Спосіб проточування перервних еліпсних гвинтових поверхонь
Номер патенту: 56639
Опубліковано: 15.05.2003
Автори: Гевко Ігор Богданович, Васильків Василь Васильович, Гудь Віктор Зіновійович, Пилипець Михайло Ількович
Формула / Реферат
Спосіб проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцеві - поступове переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що різцеві при осьовому переміщенні надають і радіальне переміщення в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем копіра, який в поперечному перерізі і гвинтовій поверхні має форму еліпсного профілю, які обертаються синхронно і з точним співпаданням однотипних осей еліпсів гвинтової поверхні і копіра, а в патроні шпинделя жорстко закріплюють вал еліпсної гвинтової деталі, другий кінець якої жорстко закріплюють в задній бабці, із зовнішнім діаметром еліпсної гвинтової деталі взаємодіє різальна кромка різця, який жорстко закріплюють в різцетримачі поперечного супорта, осьове переміщення цього супорта здійснюють ходовим гвинтом повздовжнього супорта, різцетримач задньою торцевою поверхнею знаходиться в постійному контакті з поверхнею еліпсного копіра за рахунок його притискання пружиною і має радіальне переміщення, що дорівнює максимальній різниці радіусів еліпсів.
Текст
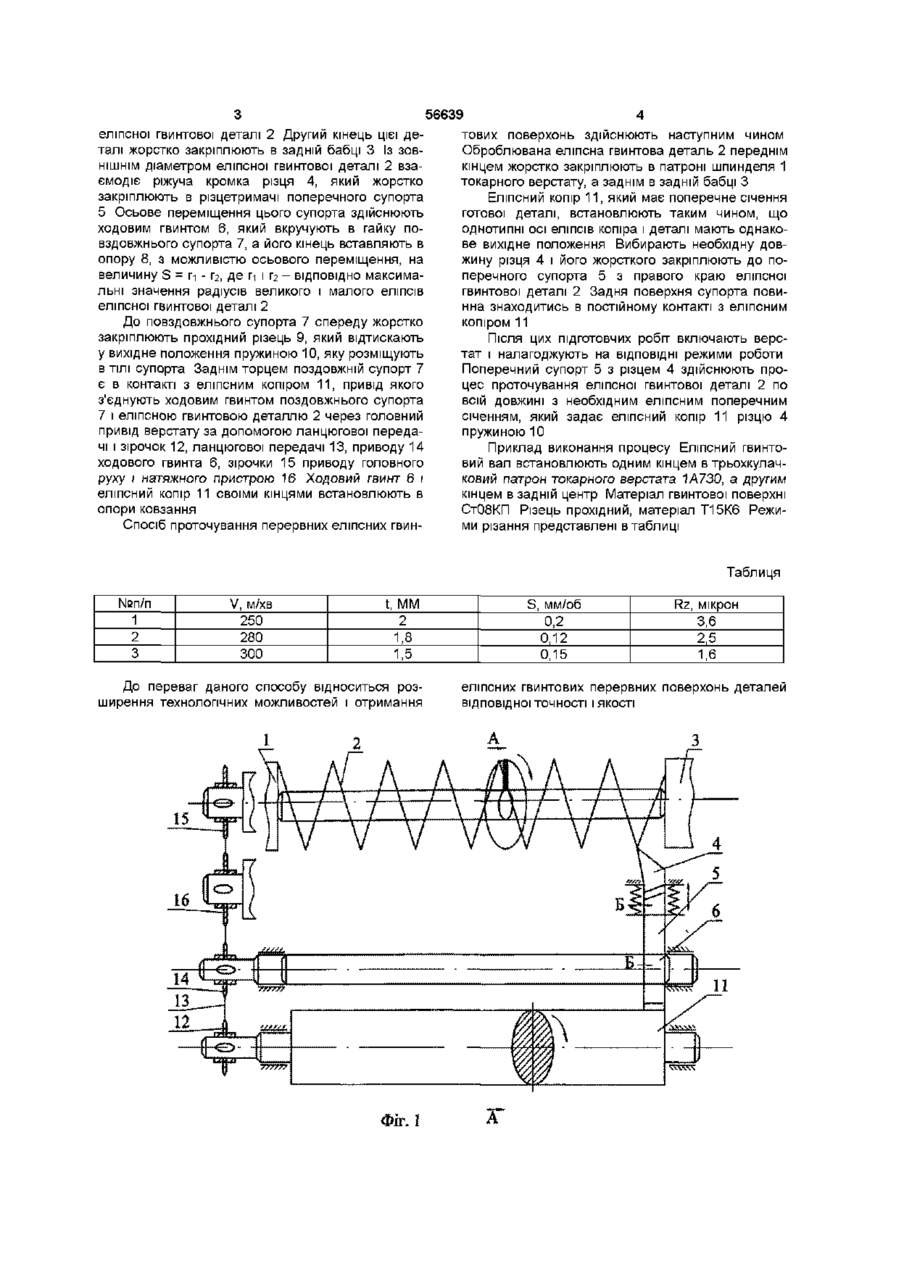
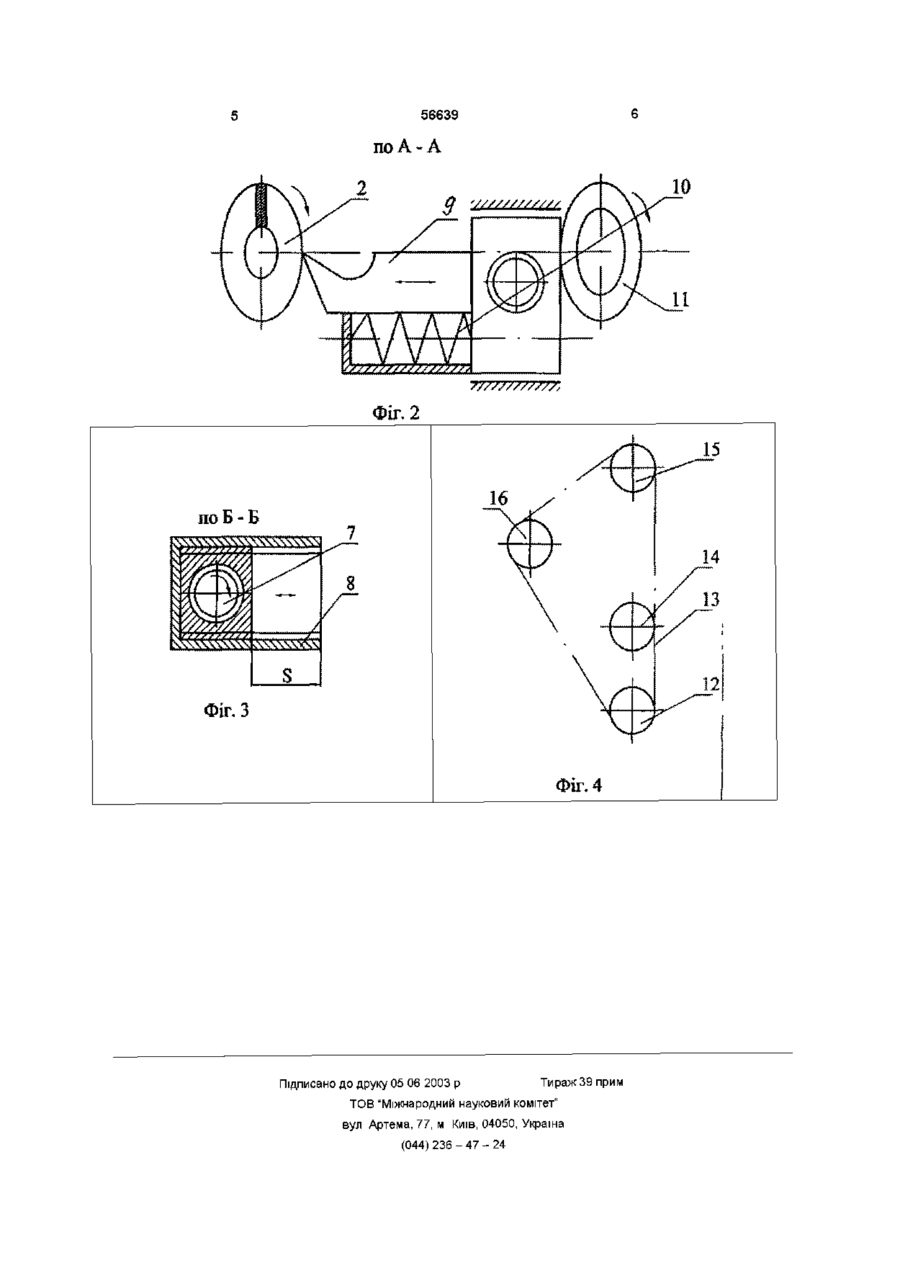
Спосіб проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцеві - поступове переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що різцеві при осьовому переміщенні надають і радіальне переміщення в заданих параметрах зміни радіусів еліпсного профілю копірувальним Винахід відноситься до галузі машинобудування і може мати практичне використання при обробці ЗОВНІШНІХ поверхонь еліпсних гвинтових поверхонь Відомий спосіб проточування ЗОВНІШНІХ переривистих гвинтових поверхонь, при якому обробленій деталі надається обертання навколо своєї осі, а різцю - поступове переміщення паралельно осі оброблюваної деталі (АС №1140890 СРСР кл В23В5/48, Бюл № 7,1985 р) Основний недолік даного способу - неможливість проточування і шліфування перервних еліпсних гвинтових поверхонь Задача винаходу - створення способу для розширення технологічних можливостей проточування і шліфування еліпсних гвинтових поверхонь, шляхом виконання способу проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцеві - поступове переміщення паралельно осі оброблюваної деталі, причому різцеві при осьовому переміщення надають і радіальне переміщення в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем котру, який в поперечному січенні гвинтової поверхні профілем копіра, який в поперечному перерізі і гвинтовій поверхні має форму еліпсного профілю, які обертаються синхронно і з точним співпаданням однотипних осей еліпсів гвинтової поверхні і копіра, а в патроні шпинделя жорстко закріплюють вал еліпсної гвинтової деталі, другий кінець якої жорстко закріплюють в задній бабці, із ЗОВНІШНІМ діаметром еліпсної гвинтової деталі взаємодіє різальна кромка різця, який жорстко закріплюють в різцетримачі поперечного супорта, осьове переміщення цього супорта здійснюють ходовим гвинтом повздовжнього супорта, різцетримач задньою торцевою поверхнею знаходиться в постійному контакті з поверхнею еліпсного копіра за рахунок його притискання пружиною і має радіальне переміщення, що дорівнює максимальній різниці радіусів еліпсів має форму еліпсного профілю, які обертаються синхронно і з точним співпаданням однотипних осей еліпсів гвинтової поверхні і копіра, а в патроні шпинделя жорстко закріплюють вал еліпсної гвинтової деталі, другий кінець якої жорстко закріплюють в задній бабці, із ЗОВНІШНІМ діаметром еліпсної гвинтової деталі взаємодіє ріжуча кромка різця, який жорстко закріплюють в різцетримачі поперечного супорта, осьове переміщення цього супорта здійснюють ходовим гвинтом повздовжнього супорта, різцетримач задньою торцевою поверхнею є в постійному контакті з поверхнею еліпсного копіра за рахунок його притискання пружиною і має радіальне переміщення рівне максимальній різниці радіусів еліпсів На фіг 1 зображена конструкторськотехнологічна компонувальна схема, на фіг 2 переріз по А-А на фіг 1, фіг 3 - переріз по Б-Б на фіг 1,фіг 4 - кінематична схема Спосіб проточування перервних еліпсних гвинтових поверхонь здійснюється на верстаті, що складається з станини, шпинделя, механізмів головного приводу і подач, задньої і передньої бабок, поперечного і повздовжнього супортів, причому в патроні шпинделя 1, жорстко закріплюють вал со (О (О ю еліпсної гвинтової деталі 2 Другий кінець цієї деталі жорстко закріплюють в задній бабці 3 Із ЗОВНІШНІМ діаметром еліпсної гвинтової деталі 2 взаємодіє ріжуча кромка різця 4, який жорстко закріплюють в різцетримачі поперечного супорта 5 Осьове переміщення цього супорта здійснюють ходовим гвинтом 6, який вкручують в гайку повздовжнього супорта 7, а його кінець вставляють в опору 8, з можливістю осьового переміщення, на величину S = г-і - Г2, де г-і і Г2 - ВІДПОВІДНО максимальні значення радіусів великого і малого еліпсів еліпсної гвинтової деталі 2 До повздовжнього супорта 7 спереду жорстко закріплюють прохідний різець 9, який відтискають у вихідне положення пружиною 10, яку розміщують в ТІЛІ супорта Заднім торцем поздовжній супорт 7 є в контакті з еліпсним копіром 11, привід якого з'єднують ходовим гвинтом поздовжнього супорта 7 і еліпсною гвинтовою деталлю 2 через головний привід верстату за допомогою ланцюгової передачі і зірочок 12, ланцюгової передачі 13, приводу 14 ходового гвинта 6, зірочки 15 приводу головного руху і натяжного пристрою 16 Ходовий гвинт 6 і еліпсний копір 11 своїми кінцями встановлюють в опори ковзання Спосіб проточування перервних еліпсних гвин 56639 тових поверхонь здійснюють наступним чином Оброблювана еліпсна гвинтова деталь 2 переднім кінцем жорстко закріплюють в патроні шпинделя 1 токарного верстату, а заднім в задній бабці З Еліпсний копір 11, який має поперечне січення готової деталі, встановлюють таким чином, що однотипні осі еліпсів копіра і деталі мають однакове вихідне положення Вибирають необхідну довжину різця 4 і його жорсткого закріплюють до поперечного супорта 5 з правого краю еліпсної гвинтової деталі 2 Задня поверхня супорта повинна знаходитись в постійному контакті з еліпсним копіром 11 Після ЦИХ ПІДГОТОВЧИХ робіт включають верстат і налагоджують на ВІДПОВІДНІ режими роботи Поперечний супорт 5 з різцем 4 здійснюють процес проточування еліпсної гвинтової деталі 2 по всій довжині з необхідним еліпсним поперечним січенням, який задає еліпсний копір 11 різцю 4 пружиною 10 Приклад виконання процесу Еліпсний гвинтовий вал встановлюють одним кінцем в трьохкулачковий патрон токарного верстата 1А730, а другим кінцем в задній центр Матеріал гвинтової поверхні СтО8КП Різець прохідний, матеріал Т15К6 Режими різання представлені в таблиці Таблиця №п/п 1 2 3 V, м/хв 250 280 300 t, MM 2 1,8 1,5 До переваг даного способу відноситься розширення технологічних можливостей і отримання Фіг. 1 S, мм/об 0,2 0,12 0,15 Rz, мікрон 3,6 2,5 1,6 еліпсних гвинтових перервних поверхонь деталей ВІДПОВІДНОЇ ТОЧНОСТІ І ЯКОСТІ 56639 по А - А //7/S///7777, поБ-Б Л\\\Ч\Ч\\\\У\ •\\\ \ \\\Х\ S Фіг, З Фіг. 4 Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вуп Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for gnowing-through irregular eliptical screw surfaces
Автори англійськоюPylypets Mykhailo Ilkovych, Vasylkiv Vasyl Vasyliovych, Hevko Ihor Bohdanovych
Назва патенту російськоюСпособ проточки прерывистых элипсных винтовых поверхностей
Автори російськоюПилипец Михаил Илькович, Василькив Василий Васильевич, Гевко Игорь Богданович
МПК / Мітки
МПК: B23B 5/00
Мітки: еліпсних, проточування, гвинтових, поверхонь, спосіб, перервних
Код посилання
<a href="https://ua.patents.su/3-56639-sposib-protochuvannya-perervnikh-elipsnikh-gvintovikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб проточування перервних еліпсних гвинтових поверхонь</a>
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Васильків Василь Васильович, Гевко Ігор Богданович, Лясота Оксана Михайлівна, Пилипець Михайло Ількович, Гупка Богдан Васильович
МПК: B21D 11/06
Мітки: формоутворення, профільних, спосіб, верстат, реалізації, заготовок, гвинтових
Формула / Реферат:
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Гевко Іван Богданович, Гудь Віктор Зіновійович, Лещук Роман Ярославович
МПК: B23B 5/00
Мітки: гвинтових, заготовок, спосіб, профілювання, здійснення, оправка
Формула / Реферат:
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: неперервного, профільних, спіралей, пристрій, гвинтових, навивання
Формула / Реферат:
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Верстат для навивання гвинтових елементів шнекових механізмів
Номер патенту: 51300
Опубліковано: 15.11.2002
Автори: Гудь Віктор Зеновійович, Гевко Ігор Богданович, Васильків Василь Васильович, Лещук Роман Ярославович
МПК: B21D 11/06
Мітки: гвинтових, навивання, верстат, елементів, механізмів, шнекових
Формула / Реферат:
Верстат для навивання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, на торцевому виступі якого виконано один гвинтовий виток з кроком, рівним товщині заготовки, механізмів подачі, формоутворення і приводів верстата, задньої і передньої бабок, супортів - поперечного і повздовжнього, і різцетримача, який відрізняється тим, що на різцетримачі встановлено формуючу головку, яка виконана у вигляді...
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Васильків Василь Васильович, Харий Юрій Богданович, Пилипець Михайло Ількович, Гудь Віктор Зеновійович, Гевко Іван Богданович, Гевко Ігор Богданович
МПК: B21D 11/06
Мітки: транспортно-технологічних, елементів, навивання, систем, пристрій, різнопрофільних, гвинтових
Формула / Реферат:
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Попередній патент: Спосіб одержання нітрату графіту, що терморозширюється
Наступний патент: Штамп для складання шлангів високого тиску
Випадковий патент: Спосіб профілактики при захворюваннях лімфаденітом та початкових стадіях доброякісних та злоякісних новоутворень