Касетна форма для формування виробів з пінобетонних сумішей
Номер патенту: 51114
Опубліковано: 15.11.2002
Автори: Бурейко Сергій Володимирович, Большаков Володимир Іванович, Мартиненко Володимир Олександрович, Ястребцов Владислав Вікторович
Формула / Реферат
Касетна форма для формування виробів з пінобетонних сумішей, яка містить знімну бортоснастку, складену з двох секцій з поперечними перегородками, з'єднаних між собою шарнірною тягою із закріпленими на ній поздовжніми перегородками, яка відрізняється тим, що кожна друга пара суміжних поперечних перегородок електричнo ізольована від поздовжніх бортів, а інша - навпаки, електричнo ізольована від шарнірної тяги, а поздовжні борти та поздовжні перегородки зі сторони контакту з формованою сумішшю мають покриття з діелектричного матеріалу.
Текст
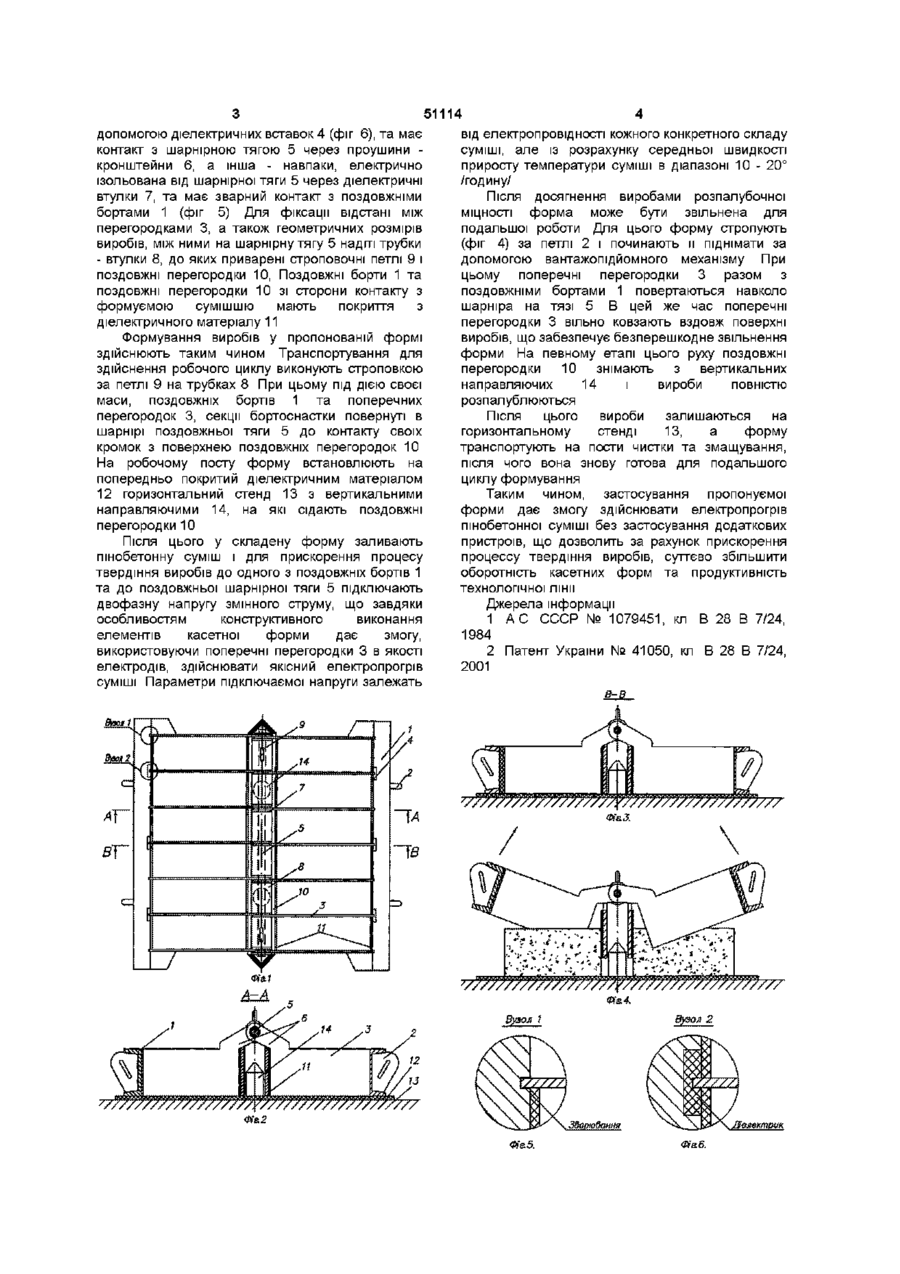
Касетна форма для формування виробів з пінобетонних сумішей, яка містить знімну бортоснастку, складену з двох секцій з поперечними перегородками, з'єднаних між собою шарнірною тягою із закріпленими на ній поздовжніми перегородками, яка відрізняється тим, що кожна друга пара суміжних поперечних перегородок електрично ізольована від поздовжніх бортів, а інша - навпаки, електрично ізольована від шарнірної тяги, а поздовжні борти та поздовжні перегородки зі сторони контакту з формованою сумішшю мають покриття з діелектричного матеріалу Винахід стосується виготовлення будівельних виробів, зокрема стінових блоків з пінобетону у багатомісних формах касетного типу Нам відома форма для виготовлення дрібноштучних бетонних виробів [1], яка містить піддон, змінну бортоснастку, що складається з поздовжніх бортів та поперечних перегородок, зв'язаних між собою шарнірною тягою, а також містить замкові пристрої та строповочні петлі для розпалубки та складання Найбільш близькою до пропонуємої є форма [2], яка складається з двох шарнірно зв'язаних між собою секцій, встановлених на горизонтальному стенді і зафіксованих за допомогою вертикальних направляючих Змінна бортоснастка складена з поздовжніх бортів із жорстко закріпленими на них поперечними перегородками і строповочними петлями Поперечні перегородки лівої та правої секції через проушини-кронштейни зв'язані між собою шарнірною тягою із закріпленими на ній поздовжніми перегородками Недоліками таких касетних форм є низька їх оборотність і, як наслідок, недостатня продуктивність технологічної лінії В основу винаходу поставлена задача удосконалення конструкції касетної форми для формування виробів з пінобетонних сумішей, в якій особливості конструктивного виконання її елементів дають змогу здійснювати електропрогрів суміші без застосування додаткових пристроїв (електродів), що дозволить за рахунок прискорення процессу твердіння виробів суттєво збільшити оборотність касетних форм та продуктивність технологічної лінії Означена задача вирішується тим, що у касетній формі для формування виробів з пінобетонних сумішей, яка містить знімну бортостнастку і складена з двох секцій з поперечними перегородками, з'єднаних між собою шарнірною тягою із закріпленими на ній поздовжніми перегородками, згідно з винаходом кожна друга пара суміжних поперечних перегородок електрично ізольована від поздовжніх бортів, а інша - навпаки, електрично ізольована від шарнірної тяги, а поздовжні борти та поздовжні перегородки зі сторони контакту з формуемою сумішшю мають покриття з діелектричного матеріалу Суть винаходу пояснюється графічними матеріалами, де на фіг 1 показано план по верху форми, на фіг 2, 3 - перерізи А - А та В - В плану по верху форми, на фіг 4 - розпалубка виробів за допомогою підйомного механізму, на фіг 5,6 вузли контакту поперечних перегородок із поздовжнім бортом Форма містить змінну бортооснастку, складену з поздовжніх бортів 1 із жорстко привареними до них строповочними петлями 2, та поперечні суміжні перегородки 3, кожна друга пара яких електрично ізольована від поздовжніх бортів 1 за ю 51114 допомогою діелектричних вставок 4 (фіг 6), та має контакт з шарнірною тягою 5 через проушини кронштейни 6, а інша - навпаки, електрично ізольована від шарнірної тяги 5 через діелектричні втулки 7, та має зварний контакт з поздовжніми бортами 1 (фіг 5) Для фіксації відстані між перегородками 3, а також геометричних розмірів виробів, між ними на шарнірну тягу 5 надіті трубки - втулки 8, до яких приварені строповочні петлі 9 і поздовжні перегородки 10, Поздовжні борти 1 та поздовжні перегородки 10 зі сторони контакту з формуемою сумішшю мають покриття з діелектричного матеріалу 11 Формування виробів у пропонованій формі здійснюють таким чином Транспортування для здійснення робочого циклу виконують строповкою за петлі 9 на трубках 8 При цьому під дією своєї маси, поздовжніх бортів 1 та поперечних перегородок 3, секції бортоснастки повернуті в шарнірі поздовжньої тяги 5 до контакту своїх кромок з поверхнею поздовжніх перегородок 10 На робочому посту форму встановлюють на попередньо покритий діелектричним матеріалом 12 горизонтальний стенд 13 з вертикальними направляючими 14, на які сідають поздовжні перегородки 10 Після ЦЬОГО у складену форму заливають пінобетонну суміш і для прискорення процесу твердіння виробів до одного з поздовжніх бортів 1 та до поздовжньої шарнірної тяги 5 підключають двофазну напругу змінного струму, що завдяки особливостям конструктивного виконання елементів касетної форми дає змогу, використовуючи поперечні перегородки 3 в якості електродів, здійснювати якісний електропрогрів суміші Параметри підключаємої напруги залежать від електропровідності кожного конкретного складу суміші, але із розрахунку середньої швидкості приросту температури суміші в діапазоні 10 - 20° /годину/ Після досягнення виробами розпалубочної МІЦНОСТІ форма може бути звільнена для подальшої роботи Для цього форму стропують (фіг 4) за петлі 2 і починають и піднімати за допомогою вантажопідйомного механізму При цьому поперечні перегородки 3 разом з поздовжніми бортами 1 повертаються навколо шарніра на тязі 5 В цей же час поперечні перегородки 3 вільно ковзають вздовж поверхні виробів, що забезпечує безперешкодне звільнення форми На певному етапі цього руху поздовжні перегородки 10 знімають з вертикальних направляючих 14 і вироби повністю розпалублюються Після ЦЬОГО вироби залишаються на горизонтальному стенді 13, а форму транспортують на пости чистки та змащування, після чого вона знову готова для подальшого циклу формування Таким чином, застосування пропонуємої форми дає змогу здійснювати електропрогрів пінобетонної суміші без застосування додаткових пристроїв, що дозволить за рахунок прискорення процессу твердіння виробів, суттєво збільшити оборотність касетних форм та продуктивність технологічної лінії Джерела інформації 1 А С СССР № 1079451, кл В 28 В 7/24, 1984 2 Патент України № 41050, кп В 28 В 7/24, 2001 в-в ФіаЗ. Діелектрик 51114 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюCassette mould for forming articles of foam-concrete mixes
Автори англійськоюMartynenko Volodymyr Oleksandrovych, Bolshakov Volodymyr Ivanovych, Bureiko Serhii Volodymyrovych, Yastrebtsov Vladyslav Viktorovych
Назва патенту російськоюКассетная форма для формовки изделий из пенобетонных смесей
Автори російськоюМартыненко Владимир Александрович, Большаков Владимир Иванович, Бурейко Сергей Владимирович, Ястребцов Владислав Викторович
МПК / Мітки
МПК: B28B 7/00
Мітки: сумішей, виробів, формування, касетна, пінобетонних, форма
Код посилання
<a href="https://ua.patents.su/3-51114-kasetna-forma-dlya-formuvannya-virobiv-z-pinobetonnikh-sumishejj.html" target="_blank" rel="follow" title="База патентів України">Касетна форма для формування виробів з пінобетонних сумішей</a>
Касетна форма для формування виробів з пінобетонних сумішей
Номер патенту: 41050
Опубліковано: 15.08.2001
Автори: Шастун Володимир Нестерович, Мартиненко Володимир Олександрович
МПК: B28B 7/00
Мітки: сумішей, пінобетонних, формування, виробів, касетна, форма
Формула / Реферат:
Касетна форма для формування виробів з пінобетонних сумішей, що містить знімну бортоснастку, складену з двох секцій з поперечними перегородками, шарнірно з'єднаних між собою тягою із закріпленими на ній поздовжніми перегородками, яка відрізняється тим, що поперечні перегородки встановлені впритул до поздовжніх і зафіксовані в нижній частині форми за допомогою пластин, каліброваних по розміру виробу.
Багатомісна касетна форма для виготовлення виробів з бетонних сумішей
Номер патенту: 35735
Опубліковано: 16.04.2001
Автори: Заміховський Мирон Аронович, Шаленний Василь Тимофійович, Кучугурний Юрій Михайлович
МПК: B28B 7/00
Мітки: касетна, форма, бетонних, виробів, виготовлення, багатомісна, сумішей
Формула / Реферат:
Багатомісна касетна форма для виготовлення виробів з бетонних сумішей, яка містить знімний піддон з вертикальними напрямними, поворотні повздовжні борти з жорстко привареними до них поперечними роздільними перегородками для створення формувальних порожнин, повздовжню роздільну перегородку з пазами для фіксації в них при збиранні поперечних роздільних перегородок, яка відрізняється тим, що вона обладнана обрамлювальною рамою, піддон - жорстко...
Багатомісна касетна форма для виготовлення дрібних блоків з бетонних сумішей
Номер патенту: 41201
Опубліковано: 15.08.2001
Автори: Шаленний Василь Тимофійович, Мартиненко Володимир Олександрович, Большаков Володимир Іванович, Бурейко Сергій Володимирович, Кучугурний Юрій Михайлович, Нікітіна Інна Ігоревна
МПК: B28B 7/00
Мітки: дрібних, форма, багатомісна, касетна, сумішей, блоків, бетонних, виготовлення
Формула / Реферат:
Багатомісна касетна форма для виготовлення дрібних блоків з бетонних сумішей, яка містить обрамувальну раму з шарнірно закріпленими поздовжніми бортами та поперечними роздільними перегородками на них, всередині обрамувальної рами - знімний піддон з жорстко привареними торцевими бортами та поздовжньою роздільною перегородкою і замковими пристроями форми по кутах, деталі яких розміщені на торцевих бортах піддона та поздовжніх бортах...
Форма, переважно для виготовлення будівельних виробів з поризованих сумішей
Номер патенту: 22438
Опубліковано: 03.03.1998
Автори: Опєкунов Вадим Вікторович, Ковальчук Юрій Георгійович
МПК: B28B 13/00
Мітки: поризованих, виготовлення, будівельних, переважно, виробів, сумішей, форма
Формула / Реферат:
Форма, преимущественно для изготовления строительных изделий из поризован-ных смесей, содержащая поддон и бортоснастку, на внешней поверхности которой размещена жесткая рама с горизонтальными струнами, отличающаяся тем, что на бортоснастке дополнительно установлены вертикальные направляющие для струн.
Пристрій для формування трубчастих виробів із бетонних сумішей
Номер патенту: 30766
Опубліковано: 17.06.2002
Автори: Нестеренко Микола Петрович, Шахов Сергій Олександрович, Орисенко Олександр Вікторович
МПК: B28B 21/02
Мітки: бетонних, пристрій, виробів, формування, сумішей, трубчастих
Формула / Реферат:
Пристрій для формування трубчастих виробів із бетонних сумішей, що містить рухому та нерухому рами, форму та осердя з віброзбудником коливань, який відрізняється тим, що регульований по висоті віброзбудник коливань розташований на одній осі з пружною опорою і знаходиться вище центра мас форми з бетонною сумішшю, а на нерухомій рамі розташовані пружні прокладки на висувних опорах.
Попередній патент: Спосіб виготовлення ніздрюватобетонних виробів
Наступний патент: Спосіб прогнозування індивідуальної чутливості людини до дії електромагнітного випромінювання надвисокої частоти
Випадковий патент: Гепатопротектор