Спосіб виготовлення шин та прес-форма для його здійснення
Номер патенту: 5381
Опубліковано: 28.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович, Столяр Ігор Анатолійович, Коваленко Олексій Андрійович
Формула / Реферат
1. Способ изготовления шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей, и при смыкании пресс-формы производят формование шин с последующей вулканизацией, отличающийся тем, что перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок, причем образующую посадочную часть шины заготовку фиксируют по внутреннему диаметру посредством тарелки пресс-формы с наружным диаметром, равным внутреннему диаметру заготовки, а наружные заготовки фиксируют по торцам, размещая их между полуформами пресс-формы и соответствующими торцовыми поверхностями тарелок.
2. Пресс-форма для изготовления шин, содержащая верхние и нижние полуформы и тарелки, отличающаяся тем, что поверхности контакта соответствующих тарелок и полуформ выполнены с внутренним диаметром, меньшим наружного диаметра поверхности контакта тарелок между собой.
3. Пресс-форма по п. 2, отличающаяся тем, что тарелки выполнены с возможностью аксиального перемещения относительно соответствующей полуформы по цилиндрической направляющей.
4. Пресс-форма по пп. 2-3, отличающаяся тем, что между поверхностями контакта соответствующих полуформ и тарелок выполнены радиальные зазоры, причем радиальный зазор по наружному диаметру поверхностей контакта выбран превышающим радиальный зазор по внутреннему диаметру поверхностей контакта соответствующих тарелок и полуформ.
Текст
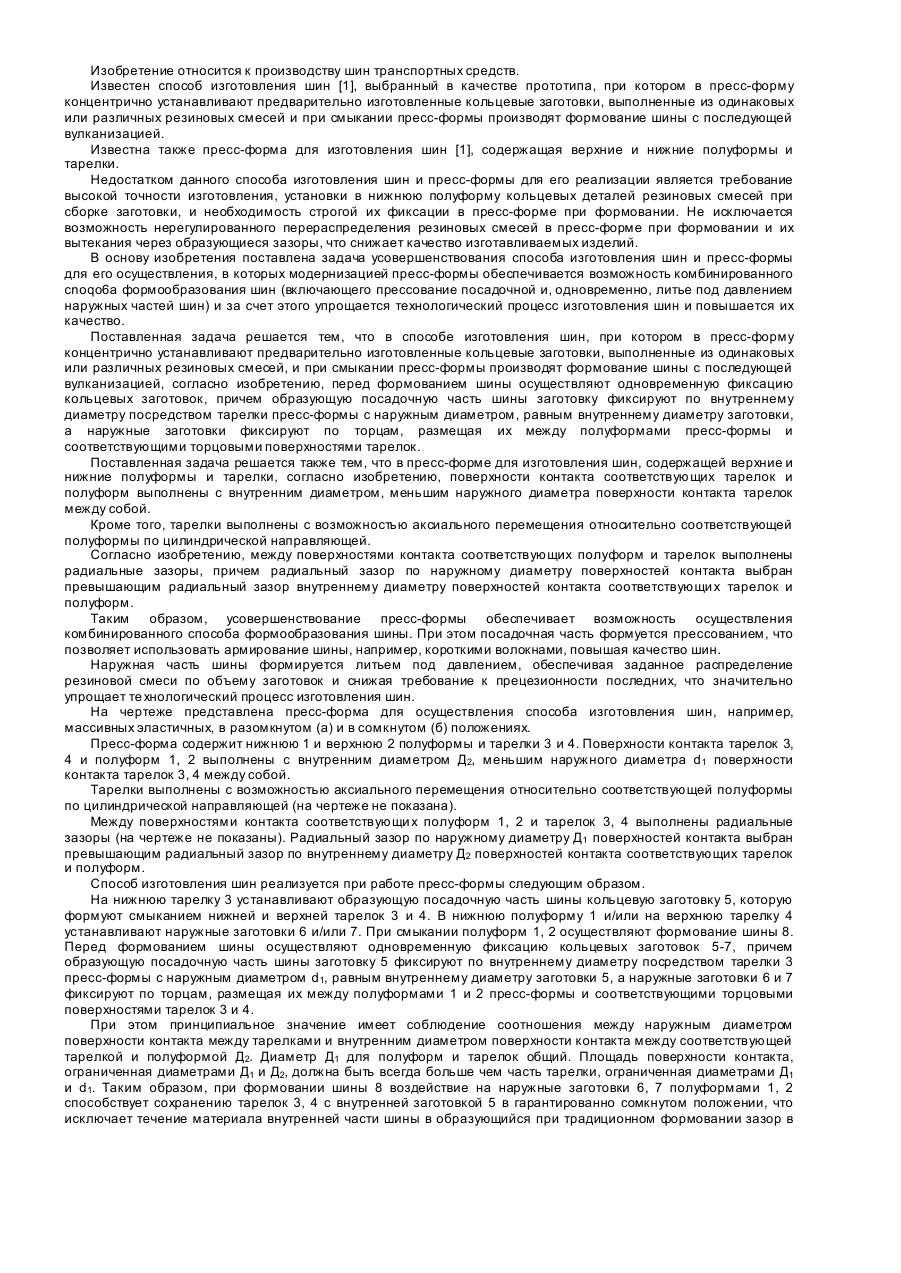
Изобретение относится к производству шин транспортных средств. Известен способ изготовления шин [1], выбранный в качестве прототипа, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей и при смыкании пресс-формы производят формование шины с последующей вулканизацией. Известна также пресс-форма для изготовления шин [1], содержащая верхние и нижние полуформы и тарелки. Недостатком данного способа изготовления шин и пресс-формы для его реализации является требование высокой точности изготовления, установки в нижнюю полуформу кольцевых деталей резиновых смесей при сборке заготовки, и необходимость строгой их фиксации в пресс-форме при формовании. Не исключается возможность нерегулированного перераспределения резиновых смесей в пресс-форме при формовании и их вытекания через образующиеся зазоры, что снижает качество изготавливаемых изделий. В основу изобретения поставлена задача усовершенствования способа изготовления шин и пресс-формы для его осуществления, в которых модернизацией пресс-формы обеспечивается возможность комбинированного cnoqo6a формообразования шин (включающего прессование посадочной и, одновременно, литье под давлением наружных частей шин) и за счет этого упрощается технологический процесс изготовления шин и повышается их качество. Поставленная задача решается тем, что в способе изготовления шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей, и при смыкании пресс-формы производят формование шины с последующей вулканизацией, согласно изобретению, перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок, причем образующую посадочную часть шины заготовку фиксируют по внутреннему диаметру посредством тарелки пресс-формы с наружным диаметром, равным внутреннему диаметру заготовки, а наружные заготовки фиксируют по торцам, размещая их между полуформами пресс-формы и соответствующими торцовыми поверхностями тарелок. Поставленная задача решается также тем, что в пресс-форме для изготовления шин, содержащей верхние и нижние полуформы и тарелки, согласно изобретению, поверхности контакта соответствующих тарелок и полуформ выполнены с внутренним диаметром, меньшим наружного диаметра поверхности контакта тарелок между собой. Кроме того, тарелки выполнены с возможностью аксиального перемещения относительно соответствующей полуформы по цилиндрической направляющей. Согласно изобретению, между поверхностями контакта соответствующих полуформ и тарелок выполнены радиальные зазоры, причем радиальный зазор по наружному диаметру поверхностей контакта выбран превышающим радиальный зазор внутреннему диаметру поверхностей контакта соответствующи х тарелок и полуформ. Таким образом, усовершенствование пресс-формы обеспечивает возможность осуществления комбинированного способа формообразования шины. При этом посадочная часть формуется прессованием, что позволяет использовать армирование шины, например, короткими волокнами, повышая качество шин. Наружная часть шины формируется литьем под давлением, обеспечивая заданное распределение резиновой смеси по объему заготовок и снижая требование к прецезионности последних, что значительно упрощает те хнологический процесс изготовления шин. На чертеже представлена пресс-форма для осуществления способа изготовления шин, например, массивных эластичных, в разомкнутом (а) и в сомкнутом (б) положениях. Пресс-форма содержит нижнюю 1 и верхнюю 2 полуформы и тарелки 3 и 4. Поверхности контакта тарелок 3, 4 и полуформ 1, 2 выполнены с внутренним диаметром Д2, меньшим наружного диаметра d1 поверхности контакта тарелок 3, 4 между собой. Тарелки выполнены с возможностью аксиального перемещения относительно соответствующей полуформы по цилиндрической направляющей (на чертеже не показана). Между поверхностями контакта соответствующи х полуформ 1, 2 и тарелок 3, 4 выполнены радиальные зазоры (на чертеже не показаны). Радиальный зазор по наружному диаметру Д1 поверхностей контакта выбран превышающим радиальный зазор по внутреннему диаметру Д2 поверхностей контакта соответствующих тарелок и полуформ. Способ изготовления шин реализуется при работе пресс-формы следующим образом. На нижнюю тарелку 3 устанавливают образующую посадочную часть шины кольцевую заготовку 5, которую формуют смыканием нижней и верхней тарелок 3 и 4. В нижнюю полуформу 1 и/или на верхнюю тарелку 4 устанавливают наружные заготовки 6 и/или 7. При смыкании полуформ 1, 2 осуществляют формование шины 8. Перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок 5-7, причем образующую посадочную часть шины заготовку 5 фиксируют по внутреннему диаметру посредством тарелки 3 пресс-формы с наружным диаметром d1, равным внутреннему диаметру заготовки 5, а наружные заготовки 6 и 7 фиксируют по торцам, размещая их между полуформами 1 и 2 пресс-формы и соответствующими торцовыми поверхностями тарелок 3 и 4. При этом принципиальное значение имеет соблюдение соотношения между наружным диаметром поверхности контакта между тарелками и внутренним диаметром поверхности контакта между соответствующей тарелкой и полуформой Д2. Диаметр Д1 для полуформ и тарелок общий. Площадь поверхности контакта, ограниченная диаметрами Д1 и Д2, должна быть всегда больше чем часть тарелки, ограниченная диаметрами Д1 и d1. Таким образом, при формовании шины 8 воздействие на наружные заготовки 6, 7 полуформами 1, 2 способствует сохранению тарелок 3, 4 с внутренней заготовкой 5 в гарантированно сомкнутом положении, что исключает течение материала внутренней части шины в образующийся при традиционном формовании зазор в результате размыкания тарелок. Отсутствие течения материала внутренней части шины особенно важно при армировании его короткими волокнами, способствующее со хранению заданной ориентации волокон, а следовательно и упруго-жесткостных свойств изделия. После вулканизации пресс-форма размыкается и осуществляют извлечение готовой шины. Далее цикл повторяется. Данный способ и конструкция пресс-формы позволяет реализовать следующие преимущества: - осуществи ть формование шины с сохранением распределения резиновых смесей по объему заготовок; - сохранить в процессе формования шины заданную ориентацию коротких волокон в детали внутренней части; - осуществить удобный технологический процесс производства шин и снизить требования к процессу изготовления деталей заготовок; - простота изготовления и эксплуатации пресс-формы.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for production of tires
Автори англійськоюNaumenko Oleksandr Petrovych, Kovalenko Oleksii Andriiovych, Stoliar Ihor Anatoliiovych, Dziura Yevhen Antonovych
Назва патенту російськоюСпособ изготовления шин и пресс-форма для его осуществления
Автори російськоюНауменко Александр Петрович, Коваленко Алексей Андреевич, Столяр Игорь Анатольевич, Дзюра Евгений Антонович
МПК / Мітки
МПК: B29C 35/02, B29L 30/00, B29D 30/00
Мітки: прес-форма, шин, спосіб, виготовлення, здійснення
Код посилання
<a href="https://ua.patents.su/2-5381-sposib-vigotovlennya-shin-ta-pres-forma-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення шин та прес-форма для його здійснення</a>
Прес-форма для виготовлення масивних шин
Номер патенту: 1625
Опубліковано: 25.10.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29C 35/02, B29D 30/00
Мітки: масивних, шин, прес-форма, виготовлення
Формула / Реферат:
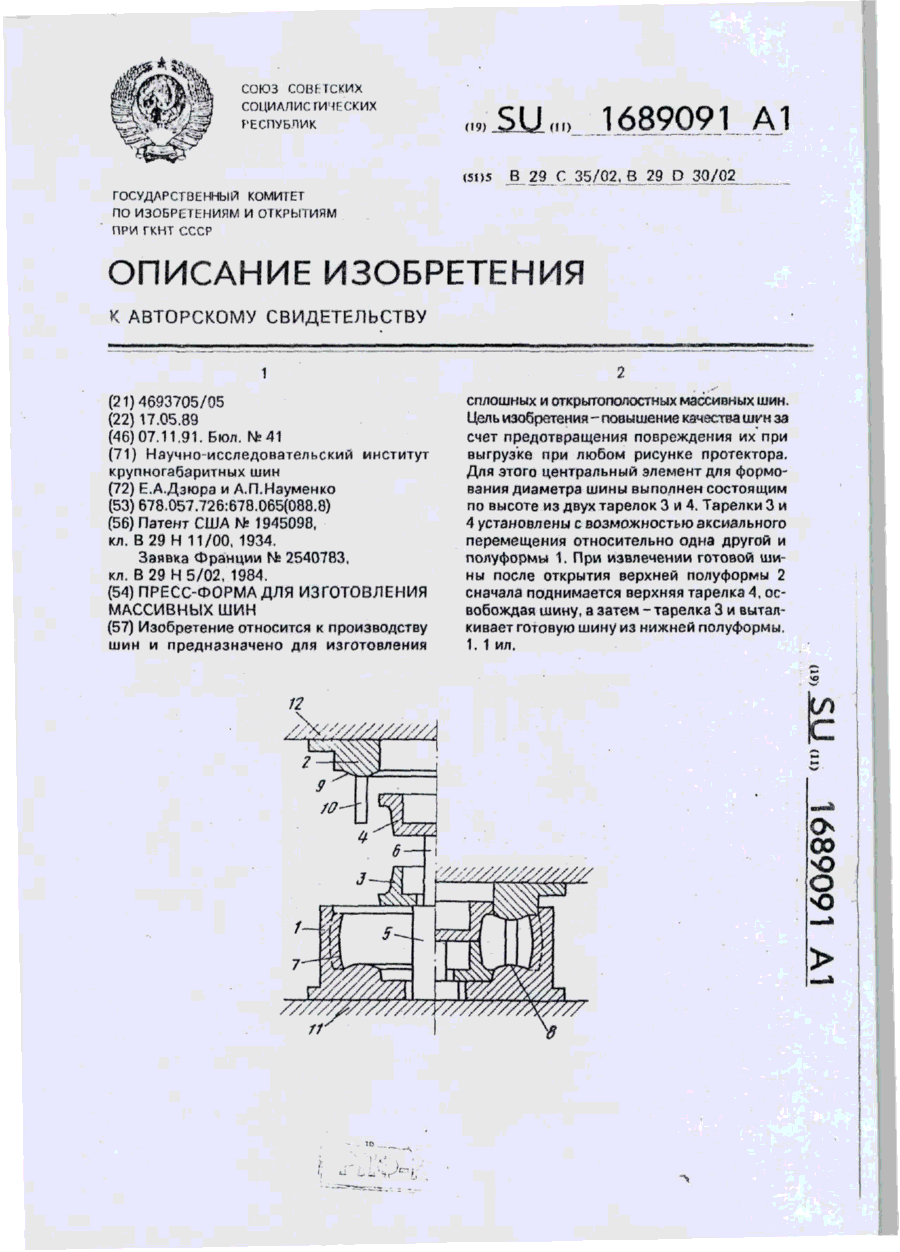
Пресс-форма для изготовления массивных шин, содержащая неподвижную и подвижную полуформы и формующий посадочную часть шины центральный элемент, отличающаяся тем, что, с целью повышения качества шин за счет предотвращения повреждения их при выгрузке из пресс-формы, центральный элемент выполнен состоящим по высоте из двух тарелок, установленных с возможностью аксиального перемещения относительно одна другой и неподвижной полуформы.
Прес-форма для виготовлення суцільних шин
Номер патенту: 2193
Опубліковано: 26.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29C 35/02, B29D 30/00
Мітки: виготовлення, суцільних, прес-форма, шин
Формула / Реферат:
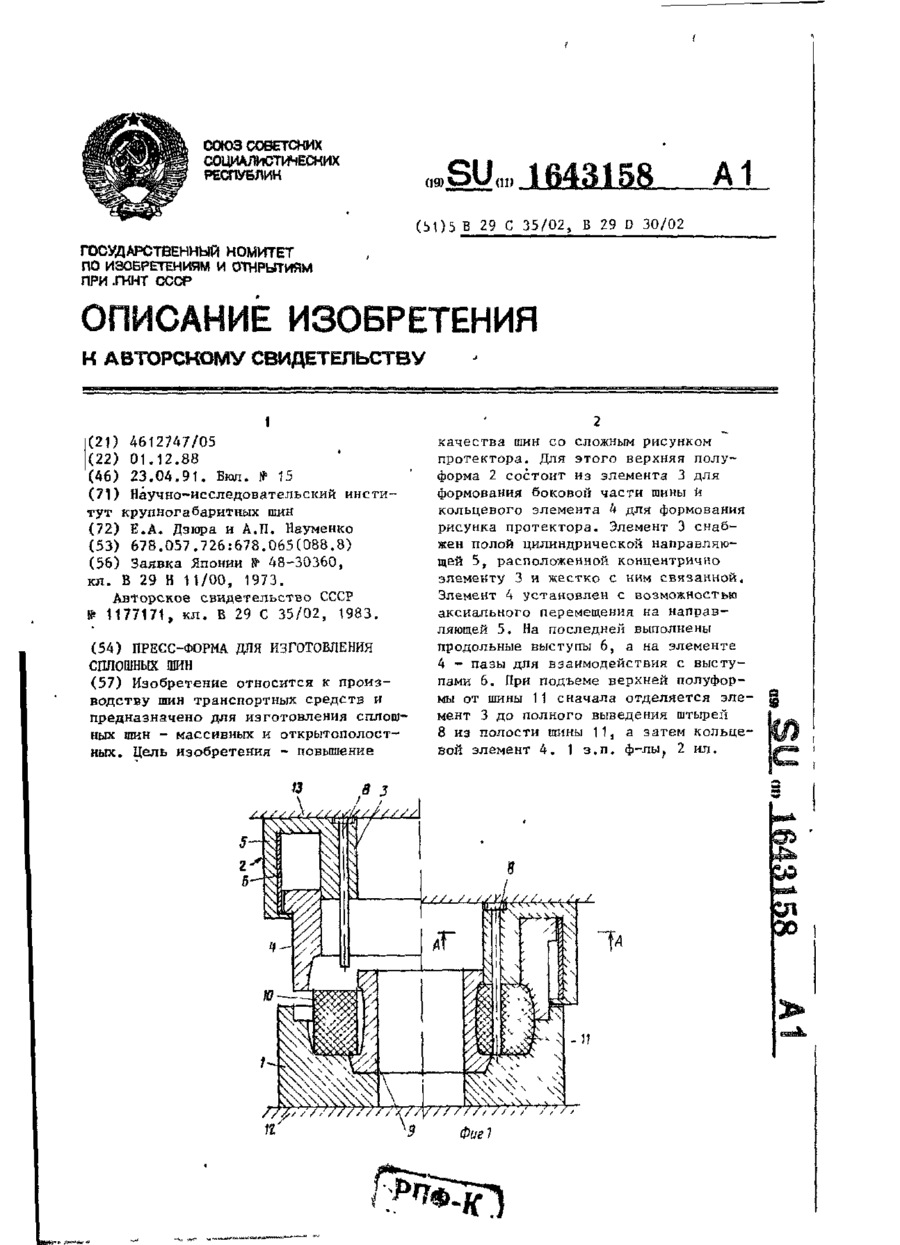
1. Пресс-форма для изготовления сплошных шин, содержащая неподвижную нижнюю и подвижную верхнюю полуформы, отличающаяся тем, что, с целью повышения качества шин со сложным рисунком, верхняя полуформа выполнена состоящей из элемента для формования боковой части шины, снабженного концентричной ему и жестко с ним связанной полой цилиндрической направляющей и установленного на цилиндрической направляющей с возможностью аксиального перемещения...
Спосіб виготовлення масивних шин
Номер патенту: 4114
Опубліковано: 27.12.1994
Автори: Дзюра Євген Антонович, Науменко Олександр Петрович
МПК: B29D 30/00
Мітки: спосіб, виготовлення, масивних, шин
Формула / Реферат:
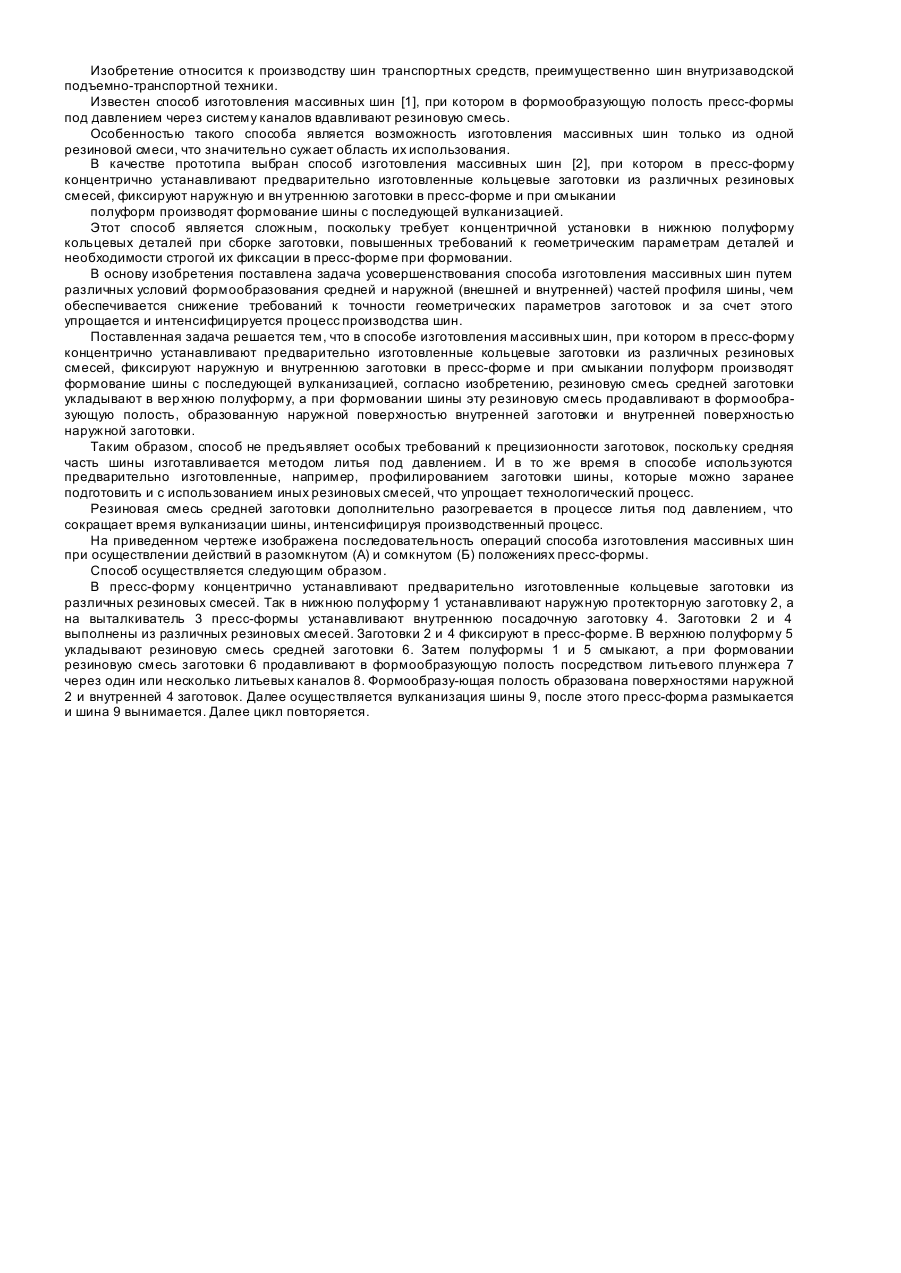
Способ изготовления массивных шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки из различных резиновых смесей, фиксируют наружную и внутреннюю заготовки в пресс-форме и при смыкании полуформ производят формование шины с последующей вулканизацией, отличающийся тем, что резиновую смесь средней заготовки укладывают в верхнюю полуформу, а при формовании шины эту резиновую смесь продавливают...
Ливарна прес-форма для виготовлення еластичних оболонок

Номер патенту: 1631
Опубліковано: 25.10.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29C 35/04, B29C 35/02
Мітки: оболонок, виготовлення, ливарна, прес-форма, еластичних
Формула / Реферат:
Литьевая пресс-форма для изготовления эластичных оболочек, содержащая нижнюю полуформу с расположенной в зоне экваториальной плоскости оболочки загрузочной камерой, верхнюю полуформу с плунжером и разъемный дорн, состоящий из верхней-и нижней частей, смонтированных с возможностью относительного аксиального перемещения, отличающаяся тем, что, с целью повышения качества эластичной оболочки за счет обеспечения равноценности ее свойств...
Прес-форма для вулканізації пневмооболонок
Номер патенту: 1626
Опубліковано: 25.10.1994
Автори: Полонов Олександр Маркович, Смірнов Олександр Генадійович, Дзюра Євген Антонович, Гітніков Ара Гершович
МПК: B29C 35/02
Мітки: вулканізації, прес-форма, пневмооболонок
Формула / Реферат:
Пресс-форма для вулканизации пневмооболочек, содержащая верхнюю и нижнюю полуформы, расположенные между ними кольцевые профильные вкладыши с идентичными центрирующими поверхностями на торцах и средство для их крепления, отличающаяся тем, что, с целью расширения технологических возможностей пресс-формы и повышения надежности ее в работе, каждый кольцевой вкладыш выполнен с конической боковой наружной поверхностью и кольцевым выступом по...
Попередній патент: Спосіб кількісного визначення хлорангідридів арилі алканкислот
Наступний патент: Замок
Випадковий патент: Лікарський засіб для лікування інфекції лентивірусом, препарат для лікування людини, яка інфікована лентивірусом