Спосіб формоутворення
Номер патенту: 5451
Опубліковано: 15.03.2005
Автори: Русаков Петро Володимирович, Шинський Олег Йосипович, Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ
Формула / Реферат
1. Спосіб формоутворення, що включає розміщення в сипучому наповнювачі моделі, що газифікується, який відрізняється тим, що форму виготовляють у податливому контейнері шляхом прикладення по всьому контуру поверхні форми сил об'ємного ущільнення наповнювача, створених різницею атмосферного тиску і розрідження у формі.
2. Спосіб за п. 1, який відрізняється тим, що податливу форму виготовляють за допомогою перфорованого жорсткого контейнера, у внутрішній простір якого вкладають гнучку газонепроникну оболонку, в якій після встановлення моделі і засипки наповнювача створюють розрідження.
Текст
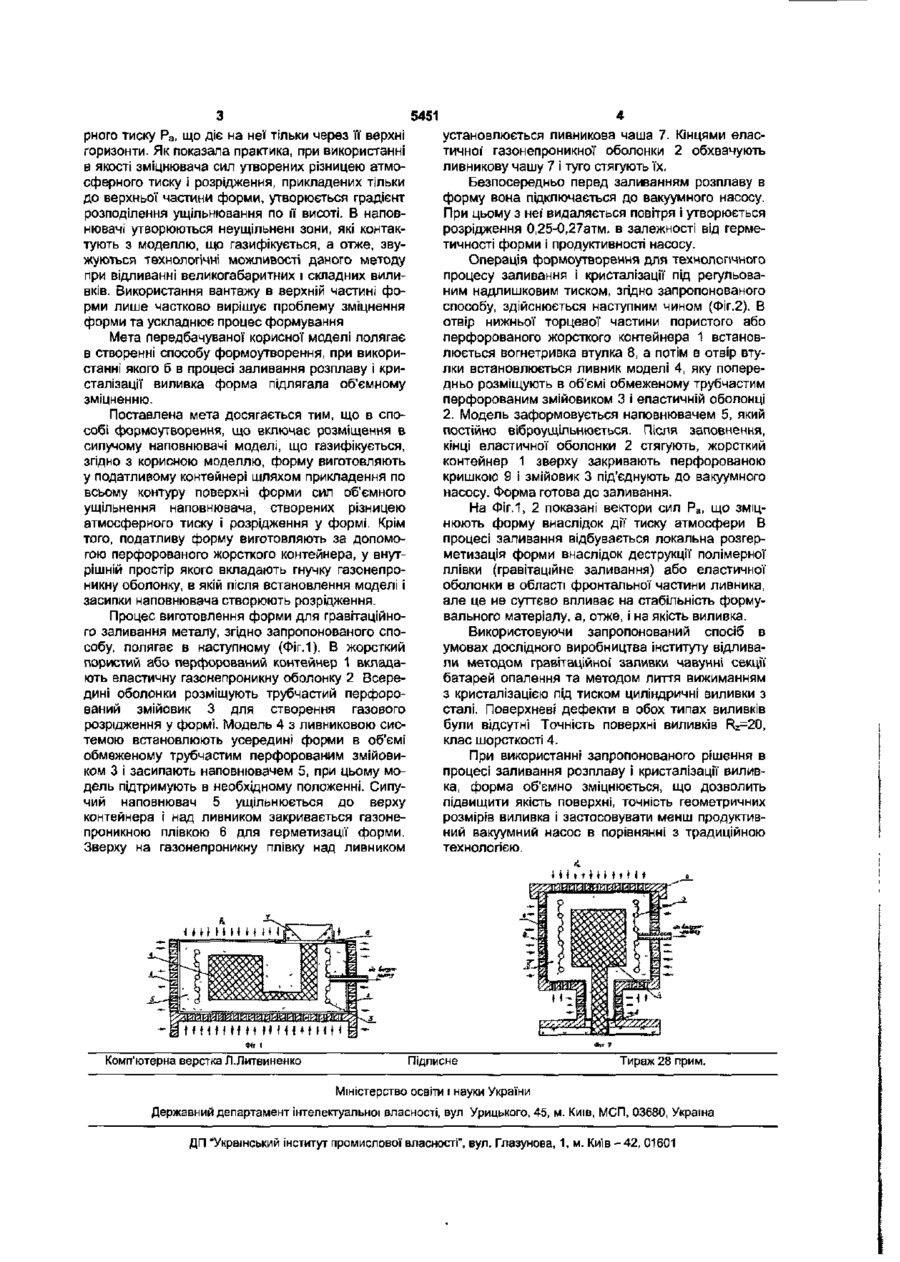
1. Спосіб формоутворення, що включає розміщення в сипучому наповнювачі моделі, що газифікується, який відрізняється тим, що форму Корисна модель відноситься до галузі ливарного виробництва і може бути використана для одержання виливків за моделями, що газифікуються. Відомий спосіб формоутворення зі зв'язаного формувального матеріалу, який використовують для лиття за моделями, що газифікуються [В.П Кирпиченков Технологический процесе литья по газифицируемым моделям. М., НИИМаш, 1971г, стр 45-53]. Він полягає в тому, що модель заформовується в піщано-глинистій, самотвердіючій, рідкоскляній суміші, цементному піску та ін. Недоліком цього способу є те, що для того, щоб уникнути деформації піномоделі при формуванні, необхідно вибирати формувальну суміш, що має необхідну рухомість, а також забезпечити необхідне ущільнення при невеликих тисках, оскільки пінополістирол має низькі характеристики міцності. Модель з об'ємною вагою 0,02-0,03г/см3 витримує навантаження при деформації 1% тільки 0,61,0кгс/см2. Контролювати рівномірність ущільнення досить складно навіть при ручній формовці. До недоліків цього виду форм необхідно віднести невисокі показники якості виливків, значні енергетичні та матеріальні витрати. Крім того, даний вид форми, в основному, використовується для виготовлення важких великогабаритних виливків в одиничному виробництві. Відомий спосіб формоутворення, який дозволяє застосовувати в якості формувальної суміші сипучий дисперсний феромагнітний матеріал, що зміцнюється на час заливання і кристалізації виливка магнітним полем [Литье по газифицируемым моделям /Под ред. Ю.А. Степанова -М.. Машиностроение, 1976г., стр.78-86]. Згідно даного спосо виготовляготь у податливому контейнері шляхом прикладення по всьому контуру поверхні форми сил об'ємного ущільнення наповнювача, створених різницею атмосферного тиску і розрідження у формі 2. Спосіб за п.1, який відрізняється тим, що податливу форму виготовляють за допомогою перфорованого жорсткого контейнера, у внутрішній простір якого вкладають гнучку газонепроникну оболонку, в якій після встановлення моделі і засипки наповнювача створюють розрідження бу, магнітне поле зв'язує феромагнітний матеріал форми. Однак даний спосіб має свої недоліки При його використанні з розміщенням моделі в наповнювачі розподіл магнітної індукції по всьому об'єму форми змінюється. Тому тиск феромагнітного матеріалу на модель в магнітному полі буде різним в різних частинах моделі, що може призвести до деформації' форми. Ще один з недоліків - при багаторазовому використанні шроту як формувального матеріалу, в ньому накопичуються продукти розкладу моделі, керамічні частинки, наприклад протипригарне покриття моделі, а також змінюється хімічний склад шроту. Все це впливає на структурно-механічні, електромагнітні та теплофізичні характеристики форми. А, отже, виникає необхідність в якісній сепарації формувального матеріалу Найбільш близьким до запропонованого по технічній суті є спосіб формоутворення з сипучого наповнювача, зміцненого вакуумом [B.C. Шуляк, С А. Рыбаков, К.А. Григорян Производство отливок по газифицируемым моделям -М.: МГИУ, 2001г, стр.240-244]. Для цього пінополістиролову модель заформовують в контейнері, зверху на нього накладають полімерну газонепроникну плівку. Безпосередньо перед заливанням металу форму підключають до вакуум-насосу та забезпечують вакуумування. Застосування вакууму істотно впливає на процес формоутворення' підвищується опір форми з сипучого наповнювача зсуву, чим розширюються можливості лиття за моделями, що газифікуються, для отримання габаритних виливків. Однак при використанні даного способу міцність форми забезпечується величиною атмосфе О> 5451 рного тиску Ра, що діє на неї тільки через її верхні горизонти. Як показала практика, при використанні в якості зміцнювача сил утворених різницею атмосферного тиску і розрідження, прикладених тільки до верхньої частини форми, утворюється градієнт розподілення ущільнювання по її висоті. В наповнювачі утворюються неущільнені зони, які контактують з моделлю, що газифікується, а отже, звужуються технологічні можливості даного методу при відливанні великогабаритних і складних виливків. Використання вантажу в верхній частині форми лише частково вирішує проблему зміцнення форми та ускладнює процес формування Мета передбачуваної корисної моделі полягає в створенні способу формоутворення, при використанні якого б в процесі заливання розплаву І кристалізації виливка форма підлягала об'ємному зміцненню. Поставлена мета досягається тим, що в способі формоутворення, що включає розміщення в сипучому наповнювачі моделі, що газифікується, згідно з корисною моделлю, форму виготовляють у податливому контейнері шляхом прикладення по всьому контуру поверхні форми сил об'ємного ущільнення наповнювача, створених різницею атмосферного тиску і розрідження у формі. Крім того, податливу форму виготовляють за допомогою перфорованого жорсткого контейнера, у внутрішній простір якого вкладають гнучку газонепроникну оболонку, в якій після встановлення моделі і засипки наповнювача створюють розрідження. Процес виготовлення форми для гравітаційного заливання металу, згідно запропонованого способу, полягає в наступному (ФІг.1). В жорсткий пористий або перфорований контейнер 1 вкладають еластичну газонепроникну оболонку 2 Всередині оболонки розміщують трубчастий перфорований змійовик 3 для створення газового розрідження у формі. Модель 4 з ливниковою системою встановлюють усередині форми в об'ємі обмеженому трубчастим перфорованим змійовиком 3 і засипають наповнювачем 5, при цьому модель підтримують в необхідному положенні. Сипучий наповнювач 5 ущільнюється до верху контейнера і над ливником закривається газонепроникною плівкою 6 для герметизації форми. Зверху на газонепроникну плівку над ливником установлюється ливникова чаша 7. Кінцями еластичної газонепроникної оболонки 2 обхвачують ливникову чашу 7 і туго стягують їх. Безпосередньо перед заливанням розплаву в форму вона підключається до вакуумного насосу. При цьому з неї видаляється повітря і утворюється розрідження 0,25-0,27атм. в залежності від герметичності форми і продуктивності насосу. Операція формоутворення для технологічного процесу заливання і кристалізації під регульованим надлишковим тиском, згідно запропонованого способу, здійснюється наступним чином (Фіг.2). В отвір нижньої торцевої частини пористого або перфорованого жорсткого контейнера 1 встановлюється вогнетривка втулка 8, а потім в отвір втулки встановлюється ливник моделі 4, яку попередньо розміщують в об'ємі обмеженому трубчастим перфорованим змійовиком 3 і еластичній оболонці 2. Модель заформовується наповнювачем 5, який постійно віброущільнюється. Після заповнення, кінці еластичної оболонки 2 стягують, жорсткий контейнер 1 зверху закривають перфорованою кришкою 9 і змійовик 3 під'єднують до вакуумного насосу. Форма готова до заливання. На Фіг.1, 2 показані вектори сил Ра, що зміцнюють форму внаслідок дії тиску атмосфери В процесі заливання відбувається локальна розгерметизація форми внаслідок деструкції полімерної плівки (гравітаційне заливання) або еластичної оболонки в області фронтальної частини ливника, але це не суттєво впливає на стабільність формувального матеріалу, а, отже, і на якість виливка. Використовуючи запропонований спосіб в умовах дослідного виробництва інституту відливали методом гравітаційної заливки чавунні секції батарей опалення та методом лиття вижиманням з кристалізацією під тиском циліндричні виливки з сталі. Поверхневі дефекти в обох типах виливків були відсутні Точність поверхні виливків Rz=20, клас шорсткості 4. При використанні запропонованого рішення в процесі заливання розплаву і кристалізації виливка, форма об'ємно зміцнюється, що дозволить підвищити якість поверхні, точність геометричних розмірів виливка і застосовувати менш продуктивний вакуумний насос в порівнянні з традиційною технологією. і I КММИНННИ ИМ й ФІГ 1 Комп'ютерна верстка Л.Литвин єн ко Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюForming method
Автори англійськоюShynskyi Oleh Yosypovych, Rusakov Petro Volodymyrovych, Yakovyshyn Oleh Anatoliiovych, Shynskyi Ihor Olehovych
Назва патенту російськоюСпособ формообразования
Автори російськоюШинский Олег Иосифович, Русаков Петр Владимирович, Яковишин Олег Анатольевич, Шинский Игорь Олегович
МПК / Мітки
МПК: B22C 9/04
Мітки: формоутворення, спосіб
Код посилання
<a href="https://ua.patents.su/2-5451-sposib-formoutvorennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб формоутворення</a>
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Васильків Василь Васильович, Пилипець Михайло Ількович, Гевко Ігор Богданович, Гупка Богдан Васильович, Лясота Оксана Михайлівна
МПК: B21D 11/06
Мітки: гвинтових, спосіб, верстат, заготовок, формоутворення, профільних, реалізації
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Пристрій для формоутворення спіралей сіток
Номер патенту: 33273
Опубліковано: 15.02.2001
Автор: Янковський Рудольф Річардович
МПК: B21F 27/00
Мітки: сіток, формоутворення, спіралей, пристрій
Текст:
...з приводом обертання, надання профільному перерізу навивного ножа у місті розміщення пуансонів меншої площини забезпечує можливість зміни форми витків спіралі. При цьому виткам спіралі можна надати будь якої конфігурації завдяки формоутворюючим стискаючим поверхням пуансонів. Таким чином, пристрій має багатоваріантні технологічні можливості у формоутворенні витків спіралей сіток з дроту. з Пристрій для формоутворення спіралей сіток,...
Верстат для багатостадійного формоутворення металу
Номер патенту: 48307
Опубліковано: 15.08.2002
Автори: Флурі Ульріх, Деттвілер Хейнц, Рухті Даніель
МПК: B21K 1/00, B21K 27/00, B21J 13/00
Мітки: металу, багатостадійного, формоутворення, верстат
Формула / Реферат:
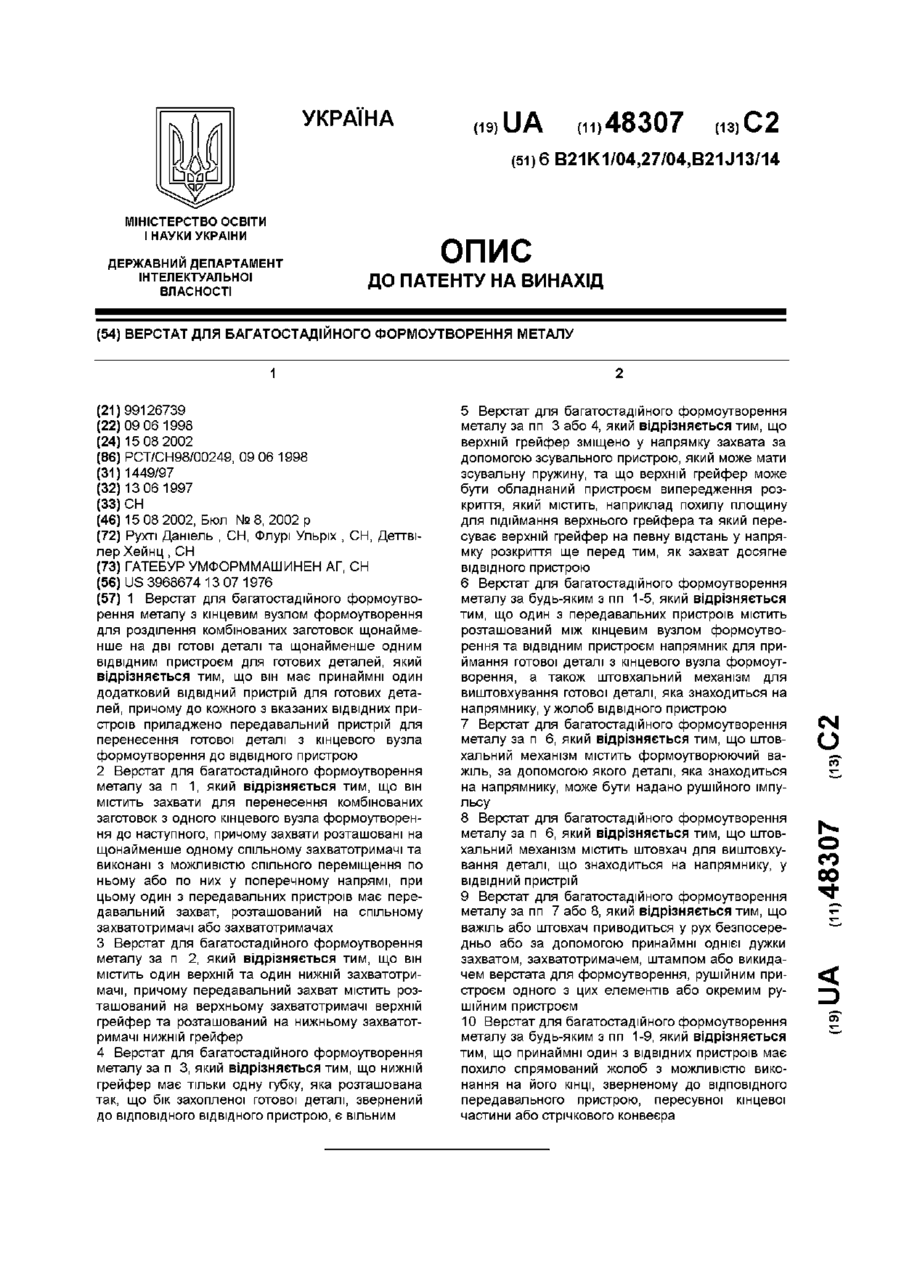
1. Верстат для багатостадійного формоутворення металу з кінцевим вузлом формоутворення для розділення комбінованих заготовок щонайменше на дві готові деталі та щонайменше одним відвідним пристроєм для готових деталей, який відрізняється тим, що він має принаймні один додатковий відвідний пристрій для готових деталей, причому до кожного з вказаних відвідних пристроїв приладжено передавальний пристрій для перенесення готової деталі з кінцевого...
Пристрій для формоутворення профільних гвинтових елементів на крок
Номер патенту: 62616
Опубліковано: 15.12.2003
Автори: Драган Андрій Петрович, Лящук Олег Леонтійович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: формоутворення, профільних, пристрій, гвинтових, елементів, крок
Формула / Реферат:
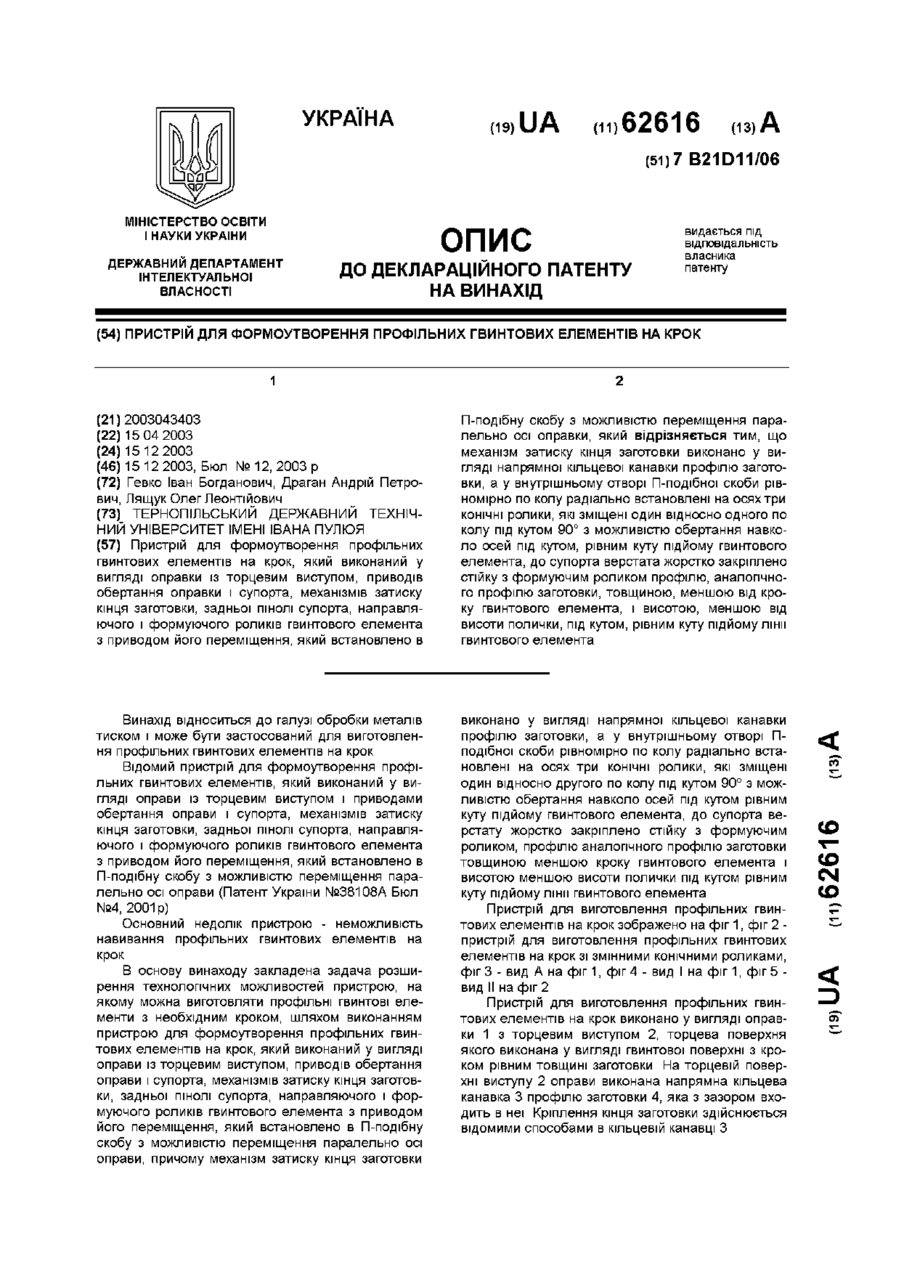
Пристрій для формоутворення профільних гвинтових елементів на крок, який виконаний у вигляді оправки із торцевим виступом, приводів обертання оправки і супорта, механізмів затиску кінця заготовки, задньої пінолі супорта, направляючого і формуючого роликів гвинтового елемента з приводом його переміщення, який встановлено в П-подібну скобу з можливістю переміщення паралельно осі оправки, який відрізняється тим, що механізм затиску кінця...
Спосіб електрохімічного формоутворення деталей

Номер патенту: 40551
Опубліковано: 16.07.2001
Автори: Кесарійський Олександр Георгійович, Капустін Олександр Анатолійович
МПК: B23H 7/00
Мітки: електрохімічного, деталей, спосіб, формоутворення
Формула / Реферат:
Формула изобретенияСпособ электрохимического формообразования деталей, включающий установку и закрепление заготовки, нагружение заготовки рабочей нагрузкой, электрохимическую обработку заготовки с одновременным управлением процессом, отличающийся тем, что, с целью расширения техкологических возможностей способа, эаготовку ззкрепляют со штатным условием закрепления детали, затем устанавливают регистрирующий материал, обеспечие его...
Попередній патент: Пристрій для рефлексотерапії та стимулювання
Наступний патент: Спосіб лікування рожевих вугрів
Випадковий патент: Спосіб прогнозування перебігу захворювання у хворих на рак шлунка