Пристрій для допресовки металу в тепловому вузлі
Номер патенту: 54239
Опубліковано: 17.02.2003
Автори: Котлярський Франко Мар'янович, Шеневідько Леонід Костянтинович, Борисов Георгій Павлович, Бєлік Валентин Іванович, Семенченко Анатолій Іванович, Шейгам Валерій Юрійович, Вернидуб Анатолій Григорович, Ласовецький Володимир Якович
Формула / Реферат
Пристрій для допресовки металу в тепловому вузлі виливка, що включає технологічну порожнину і плунжер, який відрізняється тим, що порожнина виконана в плунжері і має куполоподібну форму, а плунжер виконаний у вигляді коаксіальних елементів з можливістю їхнього відносного переміщення на величину 0,5-2,0 мм.
Текст
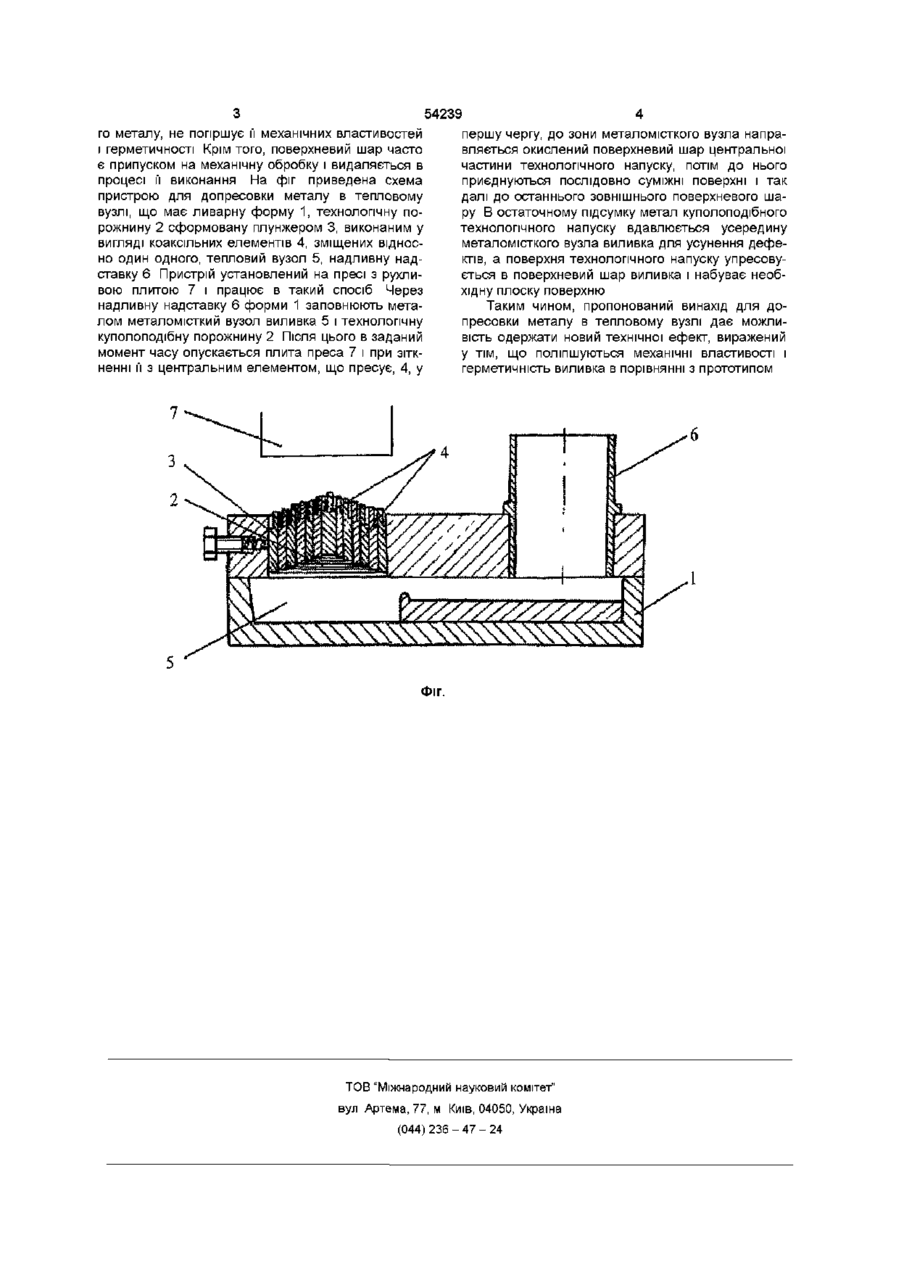
Пристрій для допресовки металу в тепловому вузлі виливка, що включає технологічну порожнину і плунжер, який відрізняється тим, що порожнина виконана в плунжері і має куполоподібну форму, а плунжер виконаний у вигляді коаксіальних елементів з можливістю їхнього відносного переміщення на величину 0,5 - 2,0мм Винахід відноситься до області ливарного виробництва, зокрема, до пристроїв для допресовки металу в тепловому вузлі Відомий пристрій для допресовки металу (Патент Англії №1028736, кп B3F, 1968), який обладнаний пресуючим поршнем Недоліком зазначеного пристрою є прилипання рідкого металу до поверхні поршня, що призводить до передчасного виходу його з ладу Крім того, метал, що налипає, утруднює переміщення поршня у вихідне положення і є причиною появи ти налипання розплаву до поршня, що пресує Однак воно має істотний недолік При підпресовці в тіло виливка разом з технологічним напуском впроваджується й окислена його бічна поверхня, що порушує суцільність металу, знижуючи при цьому механічні властивості і герметичність виливків В основу винаходу поставлена задача створення пристрою для допресовки металу в тепловому вузлі, що виключає упресовування в тіло виливка поверхні розділу Поставлена мета досягається тим, що у пристрої для допресовки металу в тепловому вузлі виливка, що включає технологічну порожнину та плунжер, згідно винаходу технологічна порожнина виконана в плунжері і має куполоподібну форму, а плунжер виконаний у виді коаксіальних елементів з можливістю їхнього відносного переміщення на величину 0,5 - 2,0мм Виконання технологічного напуску в плунжері в порівнянні з прототипом спрощує його виготовлення, а куполоподібна форма при збереженні необхідного обсягу металу формує мінімальну площу окисленої поверхні Виготовлення плунжера у виді коаксіальних елементів з можливістю їхнього відносного переміщення на величину 0,5 2,0мм дозволяє формувати куполоподібну форму технологічного напуску й упресовувати окислену поверхню технологічного напуску в поверхневий шар виливка на глибину, що не перевищує відносну величину їхнього переміщення Розташування окисленого шару технологічного напуску в поверхневому шарі виливка не порушує суцільності лито задирів у самому КОКІЛІ Найбільш близьким до пропонованого рішення є пристрій для реалізації способу одержання виливків (ас СРСР №572332 МПК B22D17/00, B22D27/14), сутність якого полягає в наступному У формі виконана спеціальна охолоджувана порожнина у вигляді зрізаного конуса з верхньою площиною якого стикується поршень для допресовки Відомий пристрій працює таким чином Після часткового твердіння металу в охолоджуваному технологічному напуску поршень переміщує у живлячий вузол виливка затверділий метал, завдяки чому на виливок, що твердіє, впливає надлишковий тиск Після затвердіння виливка поршень піднімають у вихідне положення, розбирають форму і витягають виливок Недоліком даного пристрою є те, що технологічний напуск у вигляді зрізаного конуса має велику площу окисленої поверхні, до складу якої входить бічна поверхня зрізаного конуса і верхня його основа Використання цього пристрою дозволяє усуну со Ю 54239 го металу, не погіршує її механічних властивостей і герметичності Крім того, поверхневий шар часто є припуском на механічну обробку і видаляється в процесі її виконання На фіг приведена схема пристрою для допресовки металу в тепловому вузлі, що має ливарну форму 1, технологічну порожнину 2 сформовану плунжером 3, виконаним у вигляді коаксільних елементів 4, зміщених відносно один одного, тепловий вузол 5, надливну надставку 6 Пристрій установлений на пресі з рухливою плитою 7 і працює в такий спосіб Через надливну надставку 6 форми 1 заповнюють металом металомісткий вузол виливка 5 і технологічну куполоподібну порожнину 2 Після ЦЬОГО В заданий момент часу опускається плита преса 7 і при зіткненні її з центральним елементом, що пресує, 4, у першу чергу, до зони металомісткого вузла направляється окислений поверхневий шар центральної частини технологічного напуску, потім до нього приєднуються послідовно суміжні поверхні і так далі до останнього зовнішнього поверхневого шару В остаточному підсумку метал куполоподібного технологічного напуску вдавлюється усередину металомісткого вузла виливка для усунення дефектів, а поверхня технологічного напуску упресовується в поверхневий шар виливка і набуває необхідну плоску поверхню Таким чином, пропонований винахід для допресовки металу в тепловому вузлі дає можливість одержати новий технічної ефект, виражений у тім, що поліпшуються механічні властивості і герметичність виливка в порівнянні з прототипом їУУУУУУУУУУУУУУ/^ Фіг. ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for repressing of metal in thermal unit
Автори англійськоюKotliarskyi Franko Marianovych, Sheiham Valerii Yuriiovych, Borysov Heorhii Pavlovych, Semenchenko Anatolii Ivanovych, Bielik Valentyn Ivanovych, Vernydub Anatolii Hryhorovych
Назва патенту російськоюУстройство для допрессовки металла в тепловом узле
Автори російськоюКотлярский Франко Марьянович, Шейгам Валерий Юрьевич, Борисов Георгий Павлович, Семенченко Анатолий Иванович, Белик Валентин Иванович, Вернидуб Анатолий Григорьевич
МПК / Мітки
МПК: B22D 27/11
Мітки: пристрій, металу, вузлі, допресовки, тепловому
Код посилання
<a href="https://ua.patents.su/2-54239-pristrijj-dlya-dopresovki-metalu-v-teplovomu-vuzli.html" target="_blank" rel="follow" title="База патентів України">Пристрій для допресовки металу в тепловому вузлі</a>
Транспортуючий пристрій для рамки з продуктом в тепловому апараті

Номер патенту: 41775
Опубліковано: 17.09.2001
Автор: Матвійцов Юрій Володимирович
МПК: A23B 4/044
Мітки: рамки, апараті, тепловому, продуктом, транспортуючий, пристрій
Формула / Реферат:
Транспортуючий пристрій для рамки з продуктом в тепловому апараті, що містить механізм переміщення рамки, який відрізняється тим, що механізм переміщення виконаний у вигляді двомасового вібратора, а рамка встановлена на ньому вертикально.
Пристрій для продувки металу, змінний блок для установлення в пристрій для продувки металу та затуляючий елемент для закриття каналу пристрою для продувки металу
Номер патенту: 11053
Опубліковано: 25.12.1996
Автори: Джозеф Вільям Кадбі, Кеннет Віл'ям Бейтс, Пітер Рональд Діксон
МПК: C21C 5/48
Мітки: металу, елемент, каналу, продувки, змінній, пристрій, блок, затуляючий, закриття, установлення, пристрою
Формула / Реферат:
(57) 1. Устройство для продувки металла газо-, или порошкообразными, или твердыми реагентами, содержащее сопловой блок из огнеупорного материала с по крайней мере одним соплом в виде выполненного в блоке канала для подачи реагентов, фурменную трубу, установленную с возможностью перемещения в канале, трубчатый элемент, размещенный в канале коаксиально фурменной трубе между стенкой канала и фурменной трубой, закрывающие каналы элементы в виде...
Пристрій для захисту струменя металу при розливці
Номер патенту: 698
Опубліковано: 15.11.2000
Автори: Єрмоленко Ганна Володимирівна, Івко Володимир Володимирович, Слівченко Анатолій Іванович, Учитель Лев Михайлович, Пікус Марк Ісерович, Бродський Сергій Сергійович, Кублицький Анатолій Васильович
МПК: B22D 11/10
Мітки: розливці, захисту, металу, пристрій, струменя
Формула / Реферат:
1. Пристрій для захисту струменя металу при розливці, що містить опору, встановлений на ній з можливістю повороту вертикальний стояк, несучу штангу, виконану зі з'єднаних між собою двох елементів, і обойму з захисною трубою, виконану з можливістю просторового переміщення навколо декількох осей, який відрізняється тим, що вертикальний стояк виконаний з консоллю для переміщення на ній по радіусу у горизонтальній площині несучої штанги, а несуча...
Спосіб визначення твердості металу та пристрій для його здійснення
Номер патенту: 26786
Опубліковано: 12.11.1999
Автор: Гербштейн Валентин Михайлович
МПК: G01N 3/40
Мітки: визначення, твердості, спосіб, пристрій, здійснення, металу
Формула / Реферат:
1. Спосіб визначення твердості металу втисненням у дослідний зразок твердого щупа, який відрізняється тим, що втиснюють одночасно два твердих електропровідних щупа у безпосередній близькості один від одного, а твердість визначають по величині електричного опору між двома втисненими у дослідний зразок щупами.2. Спосіб по п.1, який відрізняється тим, що щупи втиснюють і вимірювання проводять в ударному, імпульсному режимі.3....
Пристрій для різання листового металу
Номер патенту: 50806
Опубліковано: 15.11.2002
Автори: Созонтова Вікторія Анатоліївна, Пашнін Валерій Якович
МПК: B23K 7/00
Мітки: різання, пристрій, листового, металу
Формула / Реферат:
Пристрій для різання листового металу, який містить стіл з ребрами, що утворюють відсіки, які з’єднані за допомогою заслінок повітроприймача з повітроводом, і рухомо розташовану над столом газорізальну машину з кулачком для взаємодії з заслінками повітроприймача, який відрізняється тим, що кожна із заслінок розміщена горизонтально і закріплена на вертикальному штоці, який установлений з можливістю зворотно-поступального переміщення, при цьому...
Попередній патент: Магнітна транспортна машина
Наступний патент: Спосіб отримання низькоетерифікованого пектину
Випадковий патент: Спосіб обробки відходів