Спосіб виготовлення гарячекатаних тонкостінних труб
Номер патенту: 24650
Опубліковано: 04.08.1998
Автори: Буряк Юрій Григорович, Півник Юрій Вікторович, Михайленко Михайло Андрійович, Король Микола Миколайович, Журба Олександр Савельович, Король Радомір Миколайович


Формула / Реферат
1. Спосіб виготовлення гарячекатаних тонкостінних труб, включаючий послідовно виконані операції нагрівання заготовки, її прошивки, прокатування труб на неперервному стані, витягування довгих оправок, охолодження і змазування довгих оправок, обрізку задніх кінців труб, їх редицирування, охолодження і правку, який відрізняється тим, що після обрізки задніх кінців труб виконують їх охолодження, правку, обрізку, забивку кінців труб, волочіння на короткій оправці 3 ступеня деформації по товщині стінки, не більшої 25%, термічну обробку, правку, обрізку і торцівку задніх кінців труб, попарне їх зварювання задніми кінцями і нагрівання, закінчуючи процес виготовлення труб операцією обрізки забитих кінців труб.
2. Спосіб за п.1, який відрізняється тим, що перед закінченням процесу виготовлення труб послідовність виконування операцій нагрівання, редицирування, охолодження і правки, чергують між собою, в крайній мірі, 2 рази.
Текст
Винахід відноситься до області оброблювання металів тисненням і може бути використаним, переважно при виготовленні прецізіонних гарячекатаних тонкостінних труб. Відомий спосіб виготовлення гарячекатаних тонкостінних труб, включаючий послідовно виконані операції нагрівання заготівки, її прошивку, продовжнього прокатування на конічній оправці труб, їх обкатку на недовгій оправці, калібрування, охолодження і правку (Виготовлення труб на трубопрокатному агрегаті 140, ТПА-140. ТУ ТБ0403 - 96, затверд. технічним директором ВАТ "Дніпропетровський трубний завод". - С.7 - 48). Також відомий спосіб виготовлення гарячекатаних тонкостінних труб, включаючий послідовно виконані операції нагрівання заготівки, її прошивку, прокатування труб на неперервному стані, витягування довгих оправок, охолодження і змежування довгих оправок, обрізку задніх кінців труб, їх підігрівання, редицирування, охолодження і правку (Виготовлення труб на трубопрокатному агрегаті з неперервним станом 80, ТПА-80. ТУ 402 - 91, затверд. технічним директором ВАТ "Дніпропетровський трубний завод". - С.1 - 49). Указані способи виготовлення гарячекатаних труб не забезпечують вимогливу точність по товщині стінки виготовлених труб. Це обумовлено тим, що труби мають велику ексцентричну поперечну різностінність, обумовлену в основному неможливістю виконання точної прошивки заготівки, не дивлячись на те, що труби в подальшому підлягають розкатуванню і калібруванню або прокатуванню на неперервному стані і редицируванню. Крім збільшеної поперечної різностінності на трубах, виготовлених іншим способом, має випадок велика подовжня різностінність, рівна 18 - 20%. Це обумовлено зміною кінематичного режима при прокатуванні різних ділянок труби на неперервному стані, чинячого значний вплив на формування товщини стінки вздовж труби. У цьому випадку задній кінець труби прокатується з малим натягом або навіть з підпором відносно її переднього кінця і також нерівномірним (зношуванням довгих оправок і великими допустимими відхиленнями по її діаметру. Внаслідок цього передня і задня ділянки труби мають утовщення і різну вздовж труби товщину стінки. Виконання в подальшому операції редицирування збільшує кінцеві утовщення труби, залишаючи без зміни величину подовжньої різностінності. Крім цього, другий спосіб має обмежені технологічні можливості в частині розширення сортаменту труб в сторону зменьшення їх діаметра із-за неможливості виконання великої деформації малою кількістю редукційних клітей - 15 штук. Все це не дозволяє виготовляти названими способами прецізіонні гарячекатані тонкостінні труби з різностінністю, складованої 5 - 8%. Задачею данного винаходу є створення способу виготовлення гарячекатаних тонкостінних труб, забезпечуючого збільшення точності по товщині стінки виготовлених труб при одночасно розширенні їх сортаменту в сторону зменьшення діаметра. Ця задача вирішена тим, що в відомому способі виготовлення гарячекатаних тонкостінних труб, включаючому послідовно виконані операції нагрівання заготівки, її прошивки, прокатування труб на неперервному стані, витягування довгих оправок, охолодження і змазування довгих оправок, обрізку задніх кінців труб, їх підігрівання, редицирування, охолодження і правку відповідно винаходу після обрізки задніх кінців труб виконують їх охолодження, правку, забивку кінців труб, волочіння на короткій оправці зі ступенем деформації по товщині стінки, не більшим 25%, термічну обробку, правку, обрізку і торцівку задніх кінців труб і попарне із зварювання задніми кінцями і нагрівання, закінчуючи процес виготовлення труб операцією обрізки забитих головок. При цьому перед закінченням процесу виготовлення труб послідовність виконання операцій нагрівання, редицирування, охолодження і правки чергують між собою, в крайній мірі, два раза. Технічним результатом від використання запропонованого способу є збільшення точності по товщині стінки виготовлених труб при одночасному розширенні їх сортаменту в сторону зменьшення діаметра. Запропонований спосіб виготовлення гарячекатаних тонкостінних труб включає послідовно виконані операції нагрівання заготівки, її прошивку, прокатування труб на неперервному стані, витягування довгих оправок, охолодження і змазування довгих оправок, обрізку задніх кінців труб, їх редицирування, охолодження і правку. При цьому після обрізки кінців труб виконують їх охолодження, правку, порізку, забивку кінців труб, волочіння на короткій оправці зі ступенем деформації по товщині стінки, не більшим 25%, термічну обробку, правку, обрізку і торцівку задніх кінців, попарне їх зварювання задніми кінцями, нагрівання і редицирування, закінчуючи процес виготовлення труб операцією обрізки забитих кінців. При цьому перед закінченням процесу виготовлення труб послідовність виконання операцій нагрівання, редицирування, охолодження і правки чергують між собою, в крайній мірі, 2 рази. Приклад конкретного виконання запропонованого способу при виготовленні гарячекатаних тонкостінних труб із сталі марки 20К на трубопрокатному агрегаті 80, ТПА-80. Заготівки діаметром 115мм, довжиною 740мм нагрівають до температури прошивки - 1220 1240°C, прокатують на прошивному стані в гільзи 112 ´ 13мм і потім їх прокатують на неперервному стані в труби розміром 83 ´ 3,0мм, довжиною 10м. Витягують довгі оправки із труб розміром 83 ´ 3,0мм, охолоджують і змазують довгі оправки. Обрізують задні кінці труб розміром 83 ´ 3,0мм, їх охолоджують і підлягають правці. Після цього труби розміром 83 ´ 3,0мм розрізають на дві рівні частини довжиною 5м кожна. Виконують забивку кінців труб розміром 83 ´ 3,0мм, які мають утовщення по товщині стінки. Виконують волочіння на короткій оправці зі ступеню деформації по товщині стінки, наприклад, рівній 20%, по маршруту 83 ´ 3,0 ® 76 ´ 2,40мм, довжиною 6,8м, Протянуті труби розміром 76 ´ 2,4мм підлягають термічній обробці для зніму залишкового напруження і правці. Обрізують і торцують задні кінці труб розміром 76 ´ 2,4мм. Зварюють попарно своїми задніми кінцями труби розміром 76 ´ 2,4мм, довжиною 13,6м, нагрівають, піддають редицируванню в труби розміром 48 ´ 2,9мм, довжиною 17,8м. Після цього виконують обрізку кінців труб розміром 48 ´ 2,9мм. На випадок потреби перед виконанням операції обрізки забутих кінців труб розміром 48 ´ 2,9мм їх піддають повторному виконанню операцій нагрівання, редицирування труб до розміру 30 ´ 3,4мм, довжиною 24,7м, охолодженню і правці. Обрізають забиті кінці труб розміром 30 ´ 3,4мм. Відповідно з відомим способом (прототипом) прокатані на неперервному стані труби розміром 83 ´ 3,0мм піддають підігріванню, редицируванню в труби розміром 51 ´ 3,5мм, довжиною 14м, охолодженню і правці. Проведення операції волочіння на короткій оправці з сурово обмеженим ступенем деформації по товщині стінки дозволяє зменьшити начальну поперечну і подовжню різностінність, рівну 18 20%, до 5 - 8% на трубах готового розміру. При волочінні на короткій оправці діється одночасно з малим обтиском по товщині стінки її вирівнювання як в поперечному, так і в подовжньому напрямку. При виконанні в подальшому операції редицирування товщина стінки рівномірно утовщується вздовж труби, не збільшуючи величину поперечної і подовжньої різностінності. Виконання операції заварювання протянутих труб задніми кінцями утворює одну трубу з двох забитих кінців. При виконанні операції редицирування передній і задній їх кінці, які мають зменьшені розміри (забиті кінці), не деформуються, внаслідок цього виключається поява кінцевих утовщень по товщині стінки. Двухкратне чергування при виконуванні операцій редицирування, охолодження і правки дозволяє можливість розширити сортамент виготовлених труб по діаметру з 51мм до 30мм. Таким чином, запропонований спосіб в порівнянні з відомим (прототипом) дозволяє збільшити точність по товщині стінки при одночасному розширенні їх сортаменту в сторону зменьшення діаметра.
ДивитисяДодаткова інформація
Автори англійськоюBuriak Yurii Hryhorovych, Zhurba Oleksandr Saveliovych, Mykhailenko Mykhailo Andriiovych, Pivnyk Yurii Viktorovych, Korol Mykola Mykolaiovych, Korol Radomyr Mykolaiovych
Автори російськоюБуряк Юрий Григорьевич, Журба Александр Савельевич, Михайленко Михаил Андреевич, Пивнык Юрий Викторович, Король Николай Николаевич, Король Радомир Николаевич
МПК / Мітки
МПК: B21C 37/00
Мітки: виготовлення, гарячекатаних, тонкостінних, труб, спосіб
Код посилання
<a href="https://ua.patents.su/2-24650-sposib-vigotovlennya-garyachekatanikh-tonkostinnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гарячекатаних тонкостінних труб</a>
Спосіб виготовлення багатошарових тонкостінних труб
Номер патенту: 18465
Опубліковано: 25.12.1997
Автори: Беліков Юрій Михайлович, Логвінєнко Василь Васильович, Вайсман Фелікс Юхимович, Малкін Адольф Іосіфович, Кравченко Володимир Іванович, Бобух Олександр Анатолійович, Кекух Станіслав Миколаєвич, Попов Марат Васильович, Кузнєцов Федір Лаврентьєвич, Фельдман Олександр Ісаакович, Масальський Альберт Іванович, Есаулов Михайло Олексійович, Лісовський Олександр Олександрович
МПК: B23K 20/04
Мітки: труб, виготовлення, спосіб, тонкостінних, багатошарових
Формула / Реферат:
Способ изготовления многослойных тонкостенных труб из коррозионностойких сталей, включающий сборку многослойного пакета из труб-слоев с предготовой толщиной стенки, имеющих специальное покрытие, устранение межслойных зазоров, обварку концов, пакетную прокатку на станах ХПТР, повторную обварку концов, обезжиривание, обрезку концов, термообработку, отличающийся тем, что перед термообработкой трубы обкатывают на косовалковом правильном стане со...
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Смолін Олексій Миколайович, Король Микола Миколайович, Злинько Валерій Дмитрович, Куценко Олександр Іванович, Науменко Сергій Григорович, Кекух Станіслав Миколайович, Король Радимір Миколайович, Самойленко Генадій Дмитрович, Кравченко Юрій Олексійович, Хохлов Анатолій Іванович, Загребельний Віктор Терентійович, Кірсанов Микола Васильович, Лісовський Олександр Олександрович
МПК: B21B 21/00
Мітки: спосіб, труб, особливої, періодичної, холодної, прокатки, тонкостінних
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб калібровки кінців тонкостінних труб і пристрій для його втілення
Номер патенту: 9460
Опубліковано: 30.09.1996
Автори: Житній Григорій Дмитрович, Новицький Валерій Андронович, Сухов Віталій Вікторович, Мільченко Євген Іванович, Венцківський Олександр Вітальович, Младінов Степан Дмитрович
МПК: B21C 37/06, B21D 41/00
Мітки: спосіб, втілення, пристрій, труб, тонкостінних, калібровки, кінців
Формула / Реферат:
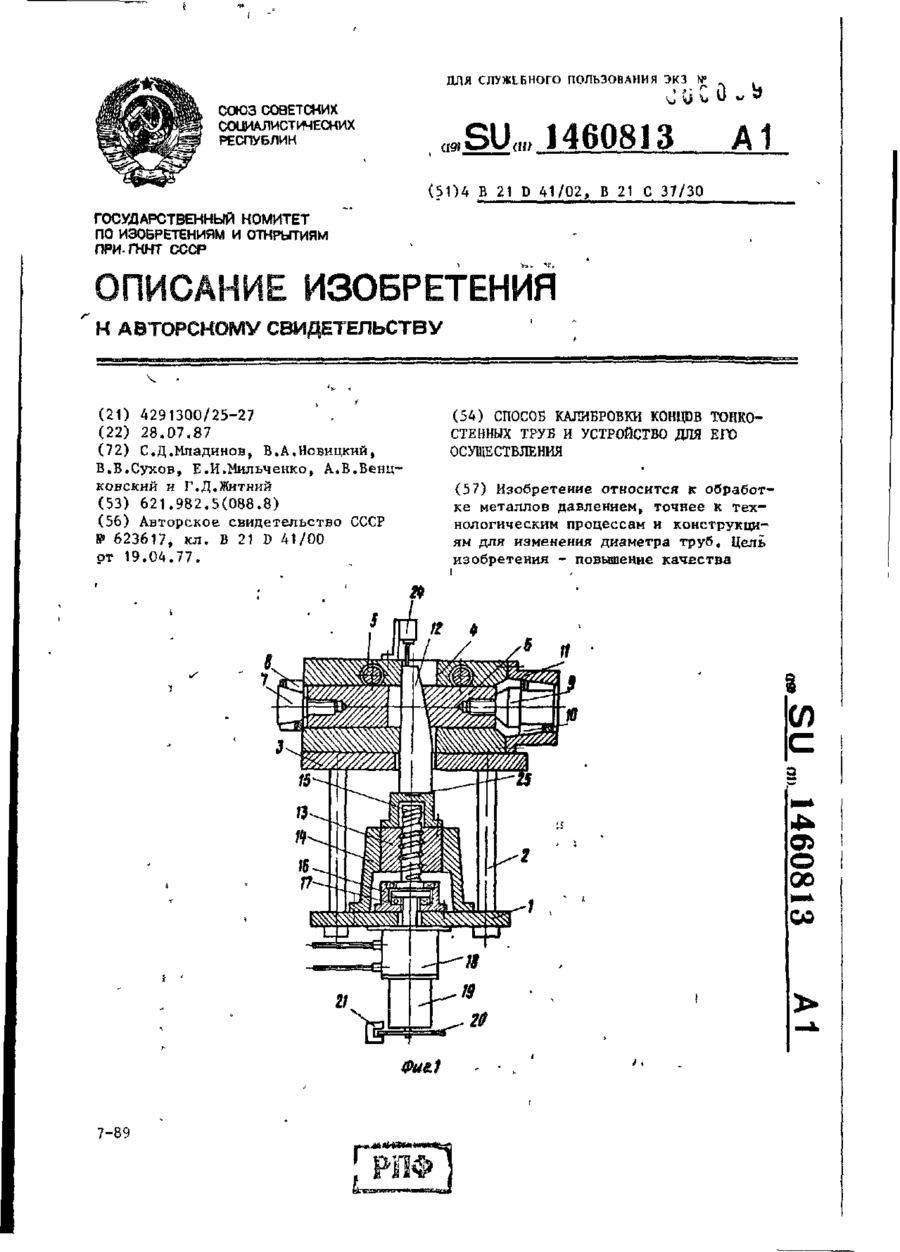
1. Способ калибровки концов тонкостенных труб путем их расширения или обжатия, отличающийся тем, что, с целью повышения качества труб, деформацию расширения или обжатия производят в два этапа: первоначально до диаметра трубы D1, определяемого соотношениемгде Dном - заданный диаметр конца трубы,sт - предел текучести материала трубы,Е - модуль упругости материала трубы,e - относительное удлинение материала...
Спосіб виготовлення теплообмінника з металевих труб
Номер патенту: 3712
Опубліковано: 27.12.1994
Автори: Хабчик Валерій Семенович, Хабчик Аркадій Семенович
МПК: F28F 19/00
Мітки: спосіб, труб, теплообмінника, виготовлення, металевих
Формула / Реферат:
Способ изготовления теплообменника из металлических труб с антикоррозионным покрытием, включающий крепление металлических труб к промежуточным элементам, нанесение на них антикоррозионного покрытия путем окунания в эмаль, последующую их сборку в жесткий пучок, отличающийся тем, что предварительно осуществляют сборку труб в жесткий пучок;а затем крепят их к промежуточным элементам, а нанесение антикоррозионного покрытия ведут с наложением...
Спосіб виготовлення труб з високолегованих сталей та сплавів
Номер патенту: 18726
Опубліковано: 25.12.1997
Автори: Шперлін Павло Ілліч, Напханько Ігор Миколайович, Блощинський Григорій Павлович, Царьков Олексій Костянтинович, Медведєв Михайло Іванович, Крихта Валерій Петрович, Ціпер Євгеній Михайлович, Притоманов Олексій Євгеньєвич
МПК: B21C 23/02
Мітки: труб, сплавів, спосіб, сталей, виготовлення, високолегованих
Формула / Реферат:
Способ изготовления труб из высоколегированных сталей и сплавов, включающий нагрев заготовки до температуры 1130-1180°С, нанесение стеклосмазки, получение полой гильзы на вертикальном гидравлическом прессе, подогрев гильзы, нанесение стеклосмазки и последующее прессование на трубопрофильном прессе, отличающийся тем, что прессование труб производят с коэффициентом вытяжки 3-18 в диапазоне температур 0,88-0,91 температуры оплавления границ...
Попередній патент: Пристрій для вимірювання ультрафіолетового випромінювання
Наступний патент: Спосіб лікування психологічної залежності
Випадковий патент: Спосіб діагностики прихованої серцевої недостатності у хворих на некоронарогенні захворювання міокарду