Пристрій для різання рухомого матеріалу
Номер патенту: 32723
Опубліковано: 16.12.2002
Автори: Павлов Василь Васильович, Ахназарянц Левон Хачатурович, Морголенко Анатолій Сергійович


Формула / Реферат
Пристрій для різання рухомого матеріалу, що має станину з співвісно встановленими на ній ресиверами, в кожному з яких розташований плунжер, кривошипно-шатунний механізм зведення плунжера, складений з колінчастого вала та шатуна, зв'язаний з джерелом обертального руху через муфту вільного ходу та односторонню муфту, барабани та робочі інструменти, який відрізняється тим, що кожен колінчастий вал кривошипно-шатунного механізму жорстко зв'язаний з змонтованим на станині співвісно йому барабаном, а барабани з'єднані між собою зубчастим зчепленням.
Текст
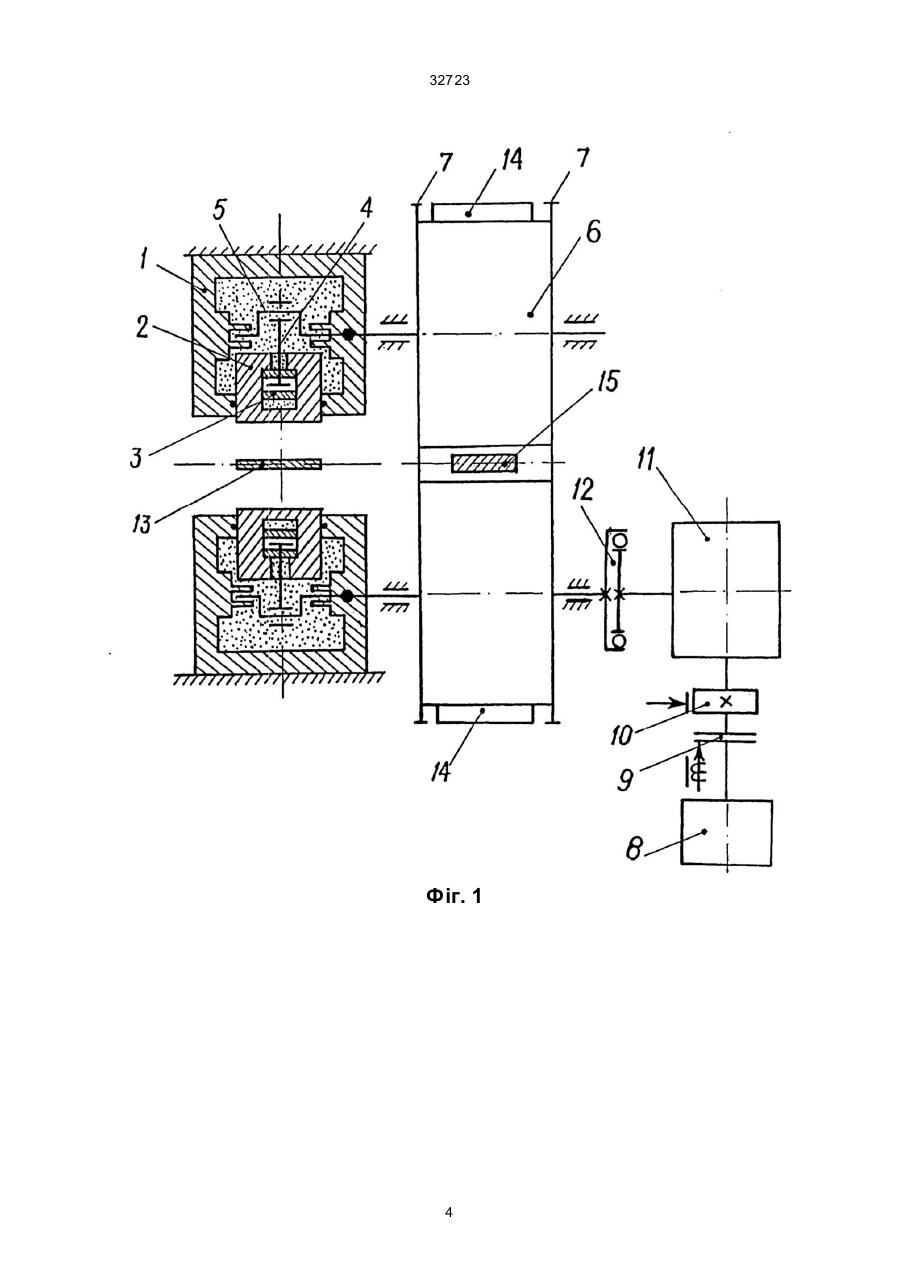
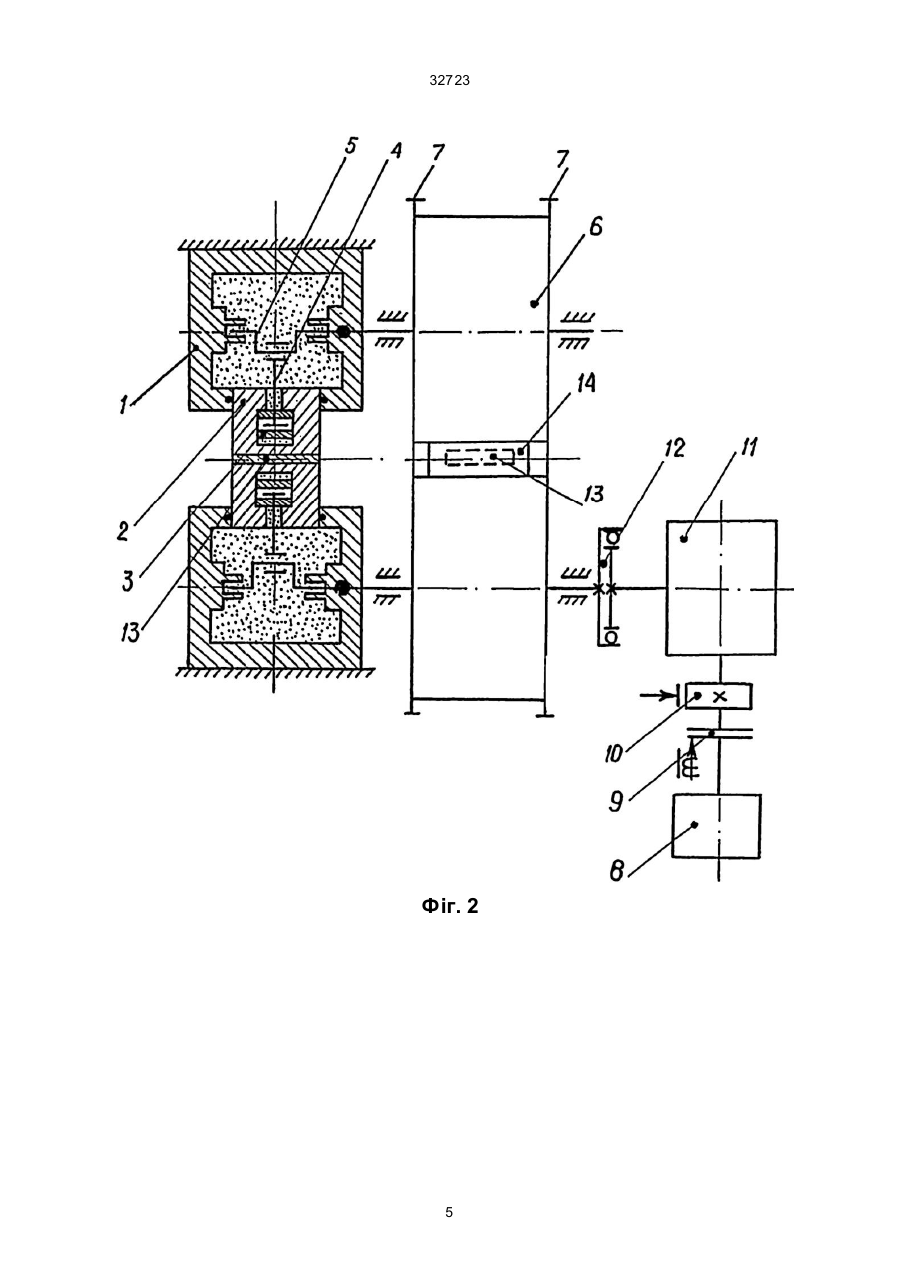
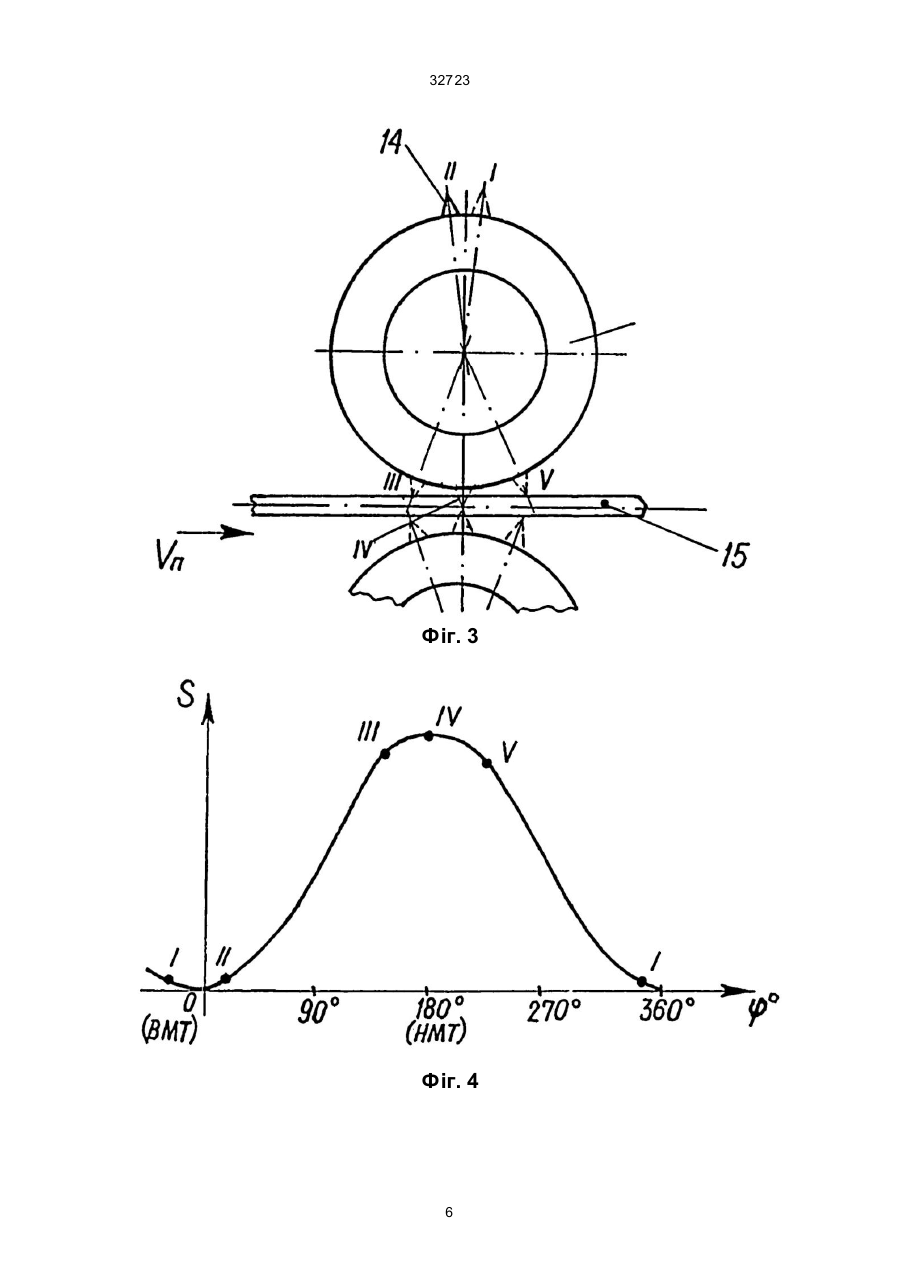
Пристрій для різання рухомого матеріалу, що має станину з соосно встановленими на ній реси 32723 односторонню муфту, рухомий та нерухомий інструменти. Недоліком відомої машини є низька продуктивність, оскільки робочі інструменти здійснюють зворотно-поступові рухи, та оброблюваний матеріал повинен знаходитись у процесі різання тільки в нерухомому стані, в іншому випадку при торканні інструменту до металу, що рухається, виникають великі інерційні навантаження на інструмент, що призводить до його поломки. З відомих пристроїв найбільш близьким рішенням за технічною суттю та результатом, що досягається, до заявленого, тобто прототипом, є високошвидкісна машина для обробки металу тиском за а.с. 327738 (кл. В21J7/38). Вона містить станину зі змонтованими на ній ресиверами, у порожнині яких міститься газ під високим тиском, в кожному ресивері з можливістю зворотнопоступального переміщення встановлений плунжер з інструментом, кривошипно-шатунний механізм зведення плунжера, зв’язаний з джерелом обертального руху через муфту вільного ходу та односторонню муфту. Окрім того, вона містить дві приводні баби, кожна з яких обладнана зворотним пристроєм, виконаним у вигляді кривошипношатунного механізму. Кривошипно-шатунні механізми розташовані поза порожниною ресивера та зв'язані між собою за допомогою ланцюгової передачі. Недоліком відомої машини є низька продуктивність, оскільки робочі інструменти здійснюють зворотно-поступальні рухи, та оброблюваний матеріал повинен знаходитись у процесі різання тільки в нерухомому стані, в іншому випадку при торканні інструменту до металу, що р ухається, виникають великі інерційні навантаження на інструмент, що призводить його до поломки. Окрім того, машина має велику металоємкість, оскільки синхронізація пересування колінвалів здійснюється ланцюговою передачею, що складається з зірочок та ланцюгів, які входять до складу кінематичного ланцюга машини, а кривошипношатунні механізми розміщенні поза порожниною ресивера, що потребує для їх розташування та з'єднання між собою додаткових розмірів станини. В основу винаходу покладена задача збільшення продуктивності та зменшення металоємкості обладнання. Покладена задача досягається тим, що у відомому пристрої, що має станину із співвісно встановленими на ній ресиверами, в кожному з яких розташовано плунжер, кривошипно-шатунний механізм зведення плунжера, зв'язаний з джерелом обертального руху через муфту вільного ходу та односторонню муфту, барабани та робочі інструменти, колінвал жорстко зв'язаний зі змонтованим на станині співвісно йому барабаном, а барабани з'єднані між собою зубчастим зчепленням. Таке конструктивне виконання дозволить підвищити продуктивність пристрою за рахунок можливості різання рухомого матеріалу барабанами аналогічно летючим ножицям, але приводимі до руху кривошипно-шатунними механізмами, які трансформують енергію газу високого тиску в енергію обертального руху барабанів. Окрім того, з'єднання барабанів між собою зубчастим зчепленням, розташованим на кожному барабані робочого інструменту, синхронізує пересування ножів та дозволяє позбутися додаткових елементів, що не мають одночасно декілька функціональних навантажень, що зменшує металоємкість пристрою. Запропонований пристрій зображений на кресленнях, де на фіг. 1 зображено пристрій у початковому перед різанням положенні; на фіг. 2 - пристрій у мить закінчення різання; на фіг. 3 - положення барабанів з ножами у різні миті різання; на фіг.4 - пересування кривошипно-шатунного механізму та барабанів по куту повороту колінвалу. Пристрій для різання рухомого матеріалу складається з закріплених на станині (на кресленнях не вказано) співвісно двох ресиверів 1. В кожному з ресиверів є плунжер 2, кривошипношатунний механізм зведення плунжера. Кожен кривошипно-шатунний механізм складається з плунжера 2, зв’язаного через крейцкопф 3 та шатун 4 з колінвалом 5. Кожен колінвал 5 жорстко з’єднаний зі змонтованим на станині співвісно йому барабаном 6. Барабани 6 з'єднані між собою зубчастим зціпленням 7. Один із колінвалів 5 з’єднаний з електродвигуном 8 через односторонню муфту 9, гальмо 10, редуктор 11 та муфту вільного ходу 12. Співвісно плунжерам 2 на станині пристрою є амортизатор 13. На кожному барабані 6 закріплені робочі інструменти 14. Пристрій для різання рухомого матеріалу працює таким чином. У висхідному положенні (фіг. 1), перед здійсненням робочої ходи, плунжери 2, шатуни 4, колінвали 5, барабани 6 знаходяться у положенні попередуверхньої мертвої точки (ВМТ), перед початком розгону плунжерів 2 з барабанами 6 (точка І, фіг. 3, 4). При цьому електродвигун 8 ввімкнутий, одностороння муфта 9 та гальмо 10 вимкнуті. Зустрічне пересування плунжерів 2 під дією газу високого тиску, який знаходиться у порожнинах ресиверів 1, запобігається заклинюванням роликів муфти вільного ходу 12 та вимкнутої односторонньої муфти 9 та гальма 10. Прокат 15, що підлягає розділенню, рухається зі швидкістю Vп у напрямку, вказаному на фіг. 3. При подаванні команди на здійснення робочої ходи (точка ІІ, фіг. 3, 4) вмикається одностороння муфта 9 та гальмо 10, внаслідок чого обертаючий момент від електродвигуна 8 передається на редуктор 11, та колінвали 5 з барабанами 6 починають обертатися. Як тільки кривошипно-шатунні механізми перейдуть у положення ВМТ, муфта вільного ходу 12 автоматично роз'єднує їх з ви хідним валом редуктора 11, тобто розривається кінематичний ланцюг: редуктор - кривошипно-шатунні механізми (точка І, фіг. 3, 4). Плунжери 2 під дією енергії газу високого тиску, що роширяється, який знаходиться у ресиверах 1, набирають швидкість, тягнуть за собою колінвали 5 з барабанами 6 та закріпленими на них робочими інструментами 14, передаючи їм прискорений обертаючий рух. При цьому вихідний вал редуктора продовжує обертатися з постійною швидкістю, яка визначається кількістю обертів електродвигуна 8 та редуктора 11. Енергія газу високого тиску трансформується у кінетичну енергію поступового руху плунжерів 2 та енергію обертального руху барабанів 6. Синхронність обертання барабанів 6 забезпечується їх 2 32723 з'єднанням з зубчастим зціпленням 7. При наближенні інструментів 14 до рухомого прокату 15 відбувається їх проникнення у прокат, тобто починається його розділення (точка III, фіг. 3, 4). Підбором тиску газу в ресиверах та мас барабанів 6 забезпечується рівновага окольних швидкостей інструментів 14, та швидкості Vп пересування прокату 15. Залишкова енергія поступового переміщення плунжерів 2 гаситься амортизатором 13. Ударні навантаження, які виникають під час зустрічі плунжерів 2 з амортизатором 13, не передаються на кривошипно-шатунні механізми за рахунок вибору ходу плунжерів 2 меншим ніж хід крейцкопфів 3. Процес різання прокату 15 продовжується до миті, коли кривошипно-шатунні механізми не займають положення нижньої мертвої точки (НМТ) (точка IV, фіг. 3, 4). Під дією залишкової кінетичної енергії обертального руху мас барабани 6 обертаються за ходом руху прокату 15, інструменти 14 виходять із контакту з прокатом 15 (точка V, фіг. 3, 4), звільняючи шлях для його подальшого руху. Як тільки кутова швидкість обертання барабанів 6 стає менше від кутової швидкості обертання вихідного валу редуктору 11, відбувається автоматичне ввімкнення муфти вільної ходи 12, внаслідок чого знову утворюється жорсткий зв'язок між колінвалами 5 та валом редуктору 11, тобто починається процес зведення плунжерів 2. Кривошипно-шатунні механізми з барабанами 6 рухаються до положення ВМТ, пересуваючи плунжери 2, стискуючи при цьому газ в порожнинах ресиверів 1. У положенні перед ВМТ подається команда, наприклад, від шляхового вимикача (на кресленні не показано), на вимкнення односторонньої муфти 9 та гальма 10. Гальмо 10 фіксує вихідний вал редуктора, внаслідок чого усі частини пристрою займають положення, яке вказано на фіг. 1, тобто положення перед здійсненням робочого ходу. При подачі команди на ввімкнення односторонньої муфти 9 та гальма 10 робочий цикл повторюється. Пропонований нами пристрій для різання прокату дозволяє розрізати металевий пруток, який рухається зі швидкістю 10-15 м/с з якісним різом. Наявність у пропонованому пристрої муфти вільного ходу між електродвигуном та барабанами дозволяє зменшити металоємкість конструкції завдяки тому, що муфта не вимагає системи керування у вигляді пневмоциліндрів, електророзподілювачів та інших пристроїв, які необхідні у відомих пристроях. Порівняно з прототипом, пропонований пристрій дозволяє зменшити установочні потужності електродвигунів завдяки тому, що процес накопичення енергії відбувається на етапі зведення плунжерів. Використання пропонованого пристрою для різання рухомого матеріалу дозволяє збільшити продуктивність різання матеріалу за рахунок різання прокату в стані руху. Співвісне розташування ресиверів з кривошипно-шатунними механізмами дозволяє замкнути усі ударні навантаження всередині системи, тобто створити неметалоємку конструкцію. Очікуваний економічний ефект від використання пропонованого пристрою складе близько 7000 гривень, що підтверджується спрощеним розрахунком. № Од. Базовий ПропоноваПоказники п/п вим. варіант ний варіант 1 Продуктивність різів/хв 10 60 2 Вага т 21 12 3 Вартість грн. 15000 8000 Приблизна потреба народного господарства в машинах з використанням заявлюваного винаходу в цей час визначити не виявляється можливим. По заявлюваному винаходу в цей час виготовлена та випробувана експериментальна модель пристрою в Харківському авіаційному інституті. 3 32723 Фіг. 1 4 32723 Фіг. 2 5 32723 Фіг. 3 Фіг. 4 6 32723 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for cutting moving material
Автори англійськоюMorholenko Anatolii Serhiiovych
Назва патенту російськоюУстройство для резки подвижного материала
Автори російськоюМорголенко Анатолий Сергеевич
МПК / Мітки
МПК: B23D 15/00, B21J 7/00
Мітки: пристрій, різання, рухомого, матеріалу
Код посилання
<a href="https://ua.patents.su/7-32723-pristrijj-dlya-rizannya-rukhomogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для різання рухомого матеріалу</a>
Пристрій для різання сирцю ніздрюватого бетону
Номер патенту: 51116
Опубліковано: 15.11.2002
Автори: Большаков Володимир Іванович, Бурейко Сергій Володимирович, Клименко Владислава Юріївна, Мартиненко Володимир Олександрович, Подпальний Анатолій Федорович, Ястребцов Владислав Вікторович
МПК: B28B 11/14
Мітки: ніздрюватого, різання, бетону, пристрій, сирцю
Формула / Реферат:
Пристрій для різання сирцю ніздрюватого бетону, що містить привід, рухому раму з різальними струнами, привідні троси і направляючі пристосування для них, який відрізняється тим, що направляючі пристосування в нижній частині рами виконані у вигляді двоступінчастих барабанів, при цьому привідні троси шляхом обмотування закріплені на ступенях меншого діаметра Д1, а різальні струни жорстко зафіксовані на ступенях більшого діаметра Д2 з сектором...
Пристрій для різання стопи аркушевого паперового матеріалу
Номер патенту: 2584
Опубліковано: 26.12.1994
Автори: Полюдов Олександр Миколайович, Петріашвілі Георгій Георгійович, Бойчук Анатолій Леонідович, Якубовський Володимир Григорович
МПК: B26D 1/01
Мітки: паперового, стопи, матеріалу, пристрій, різання, аркушевого
Формула / Реферат:
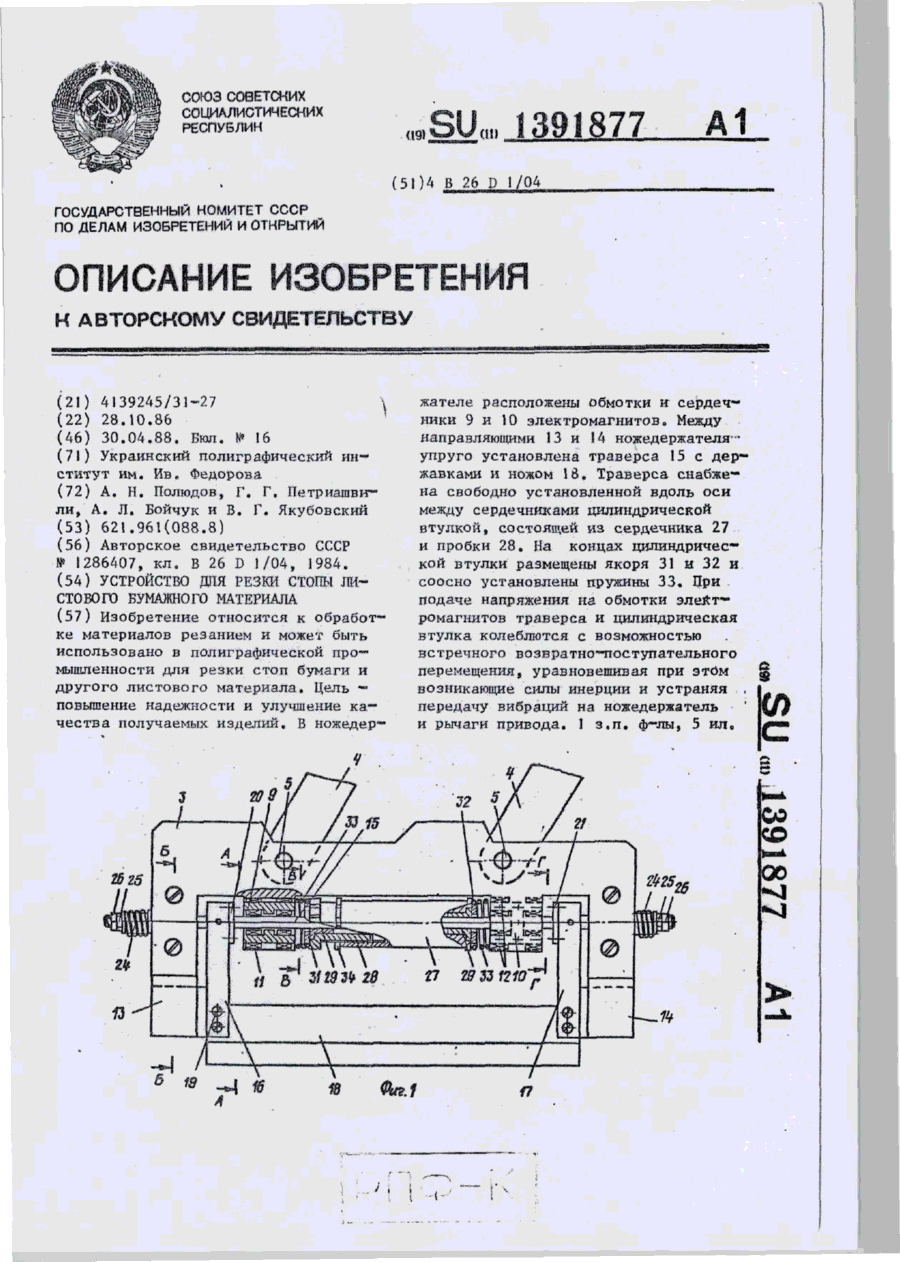
1. Устройство для резки стопы листового бумажного материала, содержащее станину, стол с установленным в нем марзаном, прижимную балку, ножедержатель с ножом, связанный с приводом, и вибратор, выполненный в виде реактивной части, включающей электромагниты и сердечники, и активной части, включающей траверсу, установленную между направляющими и упруго связанную с ножедержателем, державки, расположенные по обе стороны траверсы, и якоря...
Пристрій для різання каната в свердловині
Номер патенту: 50788
Опубліковано: 15.11.2002
Автори: Римчук Данило Васильович, Ленкевич Юрій Євгенович, Субаєв Абдула Закірович, Радковський Володимир Романович
МПК: E21B 29/00
Мітки: свердловини, різання, каната, пристрій
Формула / Реферат:
Пристрій для різання каната в свердловині, який має корпус, де встановлений з можливістю поздовжнього руху штовхач різців з похилими пазами, розміщені в пазах штовхача різців з можливістю радіального руху різці та рушій штовхача різців, який відрізняється тим, що рушій штовхача різців складається зі штоків та поршнів, пристрій оснащений запірною втулкою, в якій рівномірно по колу виконані осьові канали, та механізмом його фіксації на канаті...
Пристрій для віджимання соку та різання
Номер патенту: 387
Опубліковано: 30.08.1999
Автор: Політовська Галина Василівна
МПК: A47J 43/04
Мітки: різання, соку, пристрій, віджимання
Формула / Реферат:
Пристрій для віджимання соку та різання, що містить циліндричну робочу камеру з перфорацією і з шарнірно встановленим поршнем на шарнірно закріпленій до робочої камери рукоятці, який відрізняється тим, що днище робочої камери виконано у вигляді знімної перфорованої ножової ґратки.
Спосіб різання стоп паперу і пристрій для його здійснення
Номер патенту: 40253
Опубліковано: 16.07.2001
Автори: Полюдов Олександр Миколайович, Топольницький Роман Петрович, Коломієць Андрій Борисович
МПК: B26D 1/00
Мітки: здійснення, різання, пристрій, паперу, стоп, спосіб
Формула / Реферат:
1. Спосіб різання стоп паперу, який включає заглиблення ножів в стопу і розділення ії в напрямку, паралельному площинам аркушів стопи, одночасно з боку верхніх і нижніх аркушів, який відрізняється тим, що різання стопи здійснюють ножами почергово при забезпеченні низькочастотного обертання кожної точки крайок ножів по радіусу, який дорівнює 0,5-18·10-3 м.2. Пристрій для різання стоп паперу, який містить на основі два ножі,...
Попередній патент: Спосіб нанесення припою для паяння або зварювання-паяння деталей металевих конструкцій
Наступний патент: Пептид та спосіб його одержання
Випадковий патент: Скрубер для вловлювання залізовмісного пилу