Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах
Номер патенту: 54221
Опубліковано: 17.02.2003
Автори: Ротару Іон Теодорович, Омесь Микола Михайлович, Теряєв Олександр Митрофанович, Корінь Андрій Олександрович, Шеремет Володимир Олександрович, Кукуй Давид Пенхусович
Формула / Реферат
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах, що включає прокатування з вільним і обмеженим розширенням, проміжні кантування і нерівномірне деформування центральної і крайніх зон розкату при прокатуванні з обмеженим розширенням, який відрізняється тим, що прокатування з вільним розширенням здійснюють із виконанням двох кантувань до відношення сумарних обтиснень по двох взаємно перпендикулярних напрямках у межах 2-3,5 при відношенні обтиснень у кожній парі проходів у межах 1,8-4, а наступне прокатування з обмеженим розширенням до першого кантування провадять зі співвідношенням ступенів деформування центральної і крайніх зон розкату в діапазоні 1,035-1,15.
Текст
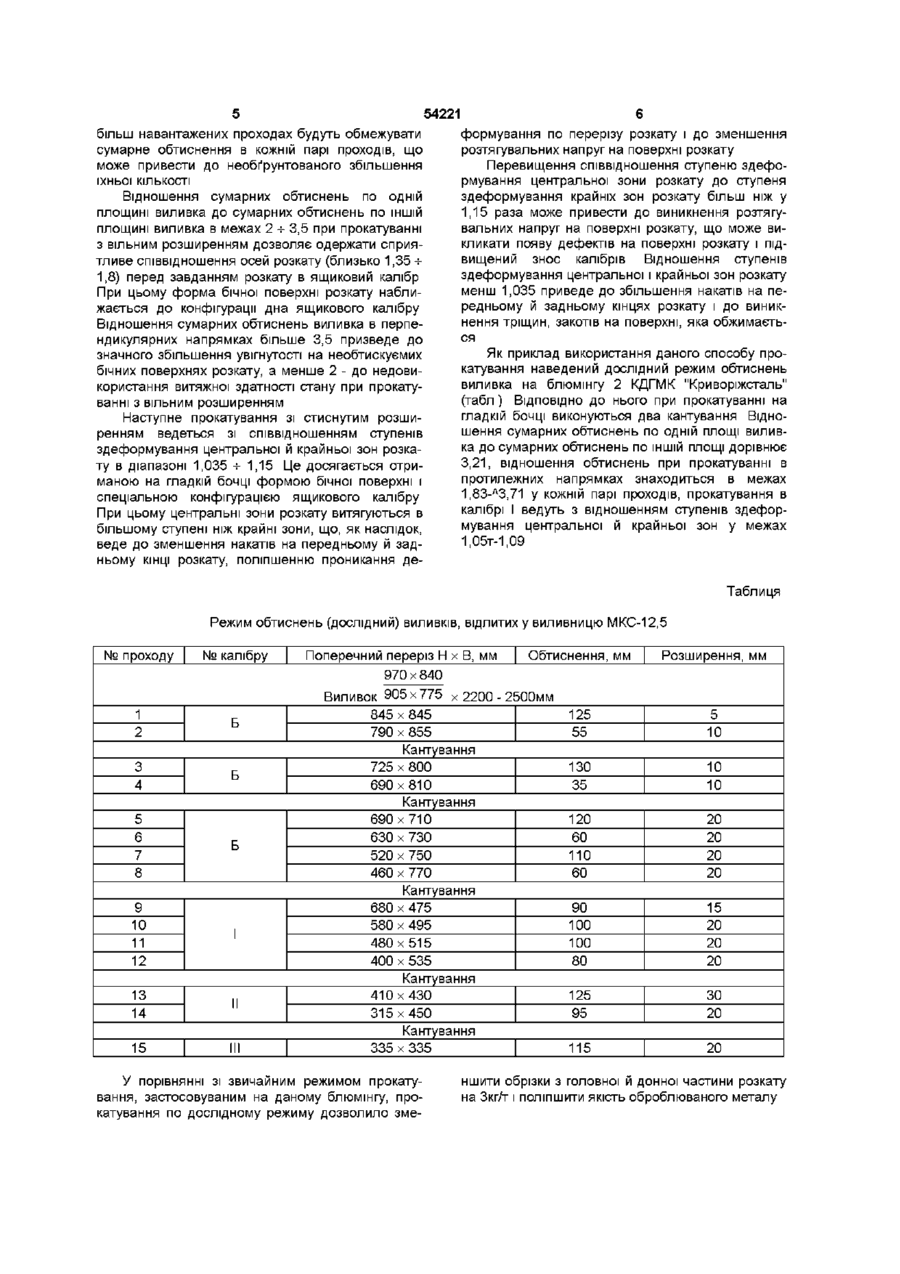
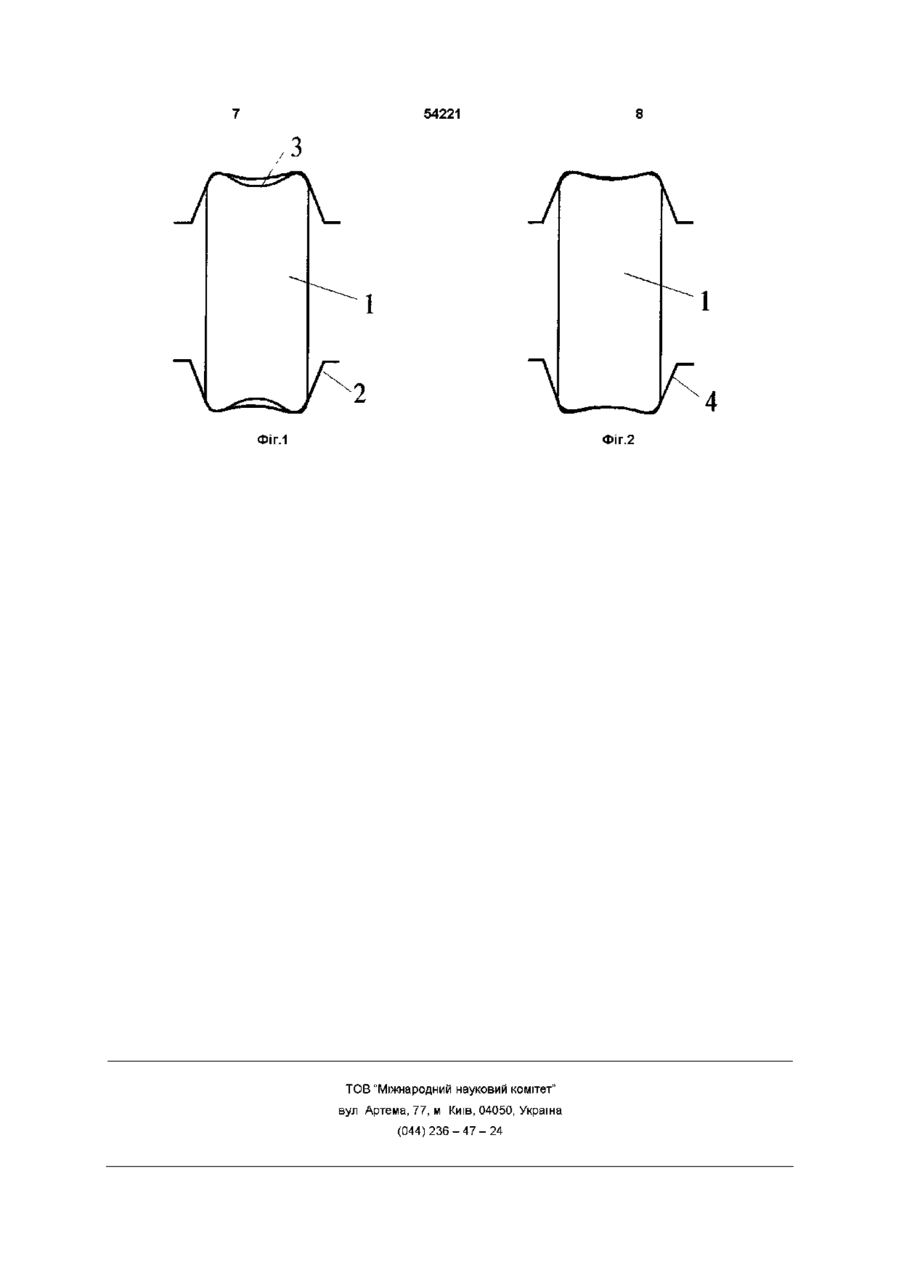
Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах, що включає прокатування з вільним і обмеженим розширенням, проміжні кантування і нерівномірне деформування центральної і крайніх зон розкату при прокатуванні з обмеженим розширенням, який відрізняється тим, що прокатування з вільним розширенням здійснюють із виконанням двох кантувань до відношення сумарних обтиснень по двох взаємно перпендикулярних напрямках у межах 2-3,5 при відношенні обтиснень у кожній парі проходів у межах 1,8-4, а наступне прокатування з обмеженим розширенням до першого кантування провадять зі співвідношенням ступенів деформування центральної і крайніх зон розкату в діапазоні 1,0351,15 Винахід відноситься до галузі чорної металурги і може бути використаним при прокатуванні виливків на реверсивних обтискних і заготовочних станах ВІДОМІ способи прокатування виливків на блюмінгу, що включають деформування виливка з вільним розширенням (на гладкій бочці) із проміжними кантуваннями чи без них і з обмеженим розширенням (у ящикових калібрах) із проміжними кантуваннями, традиційно застосовувані на практиці (Калибровка прокатных валков Чекмарев А П и др , М "Металлургия", 1971 стр 65) Однак заготівки, отримані при прокатуванні за таким способом, характеризуються найчастіше незадовільною якістю поверхні і підвищеною КІЛЬКІСТЮ кінцевих обрізків, виражених у вигляді дефекту типу "риб'ячий хвіст" Причинами цього є утворення великих увігнутостей на бічній поверхні виливка при прокатуванні з вільним розширенням (подвійне бочкоутворення), нерівномірність обтиснення розкату по ширині в перших проходах з обмеженим розширенням із переважаючим обтисненням крайніх зон стосовно центральної, близькі по величині обтиснення при знятті конусності в протилежних напрямках у кожній парі проходів прокатування з вільним розширенням, і наступне прокатування з обмеженим розширенням за кілька проходів, проміжні кантування для зміни напрямку обтиснення, причому прокатування з обмеженим розширенням здійснюють з нерівномірною деформацією центральної й крайніх зон розкату Це забезпечується відношенням суми довжин дуг контактів по центру розкату до суми довжин дуг контактів опуклих крайніх ділянок розкату в межах 0,95 -f 1,0 при відношенні довжини дуги контакту центральної ділянки до довжини дуги контакту крайніх ділянок у кожному проході 0,79 -ь 1,02 (Авторське свідоцтво СРСР № 1758937, В21В 1/02, 1990) Найбільш близьким по технічній суті до винаходу є спосіб прокатування виливків, що включає Вадою даного способу є те, що прокатування на гладкій бочці без кантувань чи з недостатньою їхньою КІЛЬКІСТЮ приводить до великої величини увігнутості бічних граней розкату При наступному прокатуванні в першому ящиковому калібрі, унаслідок більшого обтиснення внаслідок напливів у крайніх зонах поперечного перерізу виливка в порівнянні з центральною зоною, виникають розтягувальні напруги у центральній (увігнутій) частини розкату, які можуть викликати тріщини і закотини на поверхні обтискуваного виливка Відношення суми довжин дуг контактів центральної до крайніх ю 54221 ділянок розкату в межах 0,95 -ь 1,0 указує на переважаюче обтиснення крайніх ділянок розкату в порівнянні із середніми Відношення довжин дуг контакту центральної до крайніх ділянок розкату в одному проході, рівне 0,79 також указує на значне перевищення обтиснення крайніх ділянок у порівнянні із середніми що буде сприяти поганому проробленню центральних шарів металу і підвищенню КІЛЬКОСТІ кінцевих обрізків унаслідок збільшення дефекту типу "риб'ячий хвіст" При прокатуванні виливків із вільним розширенням спостерігається перекручування прямокутної форми поперечного перерізу розкату з утворенням увігнутості на бічних поверхнях розкату, які не обтискуються Це обумовлює появу розтягу вальних напруг і, як наслідок, виникнення дефектів Якщо величина опуклих зон, що утворюються на бічній поверхні виливка, велика, і стріла прогину дна ящикового калібру менше увігнутостей на поверхні скантованого виливка, то в перших проходах зі стиснутим розширенням крайні (опуклі) зони розкату дістають велику витяжку в порівнянні з центральними (увігнутими) зонами, тому що обтиснення в крайніх зонах вище обтиснення в центральній зоні розкату У результаті цього крайні зони розкату подовжуються більше чим центральні, при цьому в ребрових зонах переднього й заднього торців розкату утворяться накати (дефект "риб'ячий хвіст") Таким чином, головні й донні обрізки збільшуються Переважне обтиснення крайніх зон розкату приводить до виникнення розтягувальних напруг на поверхні розкату, ковзанню металу по поверхні калібру й обумовлює виникнення дефектів на поверхні розкату (тріщин, зморщок, закотів), а також підвищений знос калібрів В основу винаходу поставлено задачу такого удосконалення способу прокатування виливків на реверсивних обтискних і заготовочних станах, яке дозволило би зменшити кінцеві обрізки металу, виражені на розкатах у вигляді дефекту типу "риб'ячий хвіст", ПОЛІПШИТИ ЯКІСТЬ поверхні прокату за рахунок зниження поверхневих дефектів у вигляді тріщин, зморщок і закотів і покращити пророблення центральної зони розкату Поставлена задача вирішується тим, що при прокатуванні виливків на реверсивних обтискних і заготовочних станах прокатування з вільним розширенням здійснюють з виконанням двох кантувань до відношення сумарних обтиснень по двох взаємно перпендикулярних напрямках у межах 2 + 3,5 при відношенні обтиснень у кожній парі проходів у межах 1,8 -ь 4, а наступне прокатування з обмеженим розширенням до першого кантування провадять з нерівномірною деформацією по ширині заготівки, причому відношення ступенів здеформування центральної й крайніх зон розкату перебуває в діапазоні 1,035 -ь 1,15 Ознаками способу, спільними з ознаками найближчого аналога, є прокатування виливків на реверсивних обтискних і заготовочних станах, що включає прокатування з вільним і обмеженим розширенням, проміжні кантування і нерівномірне деформування центральної й крайніх зон розкату при прокатуванні з обмеженим розширенням Нові ознаки прокатування з вільним розширенням ведуть із виконанням двох кантувань до відношення сумарних обтиснень по двох взаємно перпендикулярних напрямках у межах 2 -ь 3,5 при відношенні обтиснень у кожній парі проходів у межах 1,8 v 4 Наступне прокатування з обмеженим розширенням до першого кантування ведуть зі співвідношенням ступенів здеформування центральної й крайніх зон розкату в діапазоні 1,035 + 1,15 На фіг 1 зображений скантований на 90 градусів розкат, що утворився при прокатуванні виливка з вільним розширенням, в умовах захоплення заготівки 1 валками 2 у першому проході з обмеженим розширенням при прокатуванні по методах традиційно застосовуваним, або при прокатуванні по методу, описаному в найближчому аналогу Очевидно, що в ребрових зонах розкату утворені значні напливи, обтиснення яких викликає переважне подовження цих зон і, як наслідок, утворення накатів у вигляді дефекту "риб'ячий хвіст" Крім того, у центральній ДІЛЯНЦІ заготівки утворена зона З, обтиснення в який буде нижче чим по краях розкату, що призведе до виникнення розтягу вальних напруг, на поверхні розкату і, як наслідок, появі дефектів на поверхні розкату і підвищеному зносу калібрів На фіг 2 зображено розкат, одержаний при прокатуванні виливка з вільним розширенням за пропонованим способом, що задається у перший ящиковий калібр Застосування пропонованого винаходу дозволяє уникнути значних напливів у ребрових зонах розкату і поставити у ВІДПОВІДНІСТЬ форму першого ящикового калібру 4 і форму бічної поверхні заготівки 1, одержувану при прокатуванні виливка з вільним розширенням Виконання двох кантувань при прокатуванні виливка на гладкій бочці (з вільним розширенням) сприяє підвищенню якості поверхні металу й зменшенню ступеню увігнутості на бічних поверхнях розкату за рахунок обтиснення на гладкій бочці після першого кантування увігнутості, утвореної до першого кантування При виконанні двох кантувань можливе одержання бічній поверхні розкату найбільше точно ВІДПОВІДНІЙ конфігурації дна ящикового калібру і меншого співвідношення осей розкату при переході від прокатування з вільним розширенням до прокатування з обмеженим розширенням Крім того, опуклість дна ящикового калібру в цьому випадку не повинна бути високою і не може являтися причиною утворення зморщок і закотів після кантування розкату і наступного його прокатування з обмеженим розширенням Застосування більше двох кантувань на гладкій бочці може привести до придбання розкатом ромбічного перерізу, що викличе втрату СТІЙКОСТІ Й звалювання розкату при наступному його прокатуванні з обмеженим розширенням Диференціація обтиснень у прямому й зворотному напрямку також сприяє зменшенню накатів за рахунок переважного обтиснення виливків у напрямку зменшення конусності виливка Відношення обтиснень у межах 1,8 -ь 4 обумовлюється співвідношенням осей виливка, максимальним припустимим обтисненням, сумарним обтисненням по кожній зі сторін виливка При відношенні обтиснень у кожній парі проходів менше 1,8 ступінь зменшення накатів незначна, при перевищенні цією величиною значення 4 кути захоплення в 54221 більш навантажених проходах будуть обмежувати сумарне обтиснення в кожній парі проходів, що може привести до необгрунтованого збільшення їхньої КІЛЬКОСТІ Відношення сумарних обтиснень по одній площині виливка до сумарних обтиснень по ІНШІЙ ПЛОЩИНІ виливка в межах 2 -ь 3,5 при прокатуванні з вільним розширенням дозволяє одержати сприятливе співвідношення осей розкату (близько 1,35 + 1,8) перед завданням розкату в ящиковий калібр При цьому форма бічної поверхні розкату наближається до конфігурації дна ящикового калібру Відношення сумарних обтиснень виливка в перпендикулярних напрямках більше 3,5 призведе до значного збільшення увігнутості на необтискуємих бічних поверхнях розкату, а менше 2 - до недовикористання витяжної здатності стану при прокатуванні з вільним розширенням Наступне прокатування зі стиснутим розширенням ведеться зі співвідношенням ступенів здеформування центральної й крайньої зон розкату в діапазоні 1,035 - 1,15 Це досягається отриь маною на гладкій бочці формою бічної поверхні і спеціальною конфігурацією ящикового калібру При цьому центральні зони розкату витягуються в більшому ступені ніж крайні зони, що, як наслідок, веде до зменшення накатів на передньому й задньому КІНЦІ розкату, поліпшенню проникання де формування по перерізу розкату і до зменшення розтягувальних напруг на поверхні розкату Перевищення співвідношення ступеню здеформування центральної зони розкату до ступеня здеформування крайніх зон розкату більш ніж у 1,15 раза може привести до виникнення розтягувальних напруг на поверхні розкату, що може викликати появу дефектів на поверхні розкату і підвищений знос калібрів Відношення ступенів здеформування центральної і крайньої зон розкату менш 1,035 приведе до збільшення накатів на передньому й задньому кінцях розкату і до виникнення тріщин, закотів на поверхні, яка обжимається Як приклад використання даного способу прокатування наведений дослідний режим обтиснень виливка на блюмінгу 2 КДГМК "Криворіжсталь" (табл) ВІДПОВІДНО ДО НЬОГО при прокатуванні на гладкій бочці виконуються два кантування Відношення сумарних обтиснень по одній площі виливка до сумарних обтиснень по ІНШІЙ ПЛОЩІ дорівнює 3,21, відношення обтиснень при прокатуванні в протилежних напрямках знаходиться в межах 1,83-Л3,71 у кожній парі проходів, прокатування в калібрі І ведуть з відношенням ступенів здеформування центральної й крайньої зон у межах 1,05т-1,09 Таблиця Режим обтиснень (дослідний) виливків, відлитих у виливницю МКС-12,5 № проходу № калібру 1 2 3 4 5 6 7 8 9 10 11 12 І 13 14 15 III Поперечний переріз Н х В, мм 970 х 840 Обтиснення, мм Виливок 905x775 х 2200 - 2500мм 845 х 845 125 790 х 855 55 Кантування 725 х 800 130 690x810 35 Кантування 690x710 120 630 х 730 60 520 х 750 110 460 х 770 60 Кантування 680 х 475 90 580 х 495 100 480x515 100 400 х 535 80 Кантування 410x430 125 315x450 95 Кантування 335 х 335 115 У порівнянні зі звичайним режимом прокатування, застосовуваним на даному блюмінгу, прокатування по дослідному режиму дозволило зме Розширення, мм 5 10 10 10 20 20 20 20 15 20 20 20 ЗО 20 20 ншити обрізки з головної й донної частини розкату на Зкгл" і поліпшити якість оброблюваного металу 54221 з і 7 Л ФІГ.1 Фіг.2 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of cast rolling on reversal primary and billet mills
Автори англійськоюKukuj Davyd Penkhusovych, Kukui Davyd Penhusovych, Kukui Davyd Penkhusovych, Teriaiev Oleksandr Mytrofanovych, Sheremet Volodymyr Oleksandrovych, Rotary Ion Teodorovych, Omes' Mykola Mykhailovych, Korin Andrii Oleksandrovych
Назва патенту російськоюСпособ прокатки отливок на реверсивных обжимных и заготовочных станах
Автори російськоюКукуй Давид Пенхусович, Теряев Александр Митрофанович, Шеремет Владимир Александрович, Ротару Ион Теодорович, Омесь Никорлай Михайлович, Коринь Андрей Александрович
МПК / Мітки
МПК: B21B 1/02
Мітки: обтискних, станах, реверсивних, прокатування, виливків, спосіб, заготовочних
Код посилання
<a href="https://ua.patents.su/4-54221-sposib-prokatuvannya-vilivkiv-na-reversivnikh-obtisknikh-i-zagotovochnikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатування виливків на реверсивних обтискних і заготовочних станах</a>
Спосіб прокатування заготовок на обтискних і заготовочних станах
Номер патенту: 32627
Опубліковано: 15.02.2001
Автори: Феофілактов Андрій Вікторович, Юнаков Олександр Михайлович, Маншилін Олександр Гейнійович, Тартачний Віктор Сергійович, Дишлевич Ігор Йосипович, Ревякін Олег Вікторович, Корінь Андрій Олександрович, Шульгін Григорій Митрофанович, Прядко Любов Давидівна
МПК: B21B 1/02
Мітки: заготовочних, станах, заготовок, прокатування, обтискних, спосіб
Текст:
...калібр, коли заготовка має випуклі крайні зони й угнуту середину (подвійне бочкоутворення), походить первісний обтиск випуклих зон, що, в свою чергу, наводить до появи на поверхні прокату закотів і зморшок, а також збільшує значення дефекту "риб'ячий хвіст" Найбільш близьким до запропонованого винаходу є спосіб прокатування напівфабрикатів на обтискних і заготовочних станах, за яким заготовку деформують із дворазовим переходом від...
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25818
Опубліковано: 15.05.2002
Автори: Кукуй Давид Пенхусович, Бродський Сергій Сергійович
МПК: B21B 1/02
Мітки: станах, пірамідальної, спосіб, прокатування, заготовочних, обтискних, зливків, форми
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних і заготовочних станах, при якому зливки деформують у двох взаємно перпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини в іншу з задачею у першому та першому після кантування пропусках зливка більшою основою у валки, який відрізняється тим, що у першому і у першому після кантування пропусках зливок деформують з абсолютним обтисканням 0,95 - 1,4...
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах
Номер патенту: 25819
Опубліковано: 30.10.1998
Автори: Попов Євген Святославович, Толпа Анатолій Андрійович
МПК: B21B 1/02
Мітки: прокатування, форми, спосіб, заготовочних, зливків, обтискних, пірамідальної, станах
Формула / Реферат:
Спосіб прокатування зливків пірамідальної форми на обтискних та заготовочних станах, при якому зливки деформують у двох взаємоперпендикулярних площинах з проміжними кантуваннями при переході деформації з однієї площини у іншу з задачею зливка у першому та у першому після кантування пропуску більшою основою у валки, який відрізняється тим, що до першого кантування обтискання виконують по широкій стороні зливка, до і після першого кантування...
Спосіб прокатування виливків розширених до площі з’єднання основної і головної частин
Номер патенту: 52469
Опубліковано: 16.12.2002
Автори: Бруханський Володимир Миколайович, Теряєв Олександр Митрофанович, Маншилін Олександр Гейнійович, Бабенко Михайло Антонович, Кукуй Давид Пенхусович, Корінь Андрій Олександрович, Кекух Анатолій Володимирович, Коротченков Валерій Михайлович, Сміяненко Ігор Миколайович, Феофілактова Катерина Володимирівна
Мітки: виливків, площі, спосіб, з'єднання, частин, основної, прокатування, розширених, головної
Формула / Реферат:
1. Спосіб підвищення молочної продуктивності корів та збереженості молодняку, шляхом згодовування корму, одержаного при вирощуванні грибів на основі соломи, який відрізняється тим, що в якості корму використовують субстрат, одержаний після третього урожаю плодових тіл гриба глива (Pleurotus ostreatus) і згодовують його коровам протягом сухостійного періоду по 3-5кг на голову на добу, додаючи до основного раціону.
Спосіб прокатки на обтискних станах
Номер патенту: 23185
Опубліковано: 19.05.1998
Автори: Новік Сергій Юлійович, Феофілактов Андрій Вікторович, Кукуй Давид Пенхусович, Устінов Володимир Віталійович, Кузьмін Сергій Олексійович, Чеботарьов Анатолій Петрович, Онищенко Сергій Олександрович
Мітки: прокатки, обтискних, станах, спосіб
Формула / Реферат:
Способ прокатки на обжимных станах, включающий деформирование заготовки в двух взаимно перпендикулярных плоскостях на гладкой бочке и в ящичных калибрах, отличающийся тем, что хотя бы в двух проходах деформацию переднего конца заготовки производят с относительным обжатием не менее чем в два раза превышающим относительное обжатие заднего конца заготовки, при этом отношение скорости прокатки конца, обжимаемого с большим относительным обжатием,...
Попередній патент: Виливок із напівспокійної й киплячої сталі
Наступний патент: Пристрій для розливання киплячих і напівспокійних сталей на виливки
Випадковий патент: Матеріал для оптичного реле температур