Спосіб охолодження рухомого сталевого прокату
Номер патенту: 1472
Опубліковано: 25.07.1994
Автори: Шевцов Володимир Костянтинович, Шапіро Ілля Аронович, Могілевцев Петро Леонідович, Філатов Павло Володимирович, Романов Олександр Олександрович, Годецький Юрій Миколайович, Зінченко Іван Миколайович, Следнів Володимир Петрович, Ягупов Ігор Владиславович, Авраменко Олександр Володимирович, Бодня Моісей Ізраілевич, Остапенко Арнольд Леонтієвич, Неустроів Олександр Леонідович
Формула / Реферат
Способ охлаждения движущегося стального проката, включающий подачу водовоздушных струй на поверхность проката через систему коллекторов с соплами, объединенными в группы, размещенных симметрично над рольгангом параллельно направлению движения проката, отличающийся тем, что подают дополнительно на охлаждаемую поверхность проката через дополнительные сопла струи воды в область пересечения водовоздушных струй от соседних коллекторов, при этом расход воды на охлаждение перераспределяют, подавая дополнительно в виде водяных струй (20...30) % общего расхода воды, а отношение количества водяный струй к водовоздушным струям составляет 1:5 - 1:8 на единицу охлаждаемой поверхности, причем в каждой последующей по направлению движения проката струе воды ее расход увеличивают на 10% относительно предыдущей.
Текст
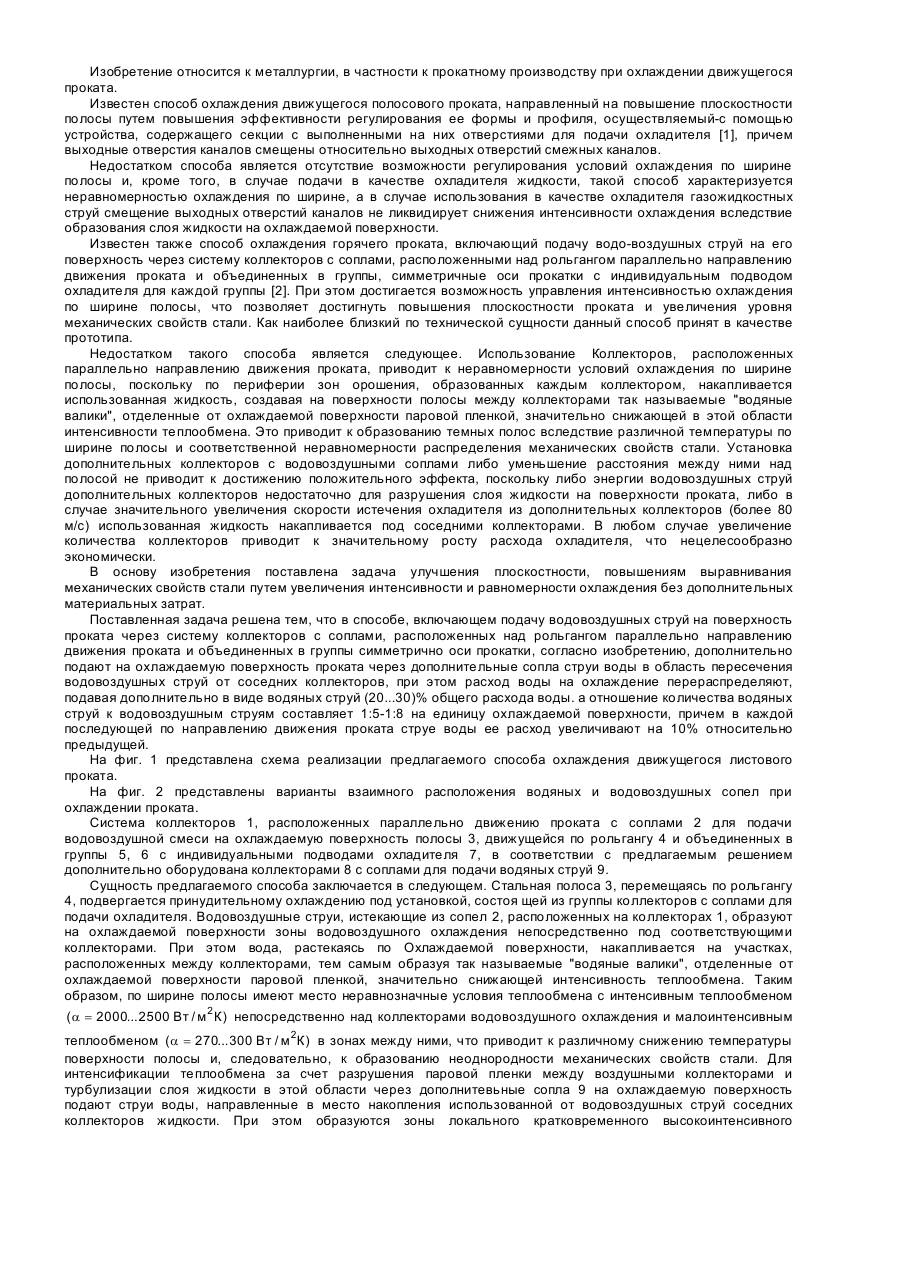
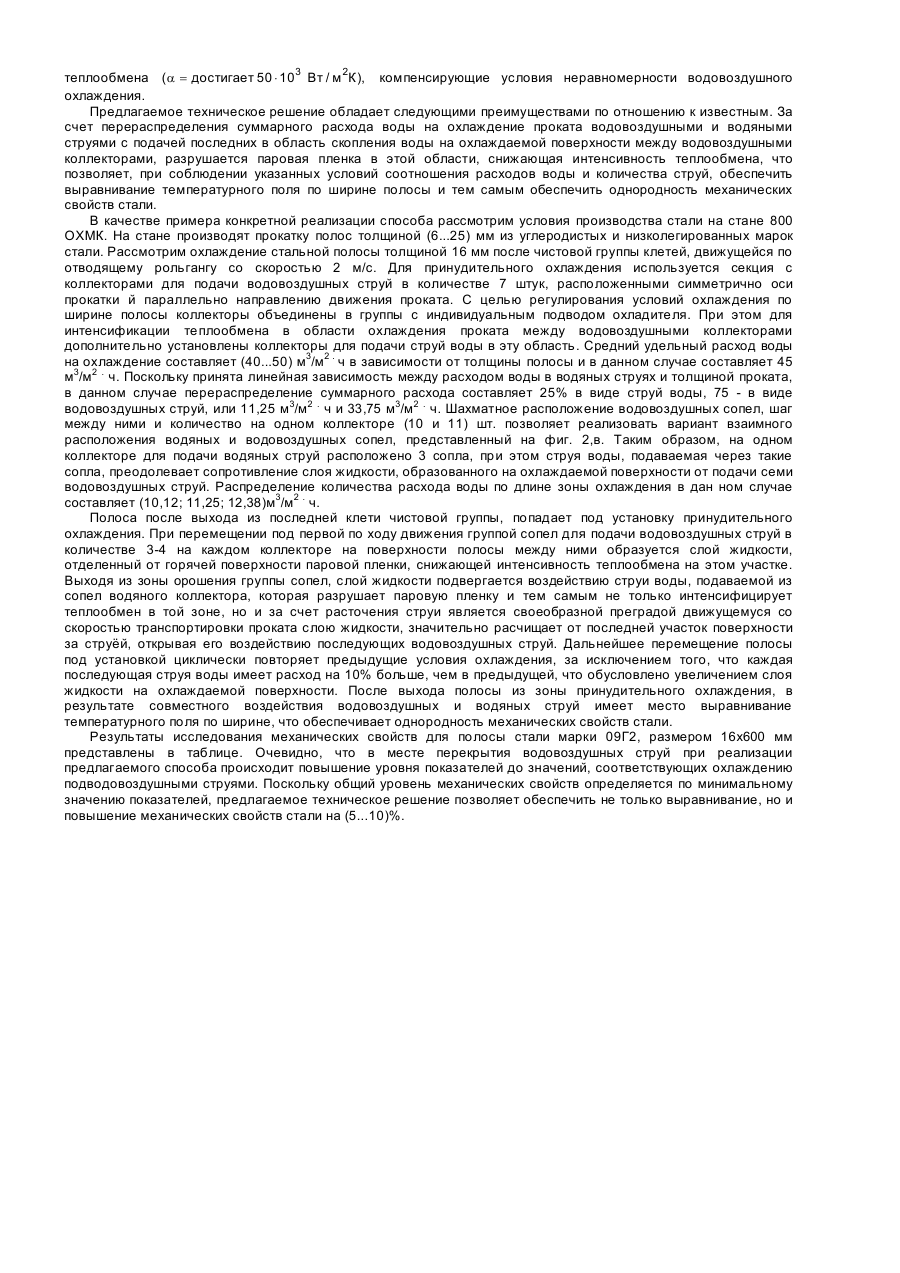
Изобретение относится к металлургии, в частности к прокатному производству при охлаждении движущегося проката. Известен способ охлаждения движущегося полосового проката, направленный на повышение плоскостности полосы путем повышения эффективности регулирования ее формы и профиля, осуществляемый-с помощью устройства, содержащего секции с выполненными на них отверстиями для подачи охладителя [1], причем выходные отверстия каналов смещены относительно выходных отверстий смежных каналов. Недостатком способа является отсутствие возможности регулирования условий охлаждения по ширине полосы и, кроме того, в случае подачи в качестве охладителя жидкости, такой способ характеризуется неравномерностью охлаждения по ширине, а в случае использования в качестве охладителя газожидкостных струй смещение выходных отверстий каналов не ликвидирует снижения интенсивности охлаждения вследствие образования слоя жидкости на охлаждаемой поверхности. Известен также способ охлаждения горячего проката, включающий подачу водо-воздушных струй на его поверхность через систему коллекторов с соплами, расположенными над рольгангом параллельно направлению движения проката и объединенных в группы, симметричные оси прокатки с индивидуальным подводом охладителя для каждой группы [2]. При этом достигается возможность управления интенсивностью охлаждения по ширине полосы, что позволяет достигнуть повышения плоскостности проката и увеличения уровня механических свойств стали. Как наиболее близкий по технической сущности данный способ принят в качестве прототипа. Недостатком такого способа является следующее. Использование Коллекторов, расположенных параллельно направлению движения проката, приводит к неравномерности условий охлаждения по ширине полосы, поскольку по периферии зон орошения, образованных каждым коллектором, накапливается использованная жидкость, создавая на поверхности полосы между коллекторами так называемые "водяные валики", отделенные от охлаждаемой поверхности паровой пленкой, значительно снижающей в этой области интенсивности теплообмена. Это приводит к образованию темных полос вследствие различной температуры по ширине полосы и соответственной неравномерности распределения механических свойств стали. Установка дополнительных коллекторов с водовоздушными соплами либо уменьшение расстояния между ними над полосой не приводит к достижению положительного эффекта, поскольку либо энергии водовоздушных струй дополнительных коллекторов недостаточно для разрушения слоя жидкости на поверхности проката, либо в случае значительного увеличения скорости истечения охладителя из дополнительных коллекторов (более 80 м/с) использованная жидкость накапливается под соседними коллекторами. В любом случае увеличение количества коллекторов приводит к значительному росту расхода охладителя, что нецелесообразно экономически. В основу изобретения поставлена задача улучшения плоскостности, повышениям выравнивания механических свойств стали путем увеличения интенсивности и равномерности охлаждения без дополнительных материальных затрат. Поставленная задача решена тем, что в способе, включающем подачу водовоздушных струй на поверхность проката через систему коллекторов с соплами, расположенных над рольгангом параллельно направлению движения проката и объединенных в группы симметрично оси прокатки, согласно изобретению, дополнительно подают на охлаждаемую поверхность проката через дополнительные сопла струи воды в область пересечения водовоздушных струй от соседних коллекторов, при этом расход воды на охлаждение перераспределяют, подавая дополнительно в виде водяных струй (20...30)% общего расхода воды. а отношение количества водяных струй к водовоздушным струям составляет 1:5-1:8 на единицу охлаждаемой поверхности, причем в каждой последующей по направлению движения проката струе воды ее расход увеличивают на 10% относительно предыдущей. На фиг. 1 представлена схема реализации предлагаемого способа охлаждения движущегося листового проката. На фиг. 2 представлены варианты взаимного расположения водяных и водовоздушных сопел при охлаждении проката. Система коллекторов 1, расположенных параллельно движению проката с соплами 2 для подачи водовоздушной смеси на охлаждаемую поверхность полосы 3, движущейся по рольгангу 4 и объединенных в группы 5, 6 с индивидуальными подводами охладителя 7, в соответствии с предлагаемым решением дополнительно оборудована коллекторами 8 с соплами для подачи водяных струй 9. Сущность предлагаемого способа заключается в следующем. Стальная полоса 3, перемещаясь по рольгангу 4, подвергается принудительному охлаждению под установкой, состоя щей из группы коллекторов с соплами для подачи охладителя. Водовоздушные струи, истекающие из сопел 2, расположенных на коллекторах 1, образуют на охлаждаемой поверхности зоны водовоздушного охлаждения непосредственно под соответствующими коллекторами. При этом вода, растекаясь по Охлаждаемой поверхности, накапливается на участках, расположенных между коллекторами, тем самым образуя так называемые "водяные валики", отделенные от охлаждаемой поверхности паровой пленкой, значительно снижающей интенсивность теплообмена. Таким образом, по ширине полосы имеют место неравнозначные условия теплообмена с интенсивным теплообменом ( a = 2000... 2500 Вт / м 2 К ) непосредственно над коллекторами водовоздушного охлаждения и малоинтенсивным теплообменом ( a = 270... 300 Вт / м 2К ) в зонах между ними, что приводит к различному снижению температуры поверхности полосы и, следовательно, к образованию неоднородности механических свойств стали. Для интенсификации теплообмена за счет разрушения паровой пленки между воздушными коллекторами и турбулизации слоя жидкости в этой области через дополнитевьные сопла 9 на охлаждаемую поверхность подают струи воды, направленные в место накопления использованной от водовоздушных струй соседних коллекторов жидкости. При этом образуются зоны локального кратковременного высокоинтенсивного теплообмена ( a = достигает 50 × 10 3 Вт / м 2К ), компенсирующие условия неравномерности водовоздушного охлаждения. Предлагаемое техническое решение обладает следующими преимуществами по отношению к известным. За счет перераспределения суммарного расхода воды на охлаждение проката водовоздушными и водяными струями с подачей последних в область скопления воды на охлаждаемой поверхности между водовоздушными коллекторами, разрушается паровая пленка в этой области, снижающая интенсивность теплообмена, что позволяет, при соблюдении указанных условий соотношения расходов воды и количества струй, обеспечить выравнивание температурного поля по ширине полосы и тем самым обеспечить однородность механических свойств стали. В качестве примера конкретной реализации способа рассмотрим условия производства стали на стане 800 ОХМК. На стане производят прокатку полос толщиной (6...25) мм из углеродистых и низколегированных марок стали. Рассмотрим охлаждение стальной полосы толщиной 16 мм после чистовой группы клетей, движущейся по отводящему рольгангу со скоростью 2 м/с. Для принудительного охлаждения используется секция с коллекторами для подачи водовоздушных струй в количестве 7 штук, расположенными симметрично оси прокатки й параллельно направлению движения проката. С целью регулирования условий охлаждения по ширине полосы коллекторы объединены в группы с индивидуальным подводом охладителя. При этом для интенсификации теплообмена в области охлаждения проката между водовоздушными коллекторами дополнительно установлены коллекторы для подачи струй воды в эту область. Средний удельный расход воды на охлаждение составляет (40...50) м3/м2 . ч в зависимости от толщины полосы и в данном случае составляет 45 м3/м2 . ч. Поскольку принята линейная зависимость между расходом воды в водяных струях и толщиной проката, в данном случае перераспределение суммарного расхода составляет 25% в виде струй воды, 75 - в виде водовоздушных струй, или 11,25 м3/м2 . ч и 33,75 м3/м2 . ч. Шахматное расположение водовоздушных сопел, шаг между ними и количество на одном коллекторе (10 и 11) шт. позволяет реализовать вариант взаимного расположения водяных и водовоздушных сопел, представленный на фиг. 2,в. Таким образом, на одном коллекторе для подачи водяных струй расположено 3 сопла, при этом струя воды, подаваемая через такие сопла, преодолевает сопротивление слоя жидкости, образованного на охлаждаемой поверхности от подачи семи водовоздушных струй. Распределение количества расхода воды по длине зоны охлаждения в дан ном случае составляет (10,12; 11,25; 12,38)м3/м2 . ч. Полоса после выхода из последней клети чистовой группы, попадает под установку принудительного охлаждения. При перемещении под первой по ходу движения группой сопел для подачи водовоздушных струй в количестве 3-4 на каждом коллекторе на поверхности полосы между ними образуется слой жидкости, отделенный от горячей поверхности паровой пленки, снижающей интенсивность теплообмена на этом участке. Выходя из зоны орошения группы сопел, слой жидкости подвергается воздействию струи воды, подаваемой из сопел водяного коллектора, которая разрушает паровую пленку и тем самым не только интенсифицирует теплообмен в той зоне, но и за счет расточения струи является своеобразной преградой движущемуся со скоростью транспортировки проката слою жидкости, значительно расчищает от последней участок поверхности за струёй, открывая его воздействию последующих водовоздушных струй. Дальнейшее перемещение полосы под установкой циклически повторяет предыдущие условия охлаждения, за исключением того, что каждая последующая струя воды имеет расход на 10% больше, чем в предыдущей, что обусловлено увеличением слоя жидкости на охлаждаемой поверхности. После выхода полосы из зоны принудительного охлаждения, в результате совместного воздействия водовоздушных и водяных струй имеет место выравнивание температурного поля по ширине, что обеспечивает однородность механических свойств стали. Результаты исследования механических свойств для полосы стали марки 09Г2, размером 16х600 мм представлены в таблице. Очевидно, что в месте перекрытия водовоздушных струй при реализации предлагаемого способа происходит повышение уровня показателей до значений, соответствующих охлаждению подводовоздушными струями. Поскольку общий уровень механических свойств определяется по минимальному значению показателей, предлагаемое техническое решение позволяет обеспечить не только выравнивание, но и повышение механических свойств стали на (5...10)%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cooling of moving steel rolled metal
Автори англійськоюNeustroiv Oleksandr Leonidovych, Shapiro Illia Aronovych, Yahupov Ihor Vladyslavovych, Sledniv Volodymyr Petrovych, Bodnia Moisei Izrailevych, Mohilevtsev Petro Leonidovych, Romanov Oleksandr Oleksandrovych, Filatov Pavlo Volodymyrovych, Shevtsov Volodymyr Kostiantynovych, Avramenko Oleksandr Volodymyrovych, Hodetskyi Yurii Mykolaiovych, Ostapenko Arnold Leontiievych, Zinchenko Ivan Mykolaiovych
Назва патенту російськоюСпособ охлаждения подвижного стального проката
Автори російськоюНеустроев Александр Леонидович, Шапиро Илья Аронович, Ягупов Игорь Владиславович, Следнив Владимир Петрович, Бодня Моисей Израилевич, Могилевцев Петр Леонидович, Романов Александр Александрович, Филатов Павел Владимирович, Шевцов Владимир Константинович, Авраменко Александр Владимирович, Годецкий Юрий Николаевич, Остапенко Арнольд Леонтьевич, Зинченко Иван Николаевич
МПК / Мітки
МПК: B21B 45/02, C21D 1/02
Мітки: охолодження, спосіб, рухомого, прокату, сталевого
Код посилання
<a href="https://ua.patents.su/4-1472-sposib-okholodzhennya-rukhomogo-stalevogo-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб охолодження рухомого сталевого прокату</a>
Пристрій для охолодження прокату, який рухається
Номер патенту: 400
Опубліковано: 30.04.1993
Автори: Мінаєв Олександр Анатолієвич, Бердічевський Юрій Євгенович, Кабаченко Сергій Борисович, Віліпп Олександр Іванович, Львовський Ян Семенович, Антонов Володимир Федорович, Пісарєв Олександр Георгійович, Сичков Олександр Борисович, Судья Володимир Петрович, Онищенко Сергій Олександрович
МПК: C21D 1/02, B21B 45/02
Мітки: охолодження, прокату, рухається, пристрій
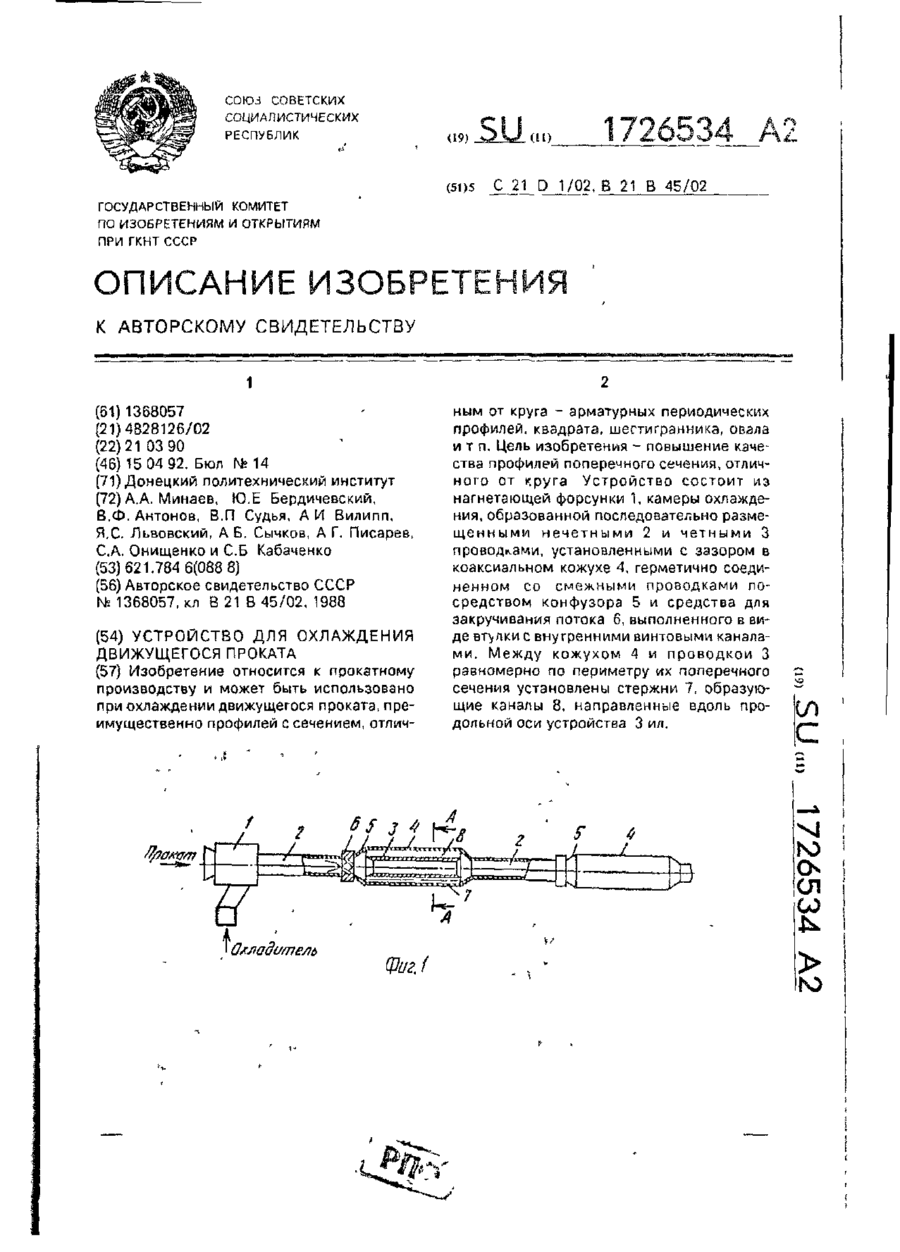
Формула / Реферат:
Формула изобретения Устройство для охлаждения движущегося проката по авт. св. № 1368057, отличающееся тем, что, с целью повышения качества профилей поперечного сечения отличного от круга путем повышения равномерности охлаждения их по периметру, оно снабжено продольными перегородками, установленными между направляющей проводкой и кожухом с образованием между ними каналов, параллельных продольной оси устройства.
Пристрій для прискореного охолодження прокату
Номер патенту: 806
Опубліковано: 15.12.1993
Автори: Кабаченко Сергій Борисович, Бердічевський Юрій Євгенович, Пілюшенко Віталій Лаврентьович, Юнаков Олександр Михайлович, Онищенко Сергій Олександрович, Деркач Дмитро Олександрович, Швердін Сергій Мітрофанович, Галюченко Іван Миколайович, Мінаєв Олександр Анатолієвич, Горбаньов Аркадій Олексійович
МПК: B21B 45/02
Мітки: пристрій, прискореного, охолодження, прокату
Формула / Реферат:
1. Устройство для ускоренного охлаждения проката, преимущественно арматуры и катанки, содержащее камеру охлаждения с местными внутренними сужениями по длине камеры, выполненными в виде изогнутых плоских пружин, установленных по периметру камеры с перекрытием одна другой, выпуклостью к продольной оси камеры, при этом конец пружины с входной стороны камеры закреплен в камере, а второй конец установлен свободно, отличающееся тем, что оно...
Пристрій для охолодження прокатного профілю
Номер патенту: 807
Опубліковано: 15.12.1993
Автори: Дмитриєв Василь Дмитрович, Бердічевський Юрій Євгенович, Следнєв Володимир Петрович, Мінаєв Олександр Анатолієвич, Плахов Володимир Семенович, Онищенко Сергій Олександрович, Шполянський Віталій Леонідович, Теряєв Олександр Митрофанович
МПК: B21B 45/02, C21D 1/62
Мітки: охолодження, прокатного, пристрій, профілю
Формула / Реферат:
Устройство для охлаждения прокатного профиля, содержащее корпус с перегородками в виде продольных пластин, разделяющих его на отдельные камеры, отличающееся тем, что продольные пластины шарнирно закреплены на противолежащих стенках корпуса с возможностью взаимодействия между собой свободными кромками, подпружинены и выполнены с упругими выступами, консольно прикрепленными к поверхности продольных пластин.
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Локтіонов Петро Якович, Крицький Володимир Леонідович, Паталаха Анатолій Кузьмич, Антипенко Валентин Григорович, Тарасов Віктор Іванович, Міллєр Віктор Вікторович, Мочонов Валерій Георгійович
МПК: B21B 1/38
Мітки: вироблення, прокату, листового, спосіб
Формула / Реферат:
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Спосіб реєстрації температури поверхні прокату та пристрій для його здійснення
Номер патенту: 939
Опубліковано: 15.12.1993
Автори: Брежнєв Леонід Іванович, Бельский Олег Іванович
Мітки: поверхні, температури, спосіб, пристрій, прокату, здійснення, реєстрації
Формула / Реферат:
1. Способ регистрации температуры поверхности проката, заключающийся в измерении и запоминании максимального значения прерываемого сигнала температуры излучения и регистрации температуры, отличающийся тем, что, с целью улучшения качества контроля нагрева металла для станов, работающих с одного подогрева в едином потоке металла с блюмингом, осуществляют идентификацию сигнала температуры поверхности конца прокатки посредством контроля...
Попередній патент: Сталь
Наступний патент: Спосіб лікування табакокуріння
Випадковий патент: Спосіб формування полів ураження маловисотних повітряних цілей