Верстат для навивання гвинтових елементів шнекових механізмів
Номер патенту: 51300
Опубліковано: 15.11.2002
Автори: Гевко Ігор Богданович, Васильків Василь Васильович, Лещук Роман Ярославович, Гудь Віктор Зеновійович
Формула / Реферат
Верстат для навивання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, на торцевому виступі якого виконано один гвинтовий виток з кроком, рівним товщині заготовки, механізмів подачі, формоутворення і приводів верстата, задньої і передньої бабок, супортів - поперечного і повздовжнього, і різцетримача, який відрізняється тим, що на різцетримачі встановлено формуючу головку, яка виконана у вигляді циліндричного пустотілого корпусу, основа якого жорстко кріпиться до поперечного супорта, в середині пустотілого корпусу рівномірно по колу встановлено, наприклад, три гвинтові ролики, по зовнішньому діаметру яких виконані гвинтові канавки шириною, більшою товщини стрічки заготовки, з кроком, рівним кроку заготовки, гвинтові ролики однією з опор встановлені в отвори виступу пустотілого корпусу, а другою - в отвори кришки, яка жорстко закріплена до корпусу, на лівих кінцях гвинтових роликів встановлені привідні зірочки, які з'єднані між собою ланцюговою передачею і приводом верстата, канавки гвинтових роликів і торцевий виступ шпинделя встановлені з можливістю синхронізації їх кругового обертання, відповідно в нижній частині пустотілого корпусу виконано вертикальний паз, напроти канавок гвинтових роликів, розмірами, більшими поперечного перерізу заготовки, напроти цього паза на поперечному супорті встановлені подавальні ролики, які виконані у вигляді циліндрів по зовнішньому діаметру, в середині їх довжини виконані канавки для заходу заготовки шириною, більшою товщини заготовки, і глибиною 5...10 мм, на шпинделі встановлена шпонкова втулка, лівий торець якої має аналогічну дзеркальну форму торцевого виступу шпинделя з рифами з кроком, рівним кроку, одного витка заготовки, шпонкова втулка встановлена на шпинделі з можливістю осьового переміщення по шпонковому пазу шпинделя, з правого боку шпонкова втулка знаходиться в контакті з підтискним циліндром задньої бабки, яка має осьове і кругове обертання.
Текст
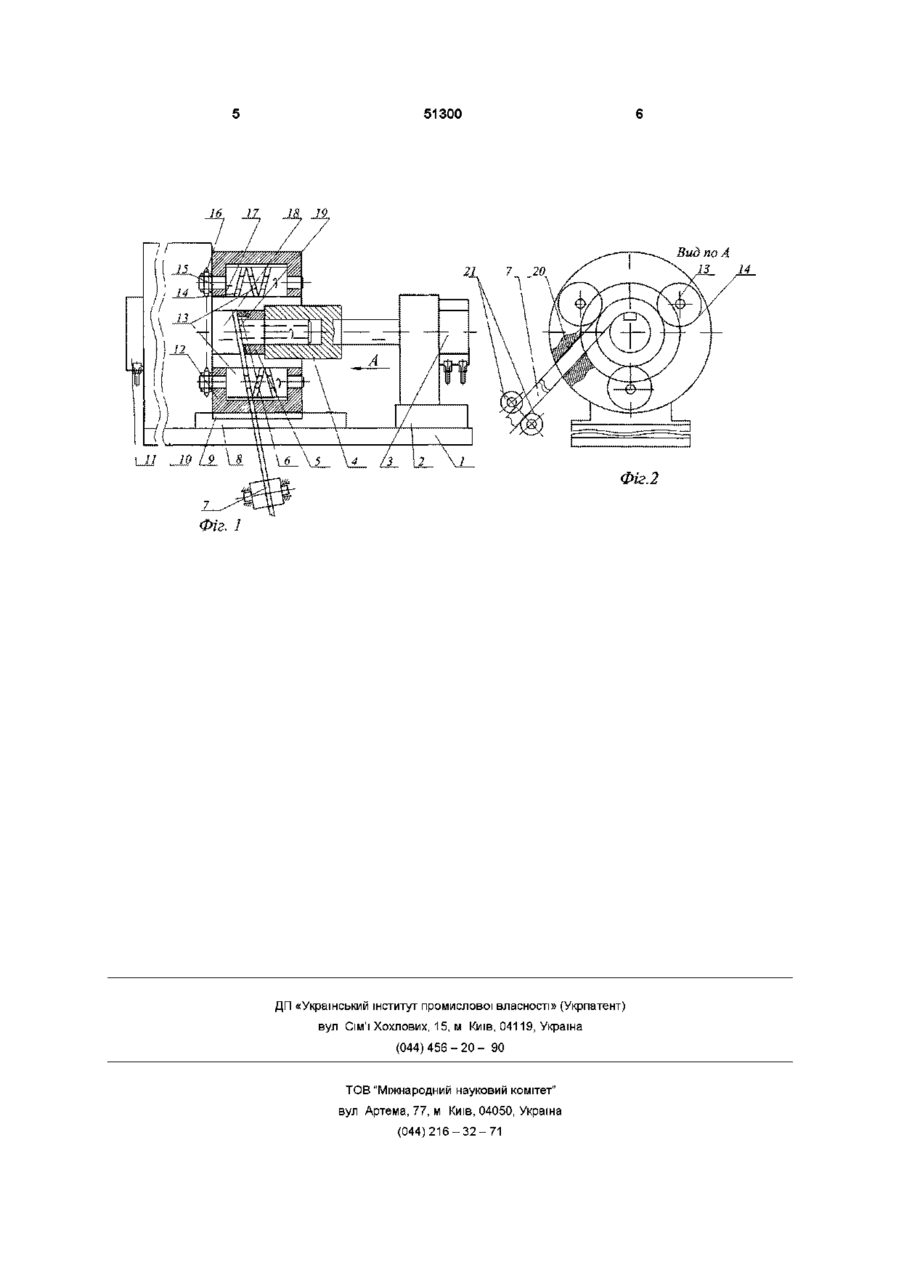
Верстат для навивання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, на торцевому виступі якого виконано один гвинтовий виток з кроком, рівним товщині заготовки, механізмів подачі, формоутворення і приводів верстата, задньої і передньої бабок, супортів - поперечного і повздовжнього, і різцетримача, який відрізняється тим, що на різцетримачі встановлено формуючу головку, яка виконана у вигляді циліндричного пустотілого корпусу, основа якого жорстко кріпиться до поперечного супорта, в середині пустотілого корпусу рівномірно по колу встановлено, наприклад, три гвинтові ролики, по зовнішньому діаметру яких виконані гвинтові канавки шириною, більшою товщини стрічки заготовки, з кроком, рівним кроку заготовки, гвинтові ролики однією з опор встанов лені в отвори виступу пустотілого корпусу, а другою - в отвори кришки, яка жорстко закріплена до корпусу, на лівих кінцях гвинтових роликів встановлені привідні зірочки, які з'єднані між собою ланцюговою передачею і приводом верстата, канавки гвинтових роликів і торцевий виступ шпинделя встановлені з можливістю синхронізації їх кругового обертання, ВІДПОВІДНО в нижній частині пустотілого корпусу виконано вертикальний паз, напроти канавок гвинтових роликів, розмірами, більшими поперечного перерізу заготовки, напроти цього паза на поперечному супорті встановлені подавальні ролики, які виконані у вигляді циліндрів по зовнішньому діаметру, в середині їх довжини виконані канавки для заходу заготовки шириною, більшою товщини заготовки, і глибиною 5 10 мм, на шпинделі встановлена шпонкова втулка, лівий торець якої має аналогічну дзеркальну форму торцевого виступу шпинделя з рифами з кроком, рівним кроку, одного витка заготовки, шпонкова втулка встановлена на шпинделі з можливістю осьового переміщення по шпонковому пазу шпинделя, з правого боку шпонкова втулка знаходиться в контакті з підтискним циліндром задньої бабки, яка має осьове і кругове обертання О о со Винахід відноситься до області обробки металів тиском і може мати широке використання в машинобудуванні і ремонті як сільськогосподарської, так і іншої техніки Відомий верстат для навивання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, механізмів подачі, приводів, задньої і передньої бабок, супортів поперечного і поздовжнього (М Кузьмін, А Матвійчук "Токарна справа", Тернопіль, ТДТУ, 2000р , рис 3 2) До недоліків даного верстату відноситься обмеженість функціональних можливостей виконання технологічного процесу, наприклад, неможливість навивання і профілювання гвинтових елементів Відомий верстат для навивання гвинтових елементів шнекових механізмів, який виконаний у вигляді станини, шпиндельного вузла, на торцевому виступі якого виконано один гвинтовий виток з кроком рівним товщині заготовки, механізмів подачі, формоутворення і приводів верстата, задньої і передньої бабок, супортів поперечного і повздовжнього, і різцетримача (АС №1225642 СРСР, Устройство для навивання полосы в спиральное ребро Гевко Б М и др , Бюл №15, 1986) До недоліків даного пристрою належить неможливість профілювання гвинтових елементів шнекових механізмів на крок Метою винаходу є розширення технологічних можливостей верстата для навивання і профілювання гвинтових елементів шнекових механізмів і створення верстата багатофункціональної дії, Ю 51300 відні зірочки 16, які за допомогою ланцюгової пешляхом виконання верстата для навивання гвинредачі з'єднані з приводом верстата (на кресленні тових елементів шнекових механізмів, який викоз'єднання з верстатом не показане), а правими наний у вигляді станини, шпиндельного вузла, на опорами - в отвори пустотілого корпуса 12 (на креторцевому виступі якого виконано один гвинтовий сленні не показані) виток з кроком рівним товщині заготовки, механізФормуюча головка з пустотілим корпусом 12 і мів подачі, формоутворення і приводів верстата, гвинтовими роликами 13 виставляється таким чизадньої і передньої бабок, супортів поперечного і ном, щоб в и центрі був розміщений шпиндель 18 з повздовжнього, і різцетримача, причому на різцеторцевим виступом 19, на якому виконано один тримачі встановлено формуючу головку, яка викогвинтовий виток з кроком рівним кроку гвинтової нана у вигляді циліндричного пустотілого корпусу, заготовки Шпиндель 18 встановлений на декільосновою якого вона жорстко кріпиться до поперечкох парах ПІДШИПНИКІВ з ВІДПОВІДНИМ приводом, а ного супорта, в середині пустотілого корпусу рівосьовий рух здійснюється за допомогою пневмономірно по колу встановлено, наприклад три гвинциліндра 11, який кріпиться до передньої бабки 10 тові ролики, по зовнішньому діаметру яких Лівий торець прижимної шпоночної втулки 5 має виконані гвинтові канавки шириною більшою тованалогічну дзеркальну форму торцевого виступу щини стрічки заготовки з кроком рівним кроку заго19 шпинделя з кроком рівним кроку витка гвинтотовки, гвинтові ролики однією з опор встановлені в вого елемента Шпоночна втулка 5 встановлена на отвори виступу пустотілого корпусу, а другою в шпиндель 18 з можливістю осьового переміщення отвори кришки, яка жорстко закріплена до корпусу, по шпоночному осьовому пазу шпинделя, з правої на лівих кінцях гвинтових роликів встановлені присторони вона є в контакті з пневмоциліндром З, водні зірочки, які з'єднані між собою ланцюговою який забезпечує осьове і кругове обертання В передачею і приводом верстату, канавки гвинтонижній частині пустотілого корпуса 12, напроти вих роликів і торцевий виступ шпинделя встановканавок гвинтових роликів 13 виконано вертикальлені з можливістю синхронізації їх кругового оберний паз 20, розмірами більшими поперечного сітання, ВІДПОВІДНО в нижній частині пустотілого чення заготовки 7 Напроти цього паза 20 на покорпусу виконано вертикальний паз, напроти каздовжньому супорті 9 встановлені подаючі ролики навок гвинтових роликів, розмірами більшими по21, які виконані у вигляді циліндрів, по зовнішньоперечного січення заготовки, на проти цього паза му діаметру в середині їх довжини виконані канавна поперечному супорті встановлені подаючи роки для заходу гвинтової заготовки 7 Ширина цих лики, які виконані у вигляді циліндрів по зовнішканавок є більшою товщини заготовки, а глибина ньому діаметру в середині їх довжини виконані складає 5 10мм (приводу на кресленні не показаканавки для заходу заготовки шириною більшою но) товщини заготовки і глибиною 5 10мм, на шпинделі встановлена шпоночна втулка, лівий торець Робота верстату для навивання гвинтових якої має аналогічну дзеркальну форму торцевого елементів здійснюється наступним чином Заготовиступу шпинделя з рифами з кроком рівним кроку вка 7 вставляється в пази між двома подаючими одного витка заготовки, шпоночна втулка встановроликами 21 і вводиться в вертикальний паз 20 лена на шпиндель з можливістю осьового переміпустотілого корпусу 12, впирається у торцевий щення по шпоночному пазу шпинделя, з правої виступ 19 шпинделя і гвинтові канавки 14 одного із сторони шпоночна втулка є в контакті з підтискним гвинтових роликів 13 згідно фіг 1 Після ЦЬОГО прициліндром задньої бабки, яка має осьове і кругове йому включаємо пневмоциліндри 3 і 11 і дією обертання осьової сили затискується кінець заготовки між виступом 17 шпинделя і рифами 6 шпоночної втуВерстат для навивання гвинтових елементів лки 5 Включається верстат і, обертаючись, шпиншнекових механізмів зображено на фіг 1 - голодель здійснює формування 1,5 - 2-х витків гвинтовний вигляд, фіг 2 - вид А на фіг 1, зі знятою кришвого елемента по канавках гвинтових роликів 13, кою при цьому шпоночна втулка 5 разом з штоками Верстат складається з станини 1, на якій встапневмоциліндрів відходить вправо Зупиняється новлені і закріплені всі його вузли і механізми заверстат, задня бабка 2 знімається з станини, в разі дня бабка 2 з пневмоциліндром 3 і прижимом 4, потреби під спіраль встановлюється жолоб (на шпоночною втулкою 5, в якій виконано рифи 6 для кресленні не показано) Повторно включається закріплення кінця заготовки 7 в процесі навивання верстат і здійснюється процес неперервного навигвинтових елементів На станині також встановлевання гвинтової заготовки необхідної довжини і но поперечний 8 і поздовжній 9 супорти, передня кроку за рахунок сил тертя гвинтових роликів Добабка 10 з пневмоциліндром 11, формуюча голодаткова подача заготовки 7 здійснюється гвинтовка, яка складається з пустотілого корпусу 12, який вими роликами 13, а також подаючими роликами своєю основою кріпиться до поперечного супорта 21, які приводяться в рух від привода, так само за 8 В середині пустотілого корпуса 12 рівномірно по рахунок сил тертя колу встановлені, наприклад, три гвинтових ролики 13, по зовнішньому діаметрі яких виконані гвинДо переваг верстату відноситься розширення тові канавки 14, шириною більшою товщини гвинтехнологічних можливостей і створення верстата тової заготовки 7 з кроком рівним кроку гвинтової багатоцільового призначення для навивання гвинзаготовки Гвинтові ролики лівими опорами 15 тових елементів гвинтових елементів шнекових встановлені в отвори пустотілого корпусу 12, а на механізмів, які мають широке використання в налівих кінцях гвинтових роликів 13 встановлені природному господарстві держави 51300 Ж Л. Ж Ж Вид по А 13 14 и UJ '/П\л Фіг.2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюWorkbench for winding screw elements of screw mechanisms
Автори англійськоюHevko Ihor Bohdanovych, Leschuk Roman Yaroslavovych, Vasylkiv Vasyl Vasyliovych, Hud Viktor Zenoviiovych
Назва патенту російськоюСтанок для навивки винтовых элементов шнековых механизмов
Автори російськоюГевко Игорь Богданович, Лещук Роман Ярославович, Василькив Василий Васильевич, Гудь Виктор Зеновьевич
МПК / Мітки
МПК: B21D 11/06
Мітки: механізмів, верстат, гвинтових, шнекових, навивання, елементів
Код посилання
<a href="https://ua.patents.su/3-51300-verstat-dlya-navivannya-gvintovikh-elementiv-shnekovikh-mekhanizmiv.html" target="_blank" rel="follow" title="База патентів України">Верстат для навивання гвинтових елементів шнекових механізмів</a>
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Харий Юрій Богданович, Гудь Віктор Зеновійович, Гевко Ігор Богданович, Пилипець Михайло Ількович, Васильків Василь Васильович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: систем, навивання, пристрій, транспортно-технологічних, різнопрофільних, елементів, гвинтових
Формула / Реферат:
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: неперервного, гвинтових, профільних, спіралей, пристрій, навивання
Формула / Реферат:
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Верстат для навивання профілів в гвинтову спіраль
Номер патенту: 9684
Опубліковано: 30.09.1996
Автори: Гевко Роман Богданович, Копак Мирослав Петрович, Безпальок Андрій Петрович, Гевко Богдан Матвійович, Мартиненко Володимир Якимович, Данильченко Михайло Григорович
МПК: B21D 11/06
Мітки: спіраль, навивання, гвинтову, верстат, профілів
Формула / Реферат:
Верстат для навивання профілів в гвинтову спіраль, що містить механізм видачі полоси, приводний механізм, який кінематичне зв'язує формоутворюючу оправку і механізм направлення полоси, який відрізняється тим, що він включає механізм обмеження бокового зміщення полоси, розташований між механізмами видачі і направлення полоси і виконаний у вигляді горизонтально встановлених верхнього і нижнього барабанів, та розташованих в зонах їх торців...
Верстат для навивання стрічки в спіраль на ребро
Номер патенту: 15898
Опубліковано: 30.06.1997
Автори: Ревко Роман Богданович, Костриба Михайло Васильович, Мартиненко Володимир Якимович, Сліпченко Володимир Дмитрович, Ревко Богдан Матвійович, Данильченко Михайло Григорович, Кичма Ігор Данилович
МПК: B23H 11/00
Мітки: навивання, стрічки, ребро, верстат, спіраль
Формула / Реферат:
Верстат для навивання стрічки в спіраль на ребро, що містить встановлений на рамі привідний механізм, виконаний у вигляді двигуна і редукційного пристрою, кінематичне зв'язаного з формоутворюючою оправкою, механізму подачі, виконаного у вигляді гайки і гвинтового валу, пристрою подачі стрічки, який відрізняється тим, що привідний механізм і формуюча оправка розташовані в направляющих рами, а редукційний пристрій виконаний у вигляді...
Спосіб профілювання гвинтових заготовок і оправка для його здійснення
Номер патенту: 45678
Опубліковано: 15.04.2002
Автори: Лещук Роман Ярославович, Гевко Іван Богданович, Гудь Віктор Зіновійович
МПК: B23B 5/00
Мітки: здійснення, оправка, профілювання, спосіб, гвинтових, заготовок
Формула / Реферат:
1. Спосіб профілювання гвинтових заготовок, при якому оброблювальній деталі надають обертання навколо своєї осі, а різцю - поступальне переміщення, який відрізняється тим, що оброблювальна спіраль попередньо розточується по внутрішньому діаметру і базується на гвинтову тарілчасту спіраль з кроком між сусідніми витками рівним нулю, а напрямки навивання затискної спіралі і оброблювальної гвинтової заготовки, яка встановлюється на попередню, є...
Попередній патент: Композиція з підвищеною тепло- і вологостійкістю
Наступний патент: Спосіб цитологічної діагностики лімфоїдних тимом і пролімфоцитарних лімфом
Випадковий патент: Газогенератор для термічної конверсії твердого палива