Слідкуючий привід подачі металорізального верстата з компенсацією похибок напрямних
Номер патенту: 63306
Опубліковано: 15.01.2004
Автори: Мельник Максим Сергійович, Владимиров Анатолій Юрієвич, Ковальов Віктор Дмитрович, Бабін Олег Фавієвич
Формула / Реферат
Слідкуючий привід подачі металорізального верстата з компенсацією похибок напрямних, що містить рухомий вузол, розташований на напрямних поперечного переміщення, які розташовані на напрямних повздовжнього переміщення, електродвигун поперечної подачі , зв'язаний механічно з рухомим вузлом, імпульсний дискретний датчик, електронний цифровий реверсивний лічильник, вхід якого зв'язаний з імпульсним дискретним датчиком, задавальний пристрій, підсилювач постійного струму, цифровий компаратор, входи якого зв'язані з виходами лічильника і задавального пристрою, а вихід через підсилювач постійного струму зв'язаний з двигуном поперечної подачі, який відрізняється тим, що містить вимірювальну передачу гвинт - гайка, що встановлена на рухомому вузлі, серводвигун, зв'язаний з гвинтом вимірювальної передачі, лазер, встановлений на напрямних повздовжнього руху таким чином, щоб напрямок випромінювання був паралельний напрямку повздовжнього руху рухомого вузла, диференціальний фотоелектричний датчик, встановлений на гайці вимірювальної передачі з можливістю взаємодії з променем світла від лазера, диференціальний підсилювач, вихід якого з'єднаний з серводвигуном, а входи — з виходами диференціального фотоелектричного датчика, причому імпульсний дискретний датчик, встановлений на рухомому вузлі і зв'язаний механічно з гвинтом вимірювальної передачі гвинт - гайка, взаємодіє з променем лазера за допомогою слідкуючої системи, створеної диференціальним фотоелектричним датчиком, диференціальним підсилювачем, серводвигуном і вимірювальною передачею гвинт-гайка.
Текст
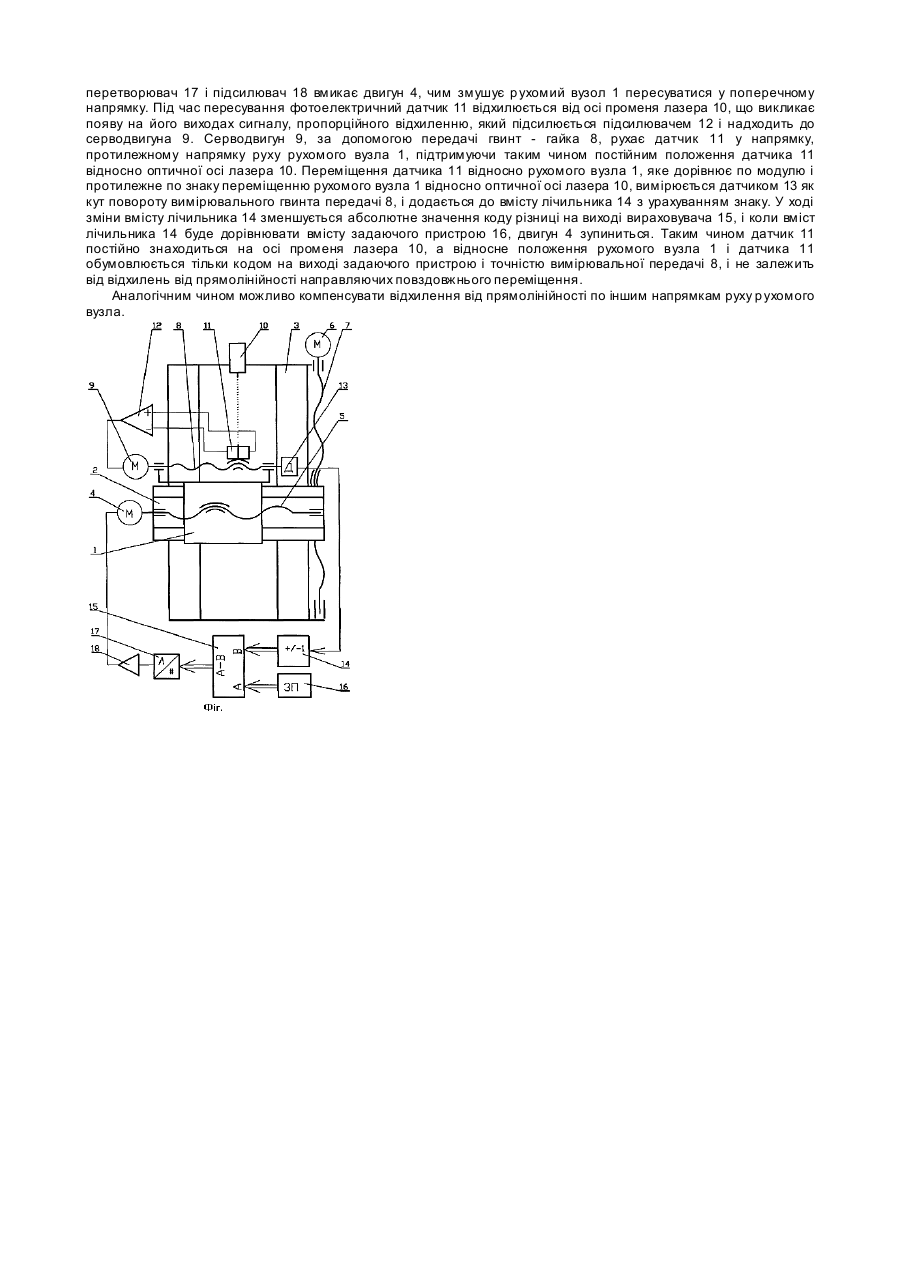
Винахід відноситься до галузі машинобудування і може бути використаний у якості вимірювальної системи, наприклад у металорізальних верстатах з числовим програмним керуванням (ЧПК). Відомий спосіб підвищення точності обробки на металорізальних верстатах з ЧПК, при якому періодично виконуються вимірювання точності траєкторій переміщення виконавчих органів верстата і на підставі цих вимірювань розраховується таблиця корекції, що заноситься в систему ЧПК и використовується у подальшому для корекції положення виконавчих органів під час обробки (Ратмиров В.А. Управление станками гибких производственных систем. - M.: Машиностроение, 1987. - 272с.: ил.). До недоліків цього способу слід віднести залежність точності компенсації від часу у періоді між двома операціями вимірювання точності, потребу у додатковому вимірювальному устаткуванні для проведення операції вимірювання, а також неможливість компенсації пружних і теплових де формацій. Відомий, також, спосіб підвищення точності роботи направляючих, при якому здійснюється корекція положення рухомого вузла за допомогою приводів малих переміщень, де у якості вимірювальної бази використовують еталонну поверхню, яка має форму траєкторії руху р ухомого вузла, контролюють положення рухомого вузла за допомогою взаємодії датчиків з еталонною поверхнею, які вимірюють величину відхилення положення рухомого вузла відносно еталонної поверхні, при цьому датчики з'єднані з приводами малих переміщень, які здатні переміщувати рухомий вузол у напрямку, протилежному напрямку відхилення, що виміряне датчиками і на величину, яка виміряна датчиками. Відомий також пристрій для реалізації цього способу, що містить направляючі, рухомий вузол, розташований на гідростатичних опорах, регулятори подачі мастила у кишені гідростатичних опор, насосну станцію, підсилювачі постійного струму, еталонну поверхню, виконану у вигляді двох паралельних промінів світла, фотоелектричні датчики, які встановлені на рухомому вузлі з можливістю взаємодії з променями світла, причому датчики з'єднані з регуляторами подачі мастила через підсилювачі таким чином, що зміна товщини шару мастила, яка викликана сигналом від датчика, викликає переміщення рухомого вузла у напрямку, протилежному відхиленню, що виміряне датчиками (Патент України №40072 А). До недоліків цього способу слід віднести необхідність внесення суттєви х змін в конструкцію верстата для встановлення додаткових компенсуючи приводів. Відомий також пристрій для позиціонування рухомого вузла металорізального верстата з числовим програмним керуванням, що містить рухомий вузол, розташований на направляючих, реверсивний керуємий двигун, зв'язаний механічно з рухомим вузлом, дискретний імпульсний датчик лінійного переміщення, встановлений на рухомому вузлі з можливістю взаємодії з направляючими, реверсивний лічильник імпульсів, вхід якого зв'язаний з датчиком, задаючий пристрій, підсилювач, і цифровий компаратор, входи якого зв'язані з виходами лічильника і задаючого пристрою, а вихід через підсилювач зв'язаний з двигуном (Ратмиров В.А. Управление станками гибких производственных систем. - M. Машиностроение, 1987. - 272с.: ил.). До недоліків цього пристрою слід віднести те, що при побудуванні системи приводів, наприклад системи приводів супорта токарного верстата, точність позиціонування у поперечному напрямку буде безпосередньо залежати від геометричної точності та деформацій направляючих повздовжнього напрямку. В основу винаходу поставлена задача підвищення точності обробки різанням шляхом компенсації похибок виготовлення і пружних деформацій направляючих. Поставлена задача вирішується використанням у якості приводів подачі стежачого привода, причому вимірювальною базою для датчика зворотного зв'язку служить промінь лазера, який в однорідному середовищі являє собою ідеальну пряму. Датчик зворотного зв'язку взаємодіє з променем лазера за допомогою додаткової стежачої системи, створеної вимірювальною передачею гвинт-гайка, диференціальним фотоелектричним датчиком, диференціальним підсилювачем і серводвигуном, причому диференціальний фотоелектричний датчик встановлений на гайці вимірювальної передачі і безпосередньо взаємодіє з променем лазера, а його вихідний сигнал, що пропорційний величині відхилення цього датчика від осі променя надходить через диференціальний підсилювач до серводвигуна, вал якого з'єднаний з гвинтом вимірювальної передачі і валом датчика зворотного зв'язку стежачогопривода подачі. Структурна схема пристрою приведена на фіг. Пристрій містить рухомий вузол 1, розташований на направляючих поперечного переміщення, що виконані на салаках 2, які розташовані на направляючих повздовжнього переміщення, що виконані на станині 3, електродвигун поперечної подачі 4, встановлений на салазках 2 і зв'язаний з рухомим вузлом 1 за допомогою передачі гвинт - гайка 5, електродвигун повздовжньої подачі 6, встановлений на станині 3 і зв'язаний з салазками 2 за допомогою передачі гвинт - гайка 7, вимірювальну передачу гвинт - гайка 8, що встановлена на рухомому вузлі 1, серводвигун 9, зв'язаний з гвинтом вимірювальної передачі 8, лазер 10, встановлений на станині 3 таким чином, щоб напрямок випромінювання був паралельний напрямку повздовжнього руху р ухомого вузла 1, диференціальний фотоелектричний датчик 11, встановлений на гайці вимірювальної передачі 8 з можливістю взаємодії з променем світла від лазера 10 і з'єднаний електричне з різнойменними входами диференціального підсилювача 12, вихід якого з'єднаний з серводвигуном 9 таким чином, що сигнал від датчика 11, викликаний зміщенням цього датчика відносно осі променя лазера 10 в одному напрямку, викликає обертання серводвигуна, що пересуває гайку з датчиком 11 у протилежному напрямку, імпульсний дискретний датчик 13, встановлений на рухомому вузлі 1 і зв'язаний з гвинтом вимірювальної передачі 8, електронний цифровий реверсивний лічильник 14, вхід якого зв'язаний з датчиком 13, цифровий компаратор (вираховувач) 15, вхід вираховуємго якого зв'язаній з виходом лічильника 14, вхід зменшуємого - з ви ходом задаючого пристрою 16, а вихід різниці – через цифро-аналоговий перетворювач 17 і підсилювач 18 з електродвигуном поперечної подачі 4, причому напрямок обертання двигуна 4 виявляється таким, що переміщення рухомого вузла 1, яке викликане цим обертанням, викликає зменшення абсолютного значення коду на виході різниці вираховувача 15, що викликало обертання двигуна 4. Пристрій працює таким чином. У стані покою цифрові коди на виходах лічильника 14 і задаючого пристрою 16 дорівнюють одне одному і являють собою абсолютне значення поперечної координати рухомого вузла 1 відносно станини 3. Для переміщення у поперечному напрямку в задаючий пристрій заносять нове значення поперечної координати, в результаті чого на виході вираховувача 15 з'являється код різниці, який через цифро-аналоговий перетворювач 17 і підсилювач 18 вмикає двигун 4, чим змушує р ухомий вузол 1 пересуватися у поперечному напрямку. Під час пересування фотоелектричний датчик 11 відхилюється від осі променя лазера 10, що викликає появу на його виходах сигналу, пропорційного відхиленню, який підсилюється підсилювачем 12 і надходить до серводвигуна 9. Серводвигун 9, за допомогою передачі гвинт - гайка 8, рухає датчик 11 у напрямку, протилежному напрямку руху рухомого вузла 1, підтримуючи таким чином постійним положення датчика 11 відносно оптичної осі лазера 10. Переміщення датчика 11 відносно рухомого вузла 1, яке дорівнює по модулю і протилежне по знаку переміщенню рухомого вузла 1 відносно оптичної осі лазера 10, вимірюється датчиком 13 як кут повороту вимірювального гвинта передачі 8, і додається до вмісту лічильника 14 з урахуванням знаку. У ході зміни вмісту лічильника 14 зменшується абсолютне значення коду різниці на виході вираховувача 15, і коли вміст лічильника 14 буде дорівнювати вмісту задаючого пристрою 16, двигун 4 зупиниться. Таким чином датчик 11 постійно знаходиться на осі променя лазера 10, а відносне положення рухомого вузла 1 і датчика 11 обумовлюється тільки кодом на виході задаючого пристрою і точністю вимірювальної передачі 8, і не залежить від відхилень від прямолінійності направляючих повздовжнього переміщення. Аналогічним чином можливо компенсувати відхилення від прямолінійності по іншим напрямкам руху р ухомого вузла.
ДивитисяДодаткова інформація
Назва патенту англійськоюServodrive of the feeding mechanism of a metal-cutting lathe providing compensation of errors induced by inaccuracy of the lathe guides
Автори англійськоюKovaliov Viktor Dmytrovych, Babin Oleh Faviyevych, Melnyk Maksym Serhiyovych
Назва патенту російськоюСледящий привод механизма подачи металлорежущего станка, обеспечивающий компенсацию ошибок, вызванных неточностью направляющих станка
Автори російськоюКовалев Виктор Дмитриевич, Бабин Олег Фавиевич, Мельник Максим Сергеевич
МПК / Мітки
МПК: G05D 3/12
Мітки: похибок, слідкуючий, верстата, напрямних, привід, подачі, металорізального, компенсацією
Код посилання
<a href="https://ua.patents.su/2-63306-slidkuyuchijj-privid-podachi-metalorizalnogo-verstata-z-kompensaciehyu-pokhibok-napryamnikh.html" target="_blank" rel="follow" title="База патентів України">Слідкуючий привід подачі металорізального верстата з компенсацією похибок напрямних</a>
Пристрій для відліку переміщень робочого органу металорізального верстата
Номер патенту: 23734
Опубліковано: 16.06.1998
Автори: Шепелев Анатолій Олександрович, Зіненко Володимир Миколайович
МПК: B23Q 17/00
Мітки: переміщень, відліку, пристрій, робочого, органу, верстата, металорізального
Формула / Реферат:
1. Устройство для отсчета перемещений рабочего органа металлорежущего станка, содержащее механизм перемещения рабочего органа станка в виде вала, кинематически связанный с механизмом компенсации зазора кинематической цепи, механизм отсчета величины перемещения рабочего органа станка, включающий измерительный элемент, отличающееся тем, что вал механизма перемещения рабочего органа станка выполнен в виде винта, к одному из концов которого...
Коробка швидкостей металорізального верстата
Номер патенту: 21914
Опубліковано: 30.04.1998
Автори: Торопов Олександр Іванович, Шахрай Ігор Юрійович
Мітки: металорізального, коробка, швидкостей, верстата
Формула / Реферат:
Коробка скоростей металлорежущего станка, содержащая ведущий вал, многодисковые фрикционы для прямого и обратного вращения шпинделя, установленные на последнем, цепь основного привода шпинделя, цепь реверса, цепь перебора, первый и второй промежуточные валы с передающей шестерней на последнем, первый и второй валы перебора с выходной шестерней, звено увеличения шага и токарный шпиндель, отличающаяся тем, что в коробке скоростей...
Пневмогідравлічний слідкуючий привід
Номер патенту: 34811
Опубліковано: 15.03.2001
Автори: Казидуб Ростислав Олександрович, Бабенко Олег Ігорович, Лисенко Володимир Сергійович, Мельничук Олександр Анатолійович, Таурит Тетяна Георгіївна, Яхно Олег Михайлович
МПК: F15B 9/00
Мітки: привід, слідкуючий, пневмогідравлічний
Формула / Реферат:
1. Пневмогідравлічний слідкуючий привід, що має, зв'язані загальним валом пневматичний двигун і гідравлічний насос, редуктор, пневмогідравлічний слідкуючий пристрій з поворотним елементом, включаючи пневматичний розподільник з вікнами, повернутими до виступу поворотного елементу і підключеними каналами до пневматичного двигуна і двох нормально відкритих допоміжних розподільників, з'єднаних кожний входом з пневматичним двигуном і пневматичним...
Пристрій для дискретної подачі робочого органу верстата
Номер патенту: 30496
Опубліковано: 15.11.2000
Автори: Крижанівський Володимир Андрійович, Пестунов Володимир Михайлович, Барамба Андрій Валерійович
МПК: B23Q 5/22
Мітки: дискретної, робочого, подачі, пристрій, верстата, органу
Формула / Реферат:
Пристрій для дискретної подачі робочого органу верстата, який вміщує поєднану самогальмівною різьбою з корпусом піноль, усередині якої розміщений зафіксований в осьовому напрямку шпиндель, відрізняється тим, що корпус закріплений в поворотному кронштейні, вісь обертання якого перпендикулярна до вісі шпинделя і співпадає з віссю обертання планетарного колеса конічного диференціала, розташованого в кронштейні і кінематично зв'язуючого...
Адаптивний привід бурового верстата
Номер патенту: 58736
Опубліковано: 15.08.2003
Автори: Воробйов Микола Степанович, Крижанівський Євстахій Іванович
МПК: E21B 3/02
Мітки: привід, бурового, верстата, адаптивний
Формула / Реферат:
Адаптивний привід бурового верстата, що містить двигун, дводиференціальний механізм адаптації виконавчих органів пристроїв подачі і розрізу та регульований гальмівний задавальний механізм, який відрізняється тим, що додатково введені компаундно інші двигуни, об'ємна гідропередача, насосна частина якої виконана автономно для кожного двигуна, а гідромотор виконаний роторним, з'єднаним з водилом першого диференціала, бурові насоси, які зв'язані...
Попередній патент: Кормовий білковий продукт
Наступний патент: Спосіб розбирання судна на метал та його використання, наприклад, як судноплавний шлюзовий пристрій (ск-5) (варіанти)
Випадковий патент: Антибактеріальний засіб