Спосіб отримання литва
Формула / Реферат
(57) 1. Способ получения литья, преимущественно из алюминия и его сплавов, включающий установку пенополистироловой модели в контейнер с сыпучим огнеупорным материалом без связующего и заливку металла под газовым давлением, отличающийся тем, что сразу после заполнения формы металлом, и до того, как затвердеет не менее 40% металла по весу, давление газа поднимают до величины от 0,5 до 1,5МПа.
2. Способ по п. 1, отличающийся тем, что газовое давление поднимают менее чем за 15с.
Текст
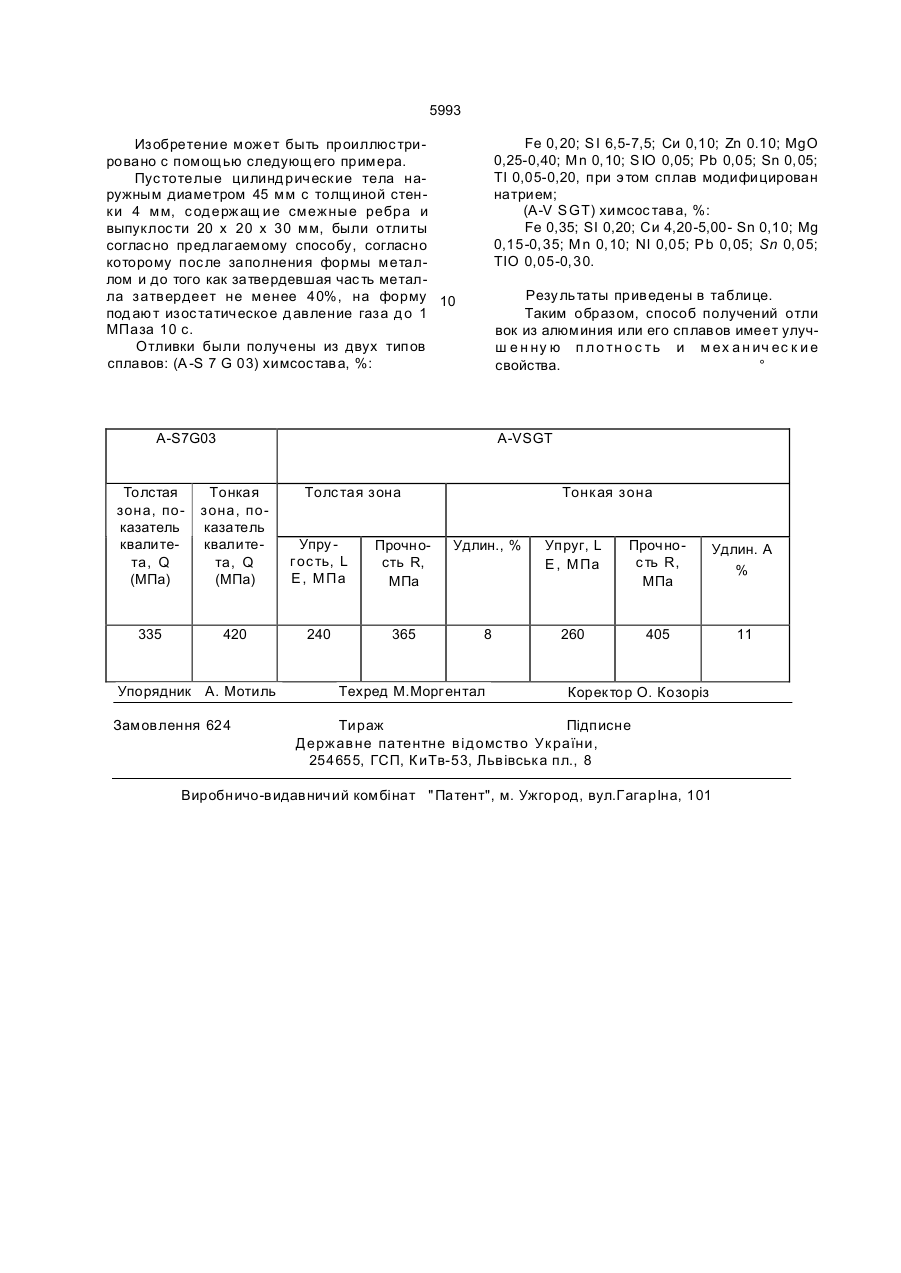
1. Способ получения литья, преимущественно из алюминия и его сплавов, включающий установку пенополис тироловои модели в контейнер с с ыпучим огнеу порным материалом без связу ющего и заливку металла под газовым д авлением, от л и ч а ющийс я тем, что сразу после заполнения формы металлом, и до того, как затверд еет не менее 40% металла по весу, давление газа поднимают д о величины от 0, 5 до 1,5 МПа. 2. Спос об по п. 1, о т л и ч а ю щ и й с я тем, что газовое давление поднимают менее чем за 15 с. вс ех газов, пос ту пающ их при сгорании модели, подача на всю форму изос татического давления (с помощью, предпоч тительно газа нейтрального по отнош ению к заливаемому металлу). Газовое давление должно быть быс трым и иметь прод олжительнос ть менее чем за 15 с с тем, чтобы не было времени для слишком значительного развития крис таллизации. Давление газа поднимают д о величины о т 0, 5 д о 1,5 МПа с р азу пос ле заполнения формы металлом и д о того, как затверд евает не менее 40% металла. Таким образом, д ля того, чтобы избежать проник новения жидкого металла через зерна с ыпу чего наполнителя, газовое д авление возрас тает во времени до выбранного значения (до 1,5 МПа). При э тих условиях получают д етали из алюминиевых сплавов, которые не с одержат пор, т. е. имеют у лучшенную плотнос ть и мех анические х арактерис тики. ел О 5993 Fe 0, 20; S I 6,5-7,5; Си 0,10; Zn 0.10; MgO 0,25-0,40; Mn 0,10; S IO 0,05; Pb 0,05; Sn 0,05; ТІ 0,05-0,20, при э том сплав модифицирован натрием; (A-V SGT) химсос тава, %: Fe 0,35; SI 0,20; Си 4,20-5,00- Sn 0,10; Mg 0,15-0,35; Mn 0, 10; Nl 0,05; P b 0, 05; Sn 0, 05; TIO 0,05-0,30. Изобретение может быть проиллюс трировано с помощью следующего примера. Пус тотелые цилинд рические тела наружным диаметром 45 мм с толщиной стенки 4 мм, с од ержащ ие смежные ребра и выпуклос ти 20 х 20 х 30 мм, были отлиты соглас но пред лагаемому способу, согласно которому пос ле заполнения формы металлом и до того как затвердевшая час ть металла затвердеет не менее 40%, на форму 10 под ают изос татическое д авление газа д о 1 МПаза 10 с. Отливки были получены из двух типов сплавов: (A -S 7 G 03) химсос тава, %: Резу льтаты приведены в таблице. Таким образом, способ получений отли вок из алюминия или его сплавов имеет улучш е н ну ю п л о тн о с ть и м ех а н ич ес к и е свойства. ° A-S7G03 A-VSGT Толстая зона, показатель квалитета, Q (МПа) Тонкая зона, показатель квалитета, Q (МПа) Упру г ос ть, L Е , МПа Прочность R, МПа Удлин., % Упруг, L Е , МПа Прочнос ть R, МПа Удлин. А % 335 420 240 365 8 260 405 11 Упорядник А. Мотиль Замовлення 624 Толс тая зона Тонкая зона Техред М.Моргентал Коректор О. Козоріз Тираж Підписне Державне патентне від омс тво України, 254655, ГСП, К иТв-53, Львівська пл., 8 Виробничо-видавничий комбінат " Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the castings
Автори англійськоюMichel Gara
Назва патенту російськоюСпособ получения литья
Автори російськоюМишель Гара
МПК / Мітки
МПК: B22D 18/00, B22C 9/04
Мітки: отримання, литва, спосіб
Код посилання
<a href="https://ua.patents.su/2-5993-sposib-otrimannya-litva.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання литва</a>
Засіб дробометної очистки литва
Номер патенту: 1672
Опубліковано: 25.10.1994
Автори: Абраменков Юрій Петрович, Литвиненко Михайло Микитович, Сумцов Василь Пилипович, Кошелев Віктор Іванович, Абраменков Петро Іванович
МПК: B24C 3/00
Мітки: дробометної, литва, засіб, очистки
Формула / Реферат:
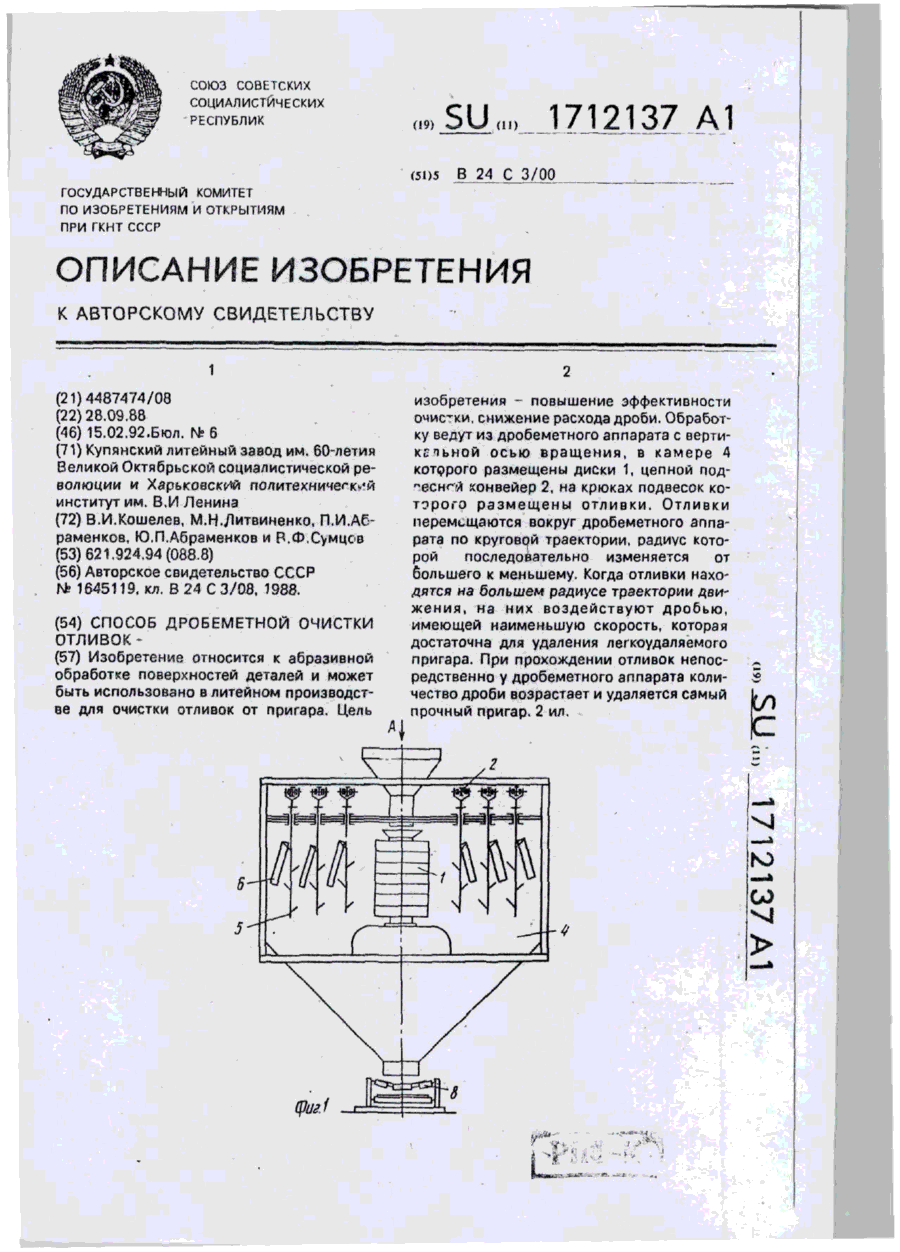
Способ дробеметной очистки отливок, при котором обработку ведут потоком дроби одинаковой интенсивности в радиальном направлении, а отливкам сообщают движение вокруг дробеметного аппарата по круговой траектории, отличающийся тем, что, с целью повышения эффективности очистки и снижения расхода дроби, последовательно изменяют радиус круговой траектории движения отливок от большего к меньшему.
Спосіб отримання на трубах покрить з розплаву цинку, алюмінію та їх сплавів
Номер патенту: 6487
Опубліковано: 29.12.1994
Автори: Канов Генадій Лаврентійович, Сергєєв Віктор Володимирович, Згура Олександр Олександрович, Мітніков Ілля Юхимович, Косульніков Рудольф Михайлович, Проскуркін Євген Васильович, Солошенко Микола Павлович, Зехов Сергій Васильович, Гладуш Василь Макарович, Щербінін Олександр Олександрович
МПК: C23C 2/06
Мітки: сплавів, трубах, покрить, отримання, спосіб, розплаву, алюмінію, цинку
Формула / Реферат:
Способ получения на трубах покрытия из расплава цинка, алюминия и их сплавов, включающий подготовку поверхности труб, флюсование, сушку, нанесение покрытия из расплава, обдувку извлеченных из расплава труб и последующую продувку их полости, отличающийся тем, что перед продувкой вращающиеся трубы подогревают факелом газовой горелки, давление которого составляет 0,001-0,003 МПа, а продувку полости труб осуществляют сжатым воздухом, величину...
Спосіб отримання теплоізолюючої суміші для розливки сталі в ізложниці

Номер патенту: 1665
Опубліковано: 25.10.1994
Автори: Рочняк Віктор Кузьмич, Кірінчук Віталій Михайлович, Сторцевой Петро Потапович, Сарапука Василь Якович, Вініченко Микола Іванович
МПК: B22D 7/10
Мітки: ізложниці, сталі, отримання, розливки, теплоізолюючої, суміші, спосіб
Формула / Реферат:
Способ получения теплоизолирующей смеси для разливки стали в изложницы, включающий обжиг агримуса во вращающейся печи в режиме противотока при 400—1200 °C и коэффициенте избытка воздуха 0,5—0,9, отличающийся тем, что, с целью повышения производительности процесса обжига агримуса и увеличения выхода годного металла, дополнительно осуществляют отбор дымовых газов из верхней части топки вращающейся печи в количестве 20—50 % от общего объема...
Спосіб отримання сірки з газу, який містить сірководень
Номер патенту: 5551
Опубліковано: 28.12.1994
Автор: Роберт Вуатрен
МПК: C01B 17/04, B01J 35/00, B01J 23/00
Мітки: спосіб, отримання, містить, сірководень, сірки, газу
Формула / Реферат:
Способ получения серы из сероводородсодержащего газа, включающий окисление последнего кислородсодержащим газом до получения газовой смеси с соотношением Н2S:SO2, равным 2:1, при повышенной температуре в присутствии катализатора, нанесенного в количестве 3-12 мас.% на нещелочной огнеупорный окисел, охлаждение продуктов окисления с выделением полученной элементарной cеры и последующую переработку оставшейся газовой смеси по методу Клауса,...
Спосіб отримання похідних 7-[2-(амінотіазоліл-4)-2-оксііміноацетамідо]-3-цефем-4-карбонової кислоти у вигляді син-ізомерів
Номер патенту: 3634
Опубліковано: 27.12.1994
Автори: Рене Ейме, Андре Лютц
МПК: C07C 251/32, C07D 501/00, C07D 277/40, A61K 31/546, C07D 417/12, C09D 175/04, C07C 67/00, C07D 277/20, C07D 277/42, A61K 31/545, C07D 277/38, A61P 31/04, C07C 239/00
Мітки: отримання, кислоти, 7-[2-(амінотіазоліл-4)-2-оксііміноацетамідо]-3-цефем-4-карбонової, вигляді, син-ізомерів, спосіб, похідних
Формула / Реферат:
Способ получения производных 7-[2-(2-аминотиазолил-4)-2-оксииминоацетамидо]-3-ацетоксиметил-З-цефем-4-карбоновой кислоты общей формулыв виде син-изомеров, в которой R - атом водорода, С1-С4 алкилили С2-С4 алкенил; А- атом водорода или щелочного металла или эквивалент органического амина, отличающийся тем, что 7-аминоцефалоспорановую кислоту формулыподвергают взаимодействию с кислотой общей формулыв...
Попередній патент: Радіатор
Наступний патент: Електропривод
Випадковий патент: Спосіб добору закріплювачів стерильності буряків