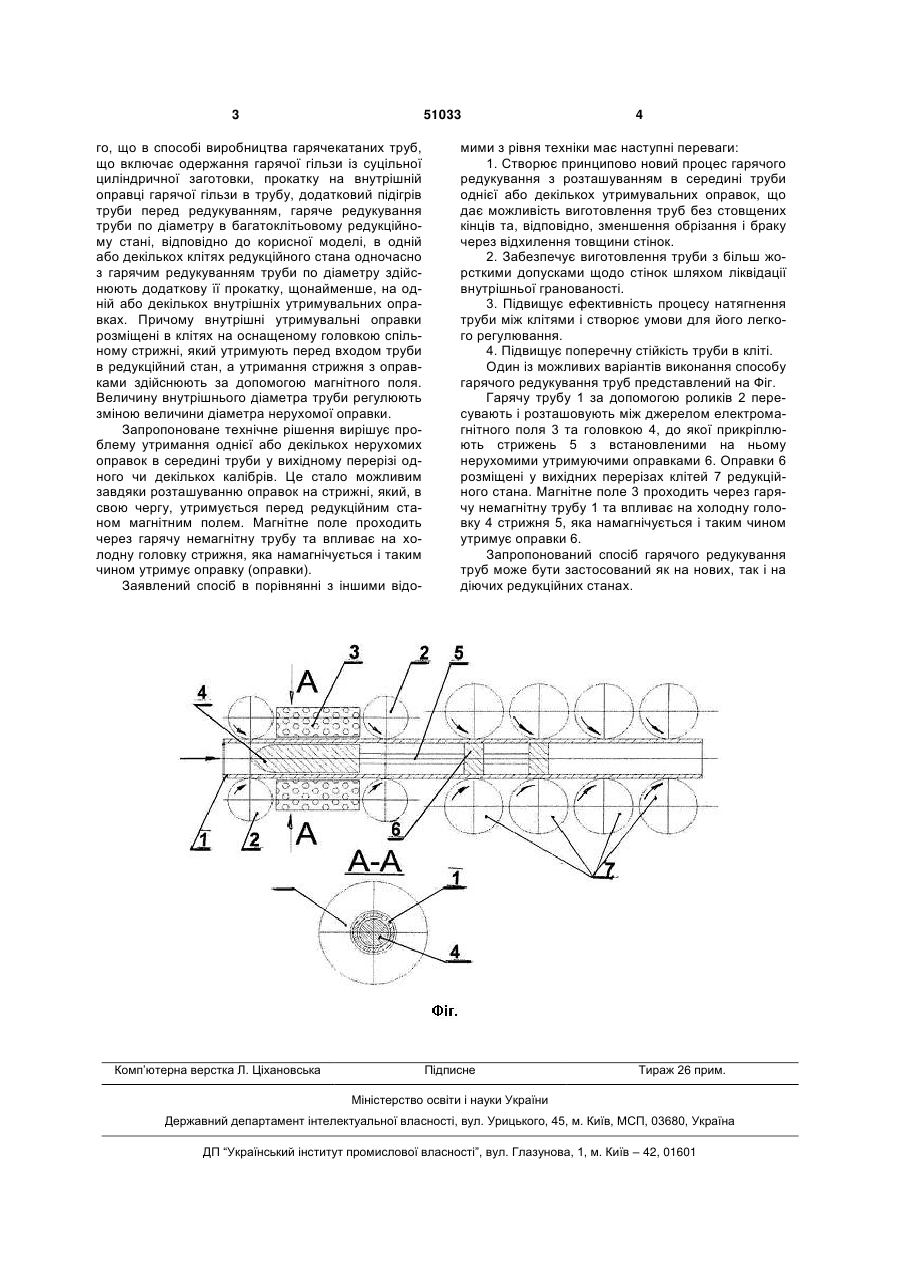
1. Спосіб виробництва гарячекатаних труб, що включає одержання гарячої гільзи із суцільної циліндричної заготовки, прокатку на внутрішній оправці гарячої гільзи в трубу, додатковий підігрів труби перед редукуванням, гаряче редукування труби по діаметру в багатоклітьовому редукційному стані, який відрізняється тим, що в одній або 3 51033 го, що в способі виробництва гарячекатаних труб, що включає одержання гарячої гільзи із суцільної циліндричної заготовки, прокатку на внутрішній оправці гарячої гільзи в трубу, додатковий підігрів труби перед редукуванням, гаряче редукування труби по діаметру в багатоклітьовому редукційному стані, відповідно до корисної моделі, в одній або декількох клітях редукційного стана одночасно з гарячим редукуванням труби по діаметру здійснюють додаткову її прокатку, щонайменше, на одній або декількох внутрішніх утримувальних оправках. Причому внутрішні утримувальні оправки розміщені в клітях на оснащеному головкою спільному стрижні, який утримують перед входом труби в редукційний стан, а утримання стрижня з оправками здійснюють за допомогою магнітного поля. Величину внутрішнього діаметра труби регулюють зміною величини діаметра нерухомої оправки. Запропоноване технічне рішення вирішує проблему утримання однієї або декількох нерухомих оправок в середині труби у вихідному перерізі одного чи декількох калібрів. Це стало можливим завдяки розташуванню оправок на стрижні, який, в свою чергу, утримується перед редукційним станом магнітним полем. Магнітне поле проходить через гарячу немагнітну трубу та впливає на холодну головку стрижня, яка намагнічується і таким чином утримує оправку (оправки). Заявлений спосіб в порівнянні з іншими відо Комп’ютерна верстка Л. Ціхановська 4 мими з рівня техніки має наступні переваги: 1. Створює принципово новий процес гарячого редукування з розташуванням в середині труби однієї або декількох утримувальних оправок, що дає можливість виготовлення труб без стовщених кінців та, відповідно, зменшення обрізання і браку через відхилення товщини стінок. 2. Забезпечує виготовлення труби з більш жорсткими допусками щодо стінок шляхом ліквідації внутрішньої гранованості. 3. Підвищує ефективність процесу натягнення труби між клітями і створює умови для його легкого регулювання. 4. Підвищує поперечну стійкість труби в кліті. Один із можливих варіантів виконання способу гарячого редукування труб представлений на Фіг. Гарячу трубу 1 за допомогою роликів 2 пересувають і розташовують між джерелом електромагнітного поля 3 та головкою 4, до якої прикріплюють стрижень 5 з встановленими на ньому нерухомими утримуючими оправками 6. Оправки 6 розміщені у вихідних перерізах клітей 7 редукційного стана. Магнітне поле 3 проходить через гарячу немагнітну трубу 1 та впливає на холодну головку 4 стрижня 5, яка намагнічується і таким чином утримує оправки 6. Запропонований спосіб гарячого редукування труб може бути застосований як на нових, так і на діючих редукційних станах. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing hot-rolled pipes
Автори англійськоюLarykov Volodymyr Vasyliovych, Furmanov Valerii Borysovych
Назва патенту російськоюСпособ производства горячекатаных труб
Автори російськоюЛариков Владимир Васильевич, Фурманов Валерий Борисович
МПК / Мітки
МПК: B21C 37/06
Мітки: гарячекатаних, виробництва, труб, спосіб
Код посилання
<a href="https://ua.patents.su/2-51033-sposib-virobnictva-garyachekatanikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва гарячекатаних труб</a>
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану
Номер патенту: 82556
Опубліковано: 25.04.2008
Автори: ТРИГУБ Микола Петрович, Блощинський Григорій Павлович, Чепинський Олександр Олександрович, Жук Геннадій Віліорович, Тарасов Констянтин Констянтинович
МПК: B21B 17/00, B21B 23/00, B21B 19/00, B21B 3/00
Мітки: титану, сплавів, виробництва, спосіб, труб, гарячекатаних, безшовних, основі
Формула / Реферат:
Спосіб виробництва гарячекатаних безшовних труб зі сплавів на основі титану, який включає нагрів заготовки перед деформацією до заданої температури, прошивку нагрітої заготовки в гільзу на стані поперечно-гвинтової прокатки та розкочування прошитої гільзи в трубу на рилінг-машині та калібрувальному стані, який відрізняється тим, що трубу виготовляють з литої недеформованої заготовки, попередній нагрів якої здійснюють до температури,...
Спосіб виробництва труб
Номер патенту: 54610
Опубліковано: 17.03.2003
Автори: Автономов Семен Володимирович, Ханін Марко Ісаакович, Попов Марат Васильович, Кострижев Андрій Геннадійович
МПК: B21B 19/00, B21B 23/00, B21B 21/00
Мітки: спосіб, виробництва, труб
Формула / Реферат:
Спосіб виготовлення труб, який включає гвинтову прошивку нагрітої заготовки і наступну поздовжню розкатку гільзи, який відрізняється тим, що перед поздовжньою розкаткою гільзу піддають безоправочній деформації у безперервному стані поздовжньої прокатки зі ступенем деформації до 13-18 % з наступним охолодженням до температури холодної прокатки, а поздовжню розкатку гільзи у трубу здійснюють у кліті з двома парами калібрів зі ступенем сумарної...
Спосіб виготовлення гарячекатаних тонкостінних труб

Номер патенту: 24650
Опубліковано: 04.08.1998
Автори: Журба Олександр Савельович, Михайленко Михайло Андрійович, Король Радомір Миколайович, Буряк Юрій Григорович, Півник Юрій Вікторович, Король Микола Миколайович
МПК: B21C 37/00
Мітки: спосіб, труб, тонкостінних, гарячекатаних, виготовлення
Формула / Реферат:
1. Спосіб виготовлення гарячекатаних тонкостінних труб, включаючий послідовно виконані операції нагрівання заготовки, її прошивки, прокатування труб на неперервному стані, витягування довгих оправок, охолодження і змазування довгих оправок, обрізку задніх кінців труб, їх редицирування, охолодження і правку, який відрізняється тим, що після обрізки задніх кінців труб виконують їх охолодження, правку, обрізку, забивку кінців труб, волочіння на...
Спосіб виробництва двошарових труб
Номер патенту: 65483
Опубліковано: 15.03.2004
Автор: Давидов Фома Давидович
МПК: B21C 37/06
Мітки: спосіб, двошарових, виробництва, труб
Формула / Реферат:
Спосіб виробництва двошарових труб, що включає складання зчеплених з зазором труб, нагрівання і редукування зовнішньої труби, який відрізняється тим, що редукування проводять при швидкісному режимі, який забезпечує стовщення стінки зовнішньої труби на від товщини труби d, при цьому оптимальне число обертів валків редукційного стану
Спосіб редукування труб
Номер патенту: 36754
Опубліковано: 10.11.2008
Автори: Фурманов Валерій Борисович, Лариков Володимир Васильович, Смілий Ігор Борисович
МПК: B21C 37/06, B21C 37/08
Мітки: редукування, спосіб, труб
Формула / Реферат:
1. Спосіб редукування труб, що включає їх нагрівання перед першим редукуючим калібром, редукування на ділянці послідовно розташованих редукуючих калібрів, поділ готової труби на мірні відрізки та її охолодження, який відрізняється тим, що здійснюють додатковий підігрів труби на ділянці редукування між будь-якими двома сусідніми редукуючими калібрами.2. Спосіб за п. 1, який відрізняється тим, що додатковий підігрів труби здійснюють від...
Попередній патент: Спосіб лікування спадкової тромбофілії, що обумовлена порушенням обміну сірковмісних амінокислот
Наступний патент: Спосіб виробництва електрозварних труб
Випадковий патент: Трикутні розпірні системи змінного перерізу з клеєної деревини