Спосіб виготовлення ніздрюватобетонних виробів
Формула / Реферат
Спосіб виготовлення ніздрюватобетонних виробів, що включає формування бетонного масиву та його електротермообробку, який відрізняється тим, що перед електротермообробкою форму звільняють від бортоснастки, масив при необхідності розрізають на більш дрібні фрагменти, а безпосередньо електротермообробку здійснюють, використовуючи пластинчастий електрод з теплоізоляційним покриттям і двома рядами вологонепроникних теплоізоляційних шторок, закріплених вздовж усього периметра електрода на відстані один від одного, який накладають на попередньо змочену розчином електроліту поверхню усього масиву.
Текст
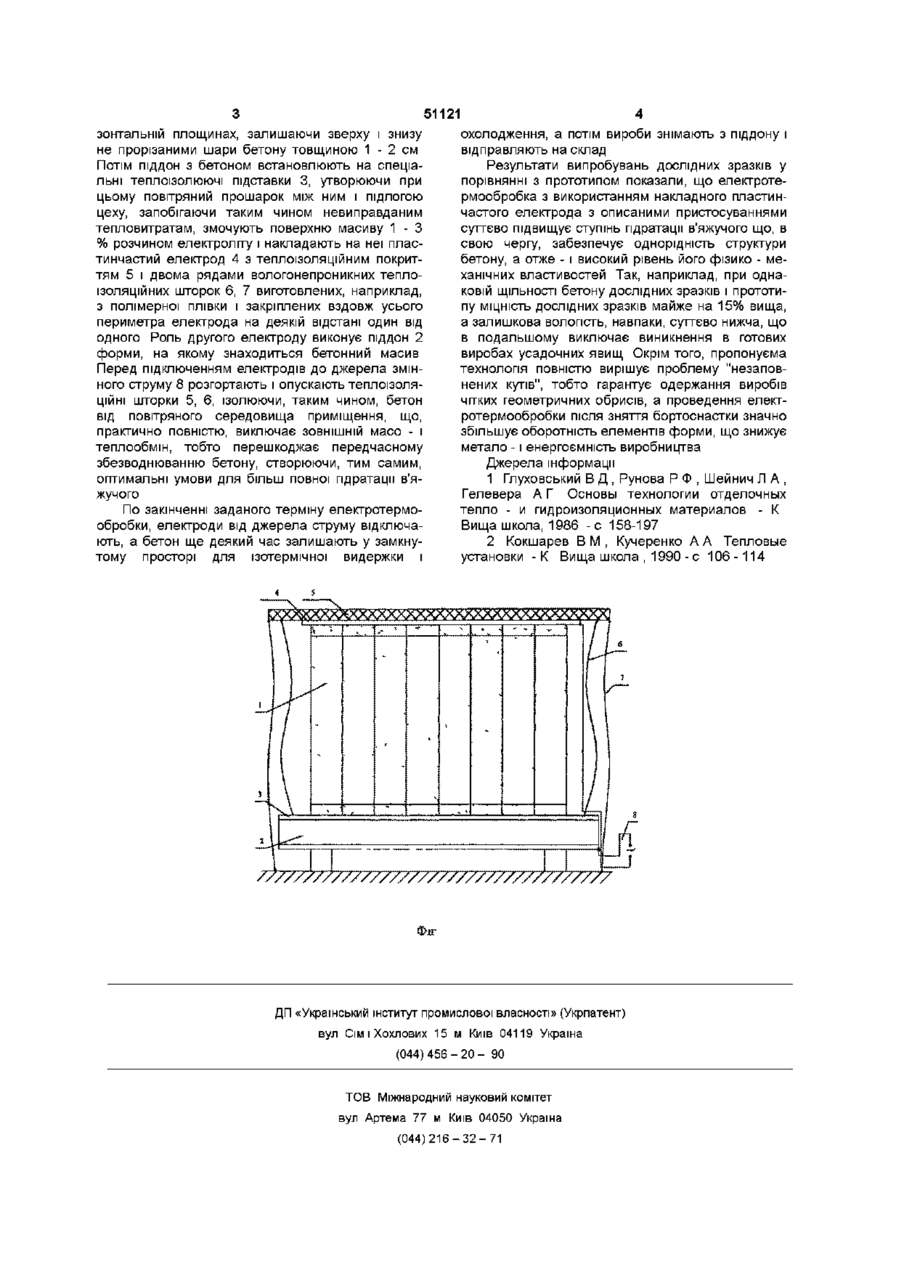
Спосіб виготовлення ніздрюватобетонних виробів, що включає формування бетонного масиву та його електротермообробку, який відрізняється Винахід належить до промисловості будівельних матеріалів і може бути використаний при виготовленні теплоізоляційних виробів Відомий спосіб виготовлення ніздрюватобетонних виробів, що полягає в формуванні бетонного масиву з подальшим розрізанням його на окремі елементи та обробкою гарячою парою [1] Недоліками цього способу є значна тривалість тверднення бетону, що негативно впливає на процеси структуроутворення, а також суттєво підвищує вартість термообробки Найбільш близьким до пропонуємого є спосіб виготовлення бетонних виробів, що включає формування бетонного масиву та його електротермообробку безпосередньо у формі [2] Але такий спосіб теж має ряд суттєвих недоліків і, насамперед, те, що із замкненого об'єму утруднюється відведення повітря і вологи що, по перше, перешкоджає заповненню сумішшю кутів форми і готові вироби не мають точних геометричних обрисів, а, по - друге, робить процес затвердіння бетону нерівномірним за об'ємом, що негативно відбивається на однорідності його структури та рівні фізико -механічних характеристик Окрім того, кожний цикл цього способу передбачає використання повного комплекту елементів форми, що робить його метало - і енергоємним, а при існуючих цінах це є економічно недоцільним Основою винаходу є задача удосконалення способу виготовлення ніздрюватобетонних виробів, в якому ПОСЛІДОВНІСТЬ виконання технологічних операцій та особливості здійснення електротер тим, що перед електротермообробкою форму звільняють від бортоснастки, масив при необхідності розрізають на більш дрібні фрагменти, а безпосередньо електротермообробку здійснюють, використовуючи пластинчастий електрод з теплоізоляційним покриттям і двома рядами вологонепроникних теплоізоляційних шторок, закріплених вздовж усього периметра електрода на відстані один від одного, який накладають на попередньо змочену розчином електроліту поверхню усього масиву мообробки бетонної суміші дозволяють створити оптимальні умови для формування однорідної за об'ємом структури, за рахунок цього поліпшити якість готових виробів, а також підвищити оборотність обладнання, що дасть змогу знизити метало -1 енергоємність виробництва Означена задача вирішується тим, що в способі виготовлення ніздрюватобетонних виробів, який включає формування бетонного масиву та його електротермообробку, згідно з винаходом перед електротермообробкою форму звільняють від бортоснастки, масив при необхідності розрізають на більш дрібні фрагменти, а безпосередньо електротермообробку здійснюють, використовуючи пластинчастий електрод з теплоізоляційним покриттям і двома рядами вологонепроникних теплоізоляційних шторок, закріплених вздовж усього периметра електрода на відстані один від одного, який накладають на попередньо змочену розчином електроліту поверхню усього масиву Суть винаходу пояснюється малюнком, який ілюструє виконання операції електротермообробки відформованого бетонного масиву Пропонуємий спосіб здійснюють таким чином У стандартній формі заданих розмірів формують бетонний масив 1, потім, після досягнення бетоном необхідної структурної МІЦНОСТІ, форму звільняють від бортоснастки і при необхідності на ПІДДОНІ 2 подають на розрізання на окремі дрібноштучні вироби до різальної машини, де шнековою або струнною фрезою попередньо калібрують масив, а потім прорізають його у вертикальній і гори ю 51121 зонтальнш площинах, залишаючи зверху і знизу не прорізаними шари бетону товщиною 1 - 2 см Потім ПІДДОН З бетоном встановлюють на спеціальні теплоізолюючі підставки 3, утворюючи при цьому повітряний прошарок між ним і підлогою цеху, запобігаючи таким чином невиправданим тепловитратам, змочують поверхню масиву 1 - З % розчином електроліту і накладають на неї пластинчастий електрод 4 з теплоізоляційним покриттям 5 і двома рядами вологонепроникних теплоізоляційних шторок 6, 7 виготовлених, наприклад, з полімерної плівки і закріплених вздовж усього периметра електрода на деякій відстані один від одного Роль другого електроду виконує піддон 2 форми, на якому знаходиться бетонний масив Перед підключенням електродів до джерела змінного струму 8 розгортають і опускають теплоізоляційні шторки 5, 6, ізолюючи, таким чином, бетон від повітряного середовища приміщення, що, практично повністю, виключає ЗОВНІШНІЙ масо - і теплообмін, тобто перешкоджає передчасному збезводнюванню бетону, створюючи, тим самим, оптимальні умови для більш повної гідратації в'яжучого По закінченні заданого терміну електротермообробки, електроди від джерела струму відключають, а бетон ще деякий час залишають у замкнутому просторі для ізотермічної видержки і охолодження, а потім вироби знімають з піддону і відправляють на склад Результати випробувань дослідних зразків у порівнянні з прототипом показали, що електротермообробка з використанням накладного пластинчастого електрода з описаними пристосуваннями суттєво підвищує ступінь гідратації в'яжучого що, в свою чергу, забезпечує однорідність структури бетону, а отже - і високий рівень його фізико - механічних властивостей Так, наприклад, при однаковій ЩІЛЬНОСТІ бетону дослідних зразків і прототипу МІЦНІСТЬ дослідних зразків майже на 15% вища, а залишкова вологість, навпаки, суттєво нижча, що в подальшому виключає виникнення в готових виробах усадочних явищ Окрім того, пропонуєма технологія повністю вирішує проблему "незаповнених кутів", тобто гарантує одержання виробів чітких геометричних обрисів, а проведення електротермообробки після зняття бортоснастки значно збільшує оборотність елементів форми, що знижує метало -1 енергоємність виробництва Джерела інформації 1 Глуховський В Д , Рунова Р Ф , Шейнич Л А , Гелевера А Г Основы технологии отделочных тепло - и гидроизоляционных материалов - К Вища школа, 1986 -с 158-197 2 Кокшарев В М , Кучеренко А А Тепловые установки - К Вища школа , 1990 - с 106-114 7///////////////////////////// Фя ДП «Український інститут промислової власності» (Укрпатент) вул СІМІХОХЛОВИХ 15 м Київ 04119 Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ Міжнародний науковий комітет вул Артема 77 м Київ 04050 Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making porous-concrete articles
Автори англійськоюMartynenko Volodymyr Oleksandrovych
Назва патенту російськоюСпособ изготовления ноздревато-бетонных изделий
Автори російськоюМартыненко Владимир Александрович
МПК / Мітки
МПК: B28B 1/50
Мітки: виробів, ніздрюватобетонних, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/2-51121-sposib-vigotovlennya-nizdryuvatobetonnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ніздрюватобетонних виробів</a>
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 19747
Опубліковано: 25.12.1997
Автори: Кравченко Юрій Павлович, Ващенков Юрій Григорович, Кулаківський Олександр Володимирович, Інюшкін Олександр Миколайович, Філатов Анатолій Миколайович, Рябоконь Людмила Анатоліївна
МПК: B28B 7/02
Мітки: ніздрюватобетонних, виробів, виготовлення, форма
Формула / Реферат:
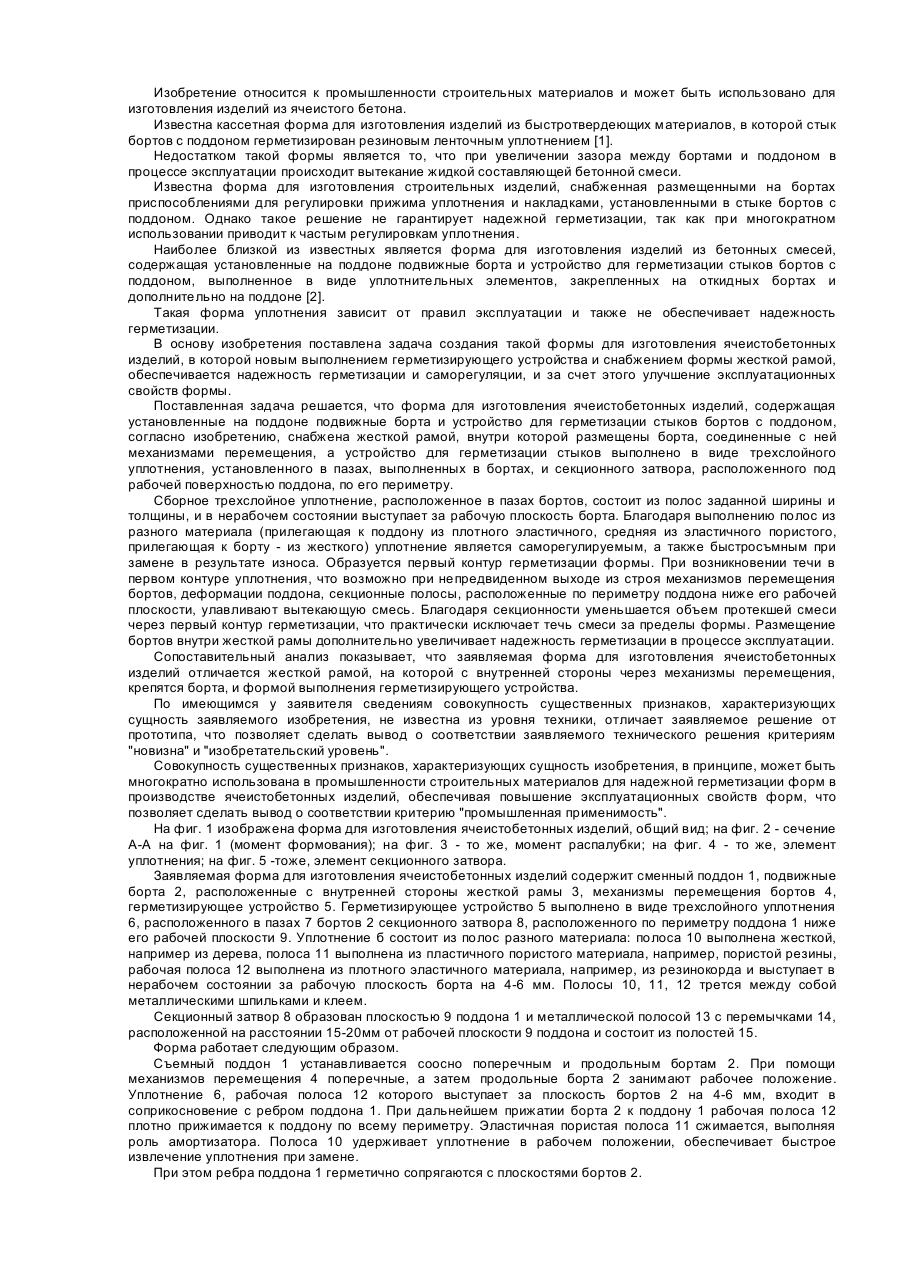
Форма для изготовления ячеистобетонных изделий, содержащая установленные на поддоне подвижные борта и устройство для герметизации стыков бортов с поддоном, отличающаяся тем, что форма снабжена жесткой рамой, внутри которой размещены борта, соединенные с ней механизмами перемещения, а устройство для герметизации стыков выполнено в виде трехслойного уплотнения, установленного в пазах, выполненных в бортах, и секционного затвора, расположенного...
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 2382
Опубліковано: 26.12.1994
Автори: Філатов Анатолій Миколайович, Анкудевич Надія Йосипівна, Кравченко Юрій Павлович, Ващенко Юрій Григорович, Кулаківський Олександр Володимирович
МПК: B23B 7/00
Мітки: форма, виробів, виготовлення, ніздрюватобетонних
Формула / Реферат:
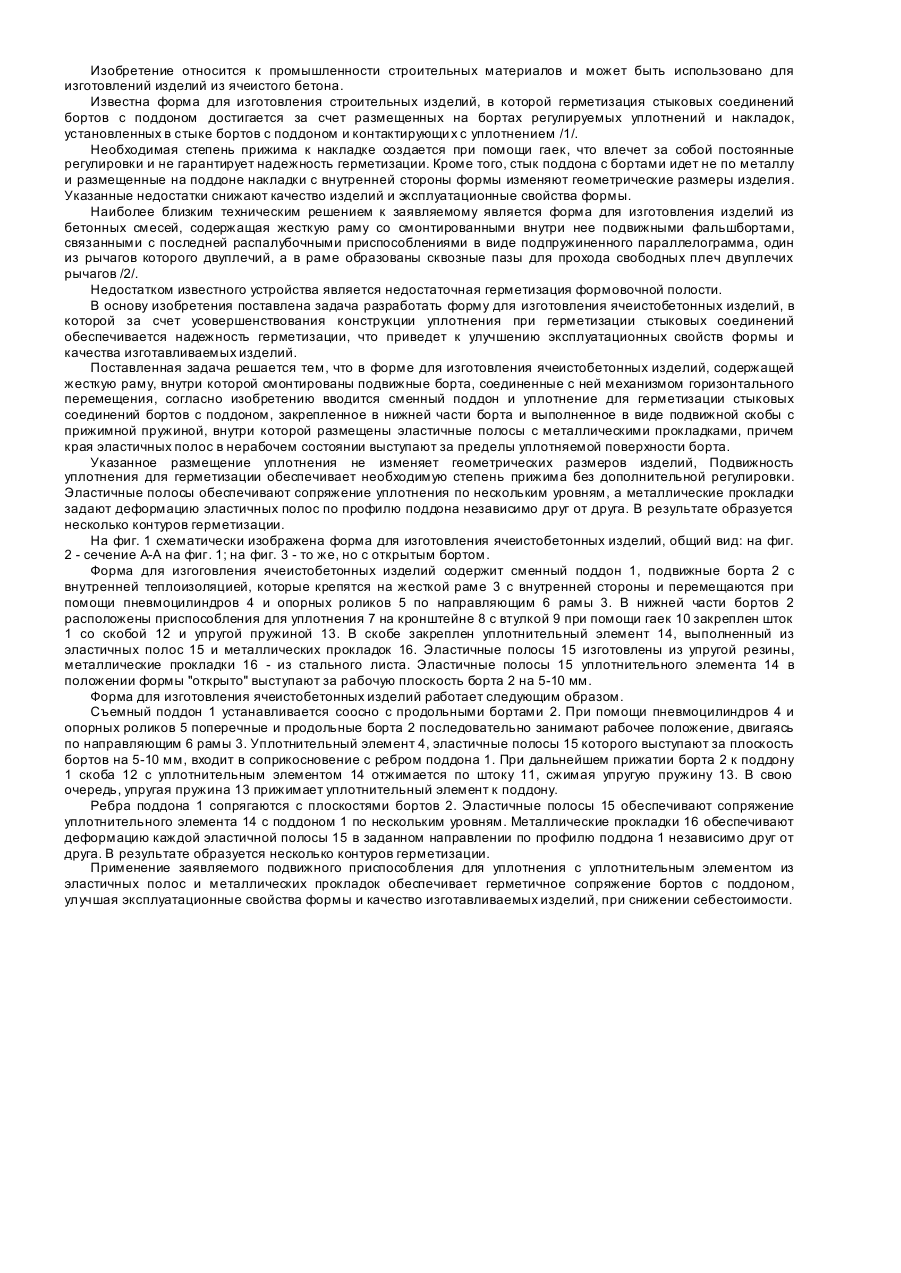
Форма для изготовления ячеистобетонных изделий, содержащая жесткую раму, внутри которой смонтированы подвижные борта, соединенные с ней механизмом горизонтального перемещения, отличающаяся тем, что форма снабжена сменным поддоном и уплотнением для герметизации стыковых соединений бортов с поддоном, закрепленным в нижней части борта и выполненным в виде подвижной скобы с прижимной пружиной, внутри которой размещены эластичные полосы с...
Спосіб виготовлення пустотілих бетонних і залізобетонних виробів
Номер патенту: 31506
Опубліковано: 15.12.2000
Автор: Мельник Ігор Володимирович
Мітки: виготовлення, виробів, бетонних, пустотілих, спосіб, залізобетонних
Текст:
...вони можуть бути пустотілими. Збільшення пустотності та зменшення тонкостінності виробів сприяє швидшому їх твердінню і зменшує енерговитрати при тепловій обробці. Для масивних виробів зменшуються внутрішні напруження від усадки бетону. Пустоутворювачі - вставки, які залишають в тілі бетону, виготовляють з відносно легких і дешевих матеріалів, в т.ч. з відходів виробництва. При цьому в певній мірі вирішують інше актуальне питання...
Спосіб виготовлення бетонних виробів

Номер патенту: 33172
Опубліковано: 15.02.2001
Автори: Матвієнко Василь Андрійович, Вишневська Вікторія Геннадіївна
МПК: C04B 40/02, B28B 1/00
Мітки: виготовлення, виробів, бетонних, спосіб
Текст:
...з високою МІЦНІСТЬ » при малому споживанню електричної енергії. З літературного І п атентного аналізу не в ідомий аналог іч ний спос іб, що дає можлив іс ть характеризувати його за критер ієм "новизна". Приклад: Приготовляють бетонну суміш Із портландецементу М400 або його різновид ів, кв арц евого п іску, щебню фракції 5-20 І вид у, узятих у кількості 400, 500, 1250 І 200 кг/мЗ, ВІ ДПОВІ ДНО . Виготов 2. Ъпоть на - ійбропрощадці...
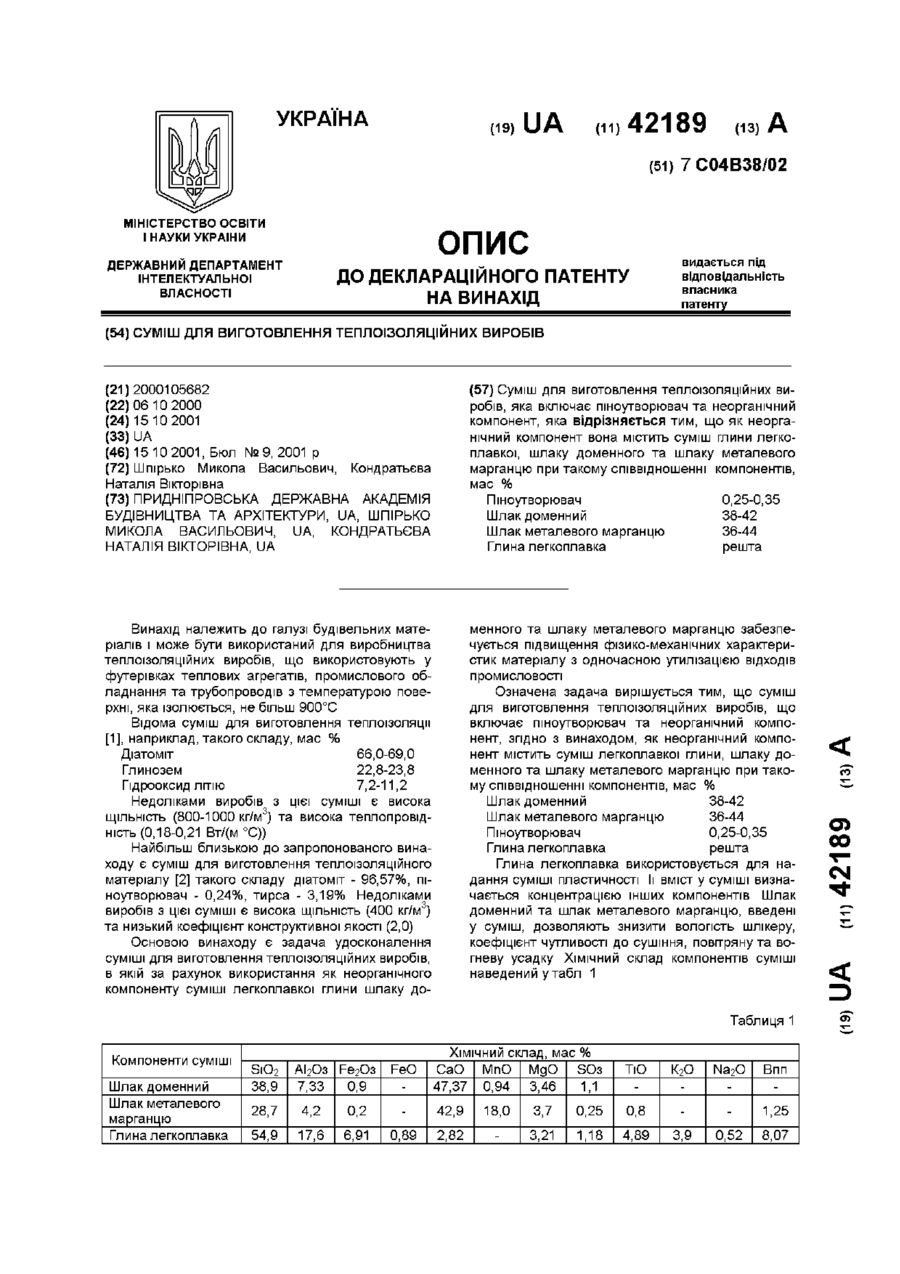
Суміш для виготовлення теплоізоляційних виробів
Номер патенту: 42189
Опубліковано: 15.10.2001
Автори: Кондратьєва Наталія Вікторівна, Шпірько Микола Васильович
МПК: C04B 18/04, C04B 38/10
Мітки: теплоізоляційних, виготовлення, виробів, суміш
Формула / Реферат:
Суміш для виготовлення теплоізоляційних виробів, яка включає піноутворювач та неорганічний компонент, яка відрізняється тим, що як неорганічний компонент вона містить суміш глини легкоплавкої, шлаку доменного та шлаку металевого марганцю при такому співвідношенні , компонентів, мас. %:Піноутворювач. 0,25-0,35 Шлак доменний 38-42Шлак металевого марганцю 36-44Глина...
Попередній патент: Насос
Наступний патент: Касетна форма для формування виробів з пінобетонних сумішей
Випадковий патент: Робоча кліть стану холодної прокатки труб