Коробка швидкостей металорізального верстата
Номер патенту: 21914
Опубліковано: 30.04.1998
Формула / Реферат
Коробка скоростей металлорежущего станка, содержащая ведущий вал, многодисковые фрикционы для прямого и обратного вращения шпинделя, установленные на последнем, цепь основного привода шпинделя, цепь реверса, цепь перебора, первый и второй промежуточные валы с передающей шестерней на последнем, первый и второй валы перебора с выходной шестерней, звено увеличения шага и токарный шпиндель, отличающаяся тем, что в коробке скоростей дополнительно установлен фрезерный шпиндель, на втором промежуточном валу дополнительно установлена паразитная шестерня, а на токарном и фрезерном шпинделях свободно установлено по три шестерни с возможностью связи с шпинделями при помощи соответствующих муфт, при этом токарный и фрезерный шпиндели установлены параллельно друг другу и направлены в противоположные стороны, кроме того, образованы дополнительные кинематические цепи в виде цепи связи фрезерного шпинделя со звеном увеличения шага в составе первой шестерни фрезерного шпинделя, паразитной шестерни, первой шестерни токарного шпинделя и звена увеличения шага, цепи связи фрезерного шпинделя с цепью основного привода токарного шпинделя в составе передающей шестерни второго промежуточного вала и второй шестерни фрезерного шпинделя и цепи связи фрезерного шпинделя с кинематической цепью перебора токарного шпинделя в составе выходной шестерни перебора и третьи шестерни фрезерного шинделя.
Текст
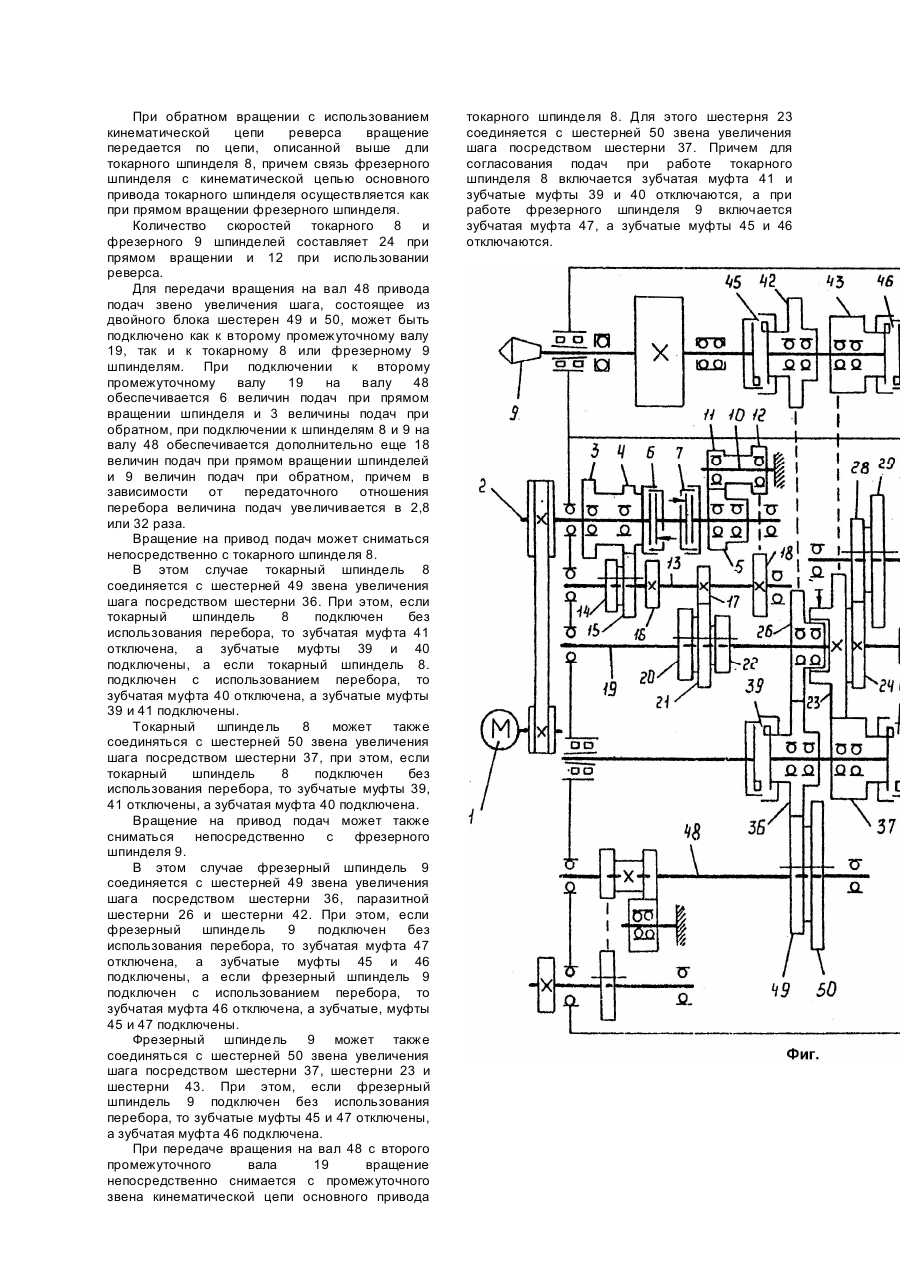
Изобретение относится к станкостроению. Известна коробка скоростей токарновинторезного станка 1К62Б, содержащая ведущий вал, многодисковые фрикционы прямого и обратного вращения шпинделя, установленные на последнем с возможностью связи с ним, цепь прямого вращения шпинделя, цепь реверса шпинделя, первый и второй промежуточные валы с передающей шестерней, первый и второй валы перебора с выходной шестерней, звено увеличения шага и токарный шпиндель, причем цепь прямого вращения шпинделя выполнена в виде сдвоенного блока шестерен, установленного неподвижно и связанного с ведущим валом, и сдвоенного блока шестерен, установленного с возможностью осевого перемещения на первом промежуточном валу, а цепь реверса шпинделя выполнена в виде шестерни, установленной на ведущем валу, паразитной шестерни и шестерни, установленной на первом промежуточном валу, при этом все шестерни установлены неподвижно [1]. Однако данная коробка скоростей не обеспечивает передачу вращения от привода к двум шпинделям, например, ко второму шпинделю, который может быть фрезерным. Изобретение решает задачу по обеспечению создания станка модульного типа с одним приводом главного движения путем передачи вращения от привода на фрезерный шпиндель с использованием токарной коробки скоростей. Выполнение указанной задачи достигается тем, что в коробке скоростей металлорежущего станка, содержащем ведущий вал, многодисковые фрикционы для прямого и обратного вращения шпинделя, установленные на последнем, цепь основного привода шпинделя, цепь реверса, цепь перебора, первый и второй промежуточные валы с передающей шестерней на последнем, первый и второй валы перебора с выходной шестерней, звено увеличения шага и токарный шпиндель, дополнительно установлен фрезерный шпиндель, на втором промежуточном валу дополнительно установлена паразитная шестерня, а на токарном и фрезерном шпинделях свободно установлено по три шестерни с возможностью связи с шпинделями при помощи соответствующих муфт, при этом токарный и фрезерный шпиндели установлены параллельно друг другу и направлены в противоположные стороны, кроме того образованы дополнительные кинематические цепи в виде цепи связи фрезерного шпинделя со звеном увеличения шага в составе первой шестерни фрезерного шпинделя, паразитной шестерни, первой шестерни токарного шпинделя и звена увеличения шага, цепи связи фрезерного шпинделя с цепью основного привода токарного шпинделя о составе передающей шестерни второго промежуточного вала и второй шестерни фрезерного шпинделя и цепи связи фрезерного шпинделя с кинематической цепью перебора токарного шпинделя в составе выходной шестерни перебора и третьей шестерни Фрезерного шпинделя. Выполнение в коробке скоростей дополнительно фрезерного шпинделя, а на втором промежуточном валу дополнительно паразитной шестерни, и свободная установка на токарном и фрезерном шпинделях по три шестерни с возможностью связи с шпинделями при помощи соответствующих муфт позволяет обеспечить передачу главного движения от одного двигателя на токарный и фрезерный, шпиндели, что дает возможность создания станка модульного типа. Установка токарного и фрезерного шпинделей параллельно друг другу и направленных в противоположные стороны, позволяет осуществить связь обоих шпинделей с одним приводом главного движения и обеспечить возможность создания станка модульного типа. Выполнение дополнительной кинематической цепи в виде цепи связи фрезерного шпинделя со звеном увеличения шага в составе первой шестерни фрезерного шпинделя, паразитной шестерни, первой шестерни токарного шпинделя и звена увеличения шага позволяет связать фрезерный шпиндель с коробкой подач станка, что обеспечивает работоспособность станка модульного типа. Выполнение цепи связи фрезерного шпинделя с цепью основного привода токарного шпинделя в виде передающей шестерни второго промежуточного вала и второй шестерни фрезерного шпинделя позволяет обеспечить привод главного движения как для токарного, так и для фрезерного шпинделей в зависимости от потребности, т.е. достигается возможность оснащать токарный станок фрезерным модулем. Выполнение цепи связи фрезерного шпинделя с кинематической цепью перебора токарного шпинделя в виде выходной шестерни перебора и третьей шестерни фрезерного шпинделя позволяет обеспечить широкий набор скоростей как для токарного, так и для фрезерного шпинделей, т.е. опять же обеспечивается возможность создания станка модульного типа. Все вместе сказанное выше обеспечивает достижение технического результата, выражающегося в обеспечении возможности создания металлорежущего станка модульного типа с одним приводом главного движения. Это позволяет изготавливать станки по желанию заказчика либо чисто токарные, либо комбинированные, дополнительно оснащенные фрезерной частью. Последнее позволяет заказчику при незначительных объемах производства понизить энерговооруженность станочного парка, сократить производственные площади. На чертеже изображена кинематическая схема предлагаемой коробки скоростей металлорежущего станка. Коробка скоростей металлорежущего станка содержит кинематическую цепь основного привода токарного шпинделя, кинематическую цепь перебора токарного шпинделя, кинематическую цепь реверса токарного шпинделя, кинематические цепи связи фрезерного шпинделя с цепью основного привода и с цепью перебора токарного шпинделя, и кинематические цепи связи токарного и фрезерного шпинделей с приводом подач и с приводом подач через перебор. Электродвигатель 1 при помощи клиноременной передачи связан с ведущим валом 2, на котором свободно установлены двойной блок из шестерен 3, 4 и шестерня 5, а также установлены с возможностью связи с ними фрикционы 6 и 7, для прямого и обратного, соответственно, вращения токарного шпинделя 8 и фрезерного шпинделя 9. На оси 10 свободно установлен блок шестерен 11 и 12. На первом промежуточном валу 13 установлен подвижный двойной блок шестерен 14 и 15, а также жестко закреплены шестерни 16, 17, 18. На втором промежуточном валу 19 установлен тройной подвижный блок шестерен 20, 21, 22, жестко закреплены двойной блок шестерен 23, 24 и шестерен 25, и свободно установлена паразитная шестерня 26. На первом валу перебора 27 установлены подвижные двойные блоки шестерен 28, 29 и 30, 31. На втором валу перебора 32 жестко закреплены выходная шестерня 33 и шестерни 34 и 35. На токарном шпинделе 8 свободно установлены шестерни 36, 37 и 38, а также зубчатые муфты 39, 40 и 41 для связи этих шестерен с токарным шпинделем 8. На фрезерном шпинделе 9 свободно установлены шестерни 42, 43 и 44, а также зубчатые муфты 45, 46 и 47 для связи этих шестерен с фрезерным шпинделем 9. На валу 48 привода подач установлено звено увеличения шага в виде подвижного блока шестерен 49 и 50. Кинематическая цепь основного привода токарного шпинделя 8 выполнена в виде ведущего вала 2, двойного блока шестерен 3, 4, фрикциона 6, подвижного двойного блока шестерен 14 и 15, первого промежуточного вала 13, шестерен 16, 17 и 18, тройного подвижного блока шестерен 20, 21 и 22, второго промежуточного вала 19, шестерни 23, шестерен 37 и зубчатой муфты 40. Кинематическая цепь перебора токарного шпинделя 8 выполнена в виде шестерен 24 и 25, подвижного двойного блока шестерен 28 и 29, первого вала перебора 27, подвижного двойного блока шестерен 30 и 32, шестерен 34 и 35, второго вала перебора 32, выходной шестерни 33, шестерни.38 и зубчатой муфты 41. Кинематическая цепь реверса токарного шпинделя 8 выполнена в виде фрикциона 7, шестерни 5, двойного блока шестерен 11 и 12 и шестерни 18. Кинематическая цепь связи фрезерного шпинделя 9 с кинематической цепью основного привода токарного шпинделя 8 выполнена в виде шестерни 43 и зубчатой муфты 46. Кинематическая цепь связи фрезерного шпинделя 9 с цепью перебора выполнена в виде шестерни 44 и зубчатой муфты 47. Кинематическая цепь связи токарного шпинделя 8 с приводом подач выполнена в виде зубчатой муфты 40, шестерни 37 и шестерни 50. Кинематическая цепь связи фрезерного шпинделя 9 с приводом подач выполнена в виде зубчатой муфты 46, шестерни 43, шестерни 23, шестерни 37 и шестерни 50. Кинематическая цепь связи токарного шпинделя 8 с приводом подач через перебор выполнена в виде зубчатой муфты 41, шестерни 38, токарного шпинделя 8, шестерни 36, зубчатой муфты 39 и шестерни 49. Кинематическая цепь связи фрезерного шпинделя 9 с приводом подач через перебор выполнена в виде шестерни 44, зубчатой муфты 47, фрезерного шпинделя 9, зубчатой муфты 45, шестерни 42, паразитной шестерни 26, шестерни 36 и шестерни 49. Токарный шпиндель 8 приводится во вращение с помощью кинематической цепи основного привода, кинематической цепи перебора и кинематической цепи реверса, при этом: При прямом вращении без использования кинематической цепи перебора вращение от электродвигателя 1 передается на ведущий вал 2 (см. фиг.), далее на двойной блок шестерен 3,4 с помощью фрикциона 6. В указанном на фиг.1 положении вращение снимается с шестерни 4 на шестерню 15 и передается на второй промежуточный вал 19с помощью шестерен 17 и 21. Далее через шестерню 23 шестерне 37, которая соединяется с токарным шпинделем 8 посредством зубчатой муфты 40. При прямом вращении с использованием кинематической цепи перебора вращение передается по цепи, описанной выше, начиная со второго промежуточного вала 19 через шестерни 24 и 28 первому промежуточному валу перебора 27, с которого передается через шестерни 30 и 34 второму промежуточному валу перебора 32, с которого при помощи выходной шестерни 33 шестерне 38, которая соединяется с токарным шпинделем 8 посредством зубчатой муфты 41. При обратном вращении с использованием кинематической цепи реверса вращение от электродвигателя 1 передается на ведущий вал 2 и далее на шестерню 5 с помощью фрикциона 7. Далее на шестерню 11, которая связана с шестерней 12. С шестерни 12 вращение передается шестерне 18, непосредственно с которой может сниматься вращение на шестерню 22 и передаваться второму промежуточному валу 19 либо через первый промежуточный вал 13 вращение второму промежуточному валу 19 может передаваться через шестерни 16, 20 и 17, 21. Далее с второго промежуточного вала 19 вращение передается согласно описанному выше. Фрезерный шпиндель 9 приводится во вращение с помощью кинематической цепи основного привода, кинематической цепи перебора и кинематической цепи реверса токарного шпинделя с использованием кинематической цепи связи фрезерного шпинделя с цепью основного привода и кинематической цепи связи фрезерного шпинделя с цепью перебора токарного шпинделя. При этом: При прямом вращении без использования кинематической цепи перебора вращение передается по кинематической цепи токарного шпинделя 8. описанной выше, начиная с шестерни 23 вращение передается шестерке 43, связываемой с фрезерным шпинделем при помощи зубчатой муфты 46. При прямом вращении с использованием кинематической цепи перебора вращение передается по цепи, описанной выше для токарного шпинделя 8, начиная с выходной шестерни 33 вращение передается шестерне 44, связываемой с фрезерным шпинделем при помощи зубчатой муфты 47. При обратном вращении с использованием кинематической цепи реверса вращение передается по цепи, описанной выше дли токарного шпинделя 8, причем связь фрезерного шпинделя с кинематической цепью основного привода токарного шпинделя осуществляется как при прямом вращении фрезерного шпинделя. Количество скоростей токарного 8 и фрезерного 9 шпинделей составляет 24 при прямом вращении и 12 при использовании реверса. Для передачи вращения на вал 48 привода подач звено увеличения шага, состоящее из двойного блока шестерен 49 и 50, может быть подключено как к второму промежуточному валу 19, так и к токарному 8 или фрезерному 9 шпинделям. При подключении к второму промежуточному валу 19 на валу 48 обеспечивается 6 величин подач при прямом вращении шпинделя и 3 величины подач при обратном, при подключении к шпинделям 8 и 9 на валу 48 обеспечивается дополнительно еще 18 величин подач при прямом вращении шпинделей и 9 величин подач при обратном, причем в зависимости от передаточного отношения перебора величина подач увеличивается в 2,8 или 32 раза. Вращение на привод подач может сниматься непосредственно с токарного шпинделя 8. В этом случае токарный шпиндель 8 соединяется с шестерней 49 звена увеличения шага посредством шестерни 36. При этом, если токарный шпиндель 8 подключен без использования перебора, то зубчатая муфта 41 отключена, а зубчатые муфты 39 и 40 подключены, а если токарный шпиндель 8. подключен с использованием перебора, то зубчатая муфта 40 отключена, а зубчатые муфты 39 и 41 подключены. Токарный шпиндель 8 может также соединяться с шестерней 50 звена увеличения шага посредством шестерни 37, при этом, если токарный шпиндель 8 подключен без использования перебора, то зубчатые муфты 39, 41 отключены, а зубчатая муфта 40 подключена. Вращение на привод подач может также сниматься непосредственно с фрезерного шпинделя 9. В этом случае фрезерный шпиндель 9 соединяется с шестерней 49 звена увеличения шага посредством шестерни 36, паразитной шестерни 26 и шестерни 42. При этом, если фрезерный шпиндель 9 подключен без использования перебора, то зубчатая муфта 47 отключена, а зубчатые муфты 45 и 46 подключены, а если фрезерный шпиндель 9 подключен с использованием перебора, то зубчатая муфта 46 отключена, а зубчатые, муфты 45 и 47 подключены. Фрезерный шпиндель 9 может также соединяться с шестерней 50 звена увеличения шага посредством шестерни 37, шестерни 23 и шестерни 43. При этом, если фрезерный шпиндель 9 подключен без использования перебора, то зубчатые муфты 45 и 47 отключены, а зубчатая муфта 46 подключена. При передаче вращения на вал 48 с второго промежуточного вала 19 вращение непосредственно снимается с промежуточного звена кинематической цепи основного привода токарного шпинделя 8. Для этого шестерня 23 соединяется с шестерней 50 звена увеличения шага посредством шестерни 37. Причем для согласования подач при работе токарного шпинделя 8 включается зубчатая муфта 41 и зубчатые муфты 39 и 40 отключаются, а при работе фрезерного шпинделя 9 включается зубчатая муфта 47, а зубчатые муфты 45 и 46 отключаются.
ДивитисяДодаткова інформація
Назва патенту англійськоюGearbox of machine tool
Автори англійськоюToropov Oleksandr Ivanovych, Shakhrai Ihor Yuriiovych
Назва патенту російськоюКоробка скоростей металлорежущего станка
Автори російськоюТоропов Александр Иванович, Плут Игорь Юрьевич
МПК / Мітки
Мітки: металорізального, швидкостей, верстата, коробка
Код посилання
<a href="https://ua.patents.su/3-21914-korobka-shvidkostejj-metalorizalnogo-verstata.html" target="_blank" rel="follow" title="База патентів України">Коробка швидкостей металорізального верстата</a>
Шпиндельна бабка фрезерного верстата
Номер патенту: 5240
Опубліковано: 28.12.1994
Автор: Мілащенко Володимир Іванович
МПК: B27C 5/00
Мітки: верстата, шпиндельна, фрезерного, бабка
Формула / Реферат:
Шпиндельная бабка фрезерного станка, включающая корпус, шпиндель с пинолью и хвостовиком, механизм подачи шпинделя и фиксатор шпинделя, отличающаяся тем, что шпиндель выполнен полым, а его хвостовик выполнен в виде промежуточного валика, один конец которого расположен внутри шпинделя и связан с ним шлицевым соединением, причем другой конец промежуточного валика установлен м опорах корпуса шпиндельной бабки, при этом фиксатор установлен на...
Коробка передач транспортного засобу

Номер патенту: 12201
Опубліковано: 25.12.1996
Автори: Чернявський Ілля Шмулевич, Кравченко Микола Олександрович, Амелін Микола Григорович, Шейко Микола Федорович, Огій Григорій Юхимович, Бондаренко Євген Андрійович
МПК: B60K 17/06
Мітки: засобу, передач, транспортного, коробка
Формула / Реферат:
Коробка передач транспортного средства, преимущественно гусеничного сельскохозяйственного трактора, содержащая в диапазонной части входной вал с механизмом переключения диапазонов и ведущей шестерней заднего хода, промежуточный вал с жестко закрепленными шестернями и вал заднего хода с шестернями, а в узле переключения - два выходных вала привода правого и левого бортов со свободно вращающимися ведомыми шестернями, находящимися в...
Задня бабка важкого токарного верстату
Номер патенту: 12128
Опубліковано: 25.12.1996
Автори: Дубров Борис Іванович, Ніколаєв Костянтин Анатолієвич
МПК: B23Q 15/00
Мітки: задня, важкого, верстату, бабка, токарного
Формула / Реферат:
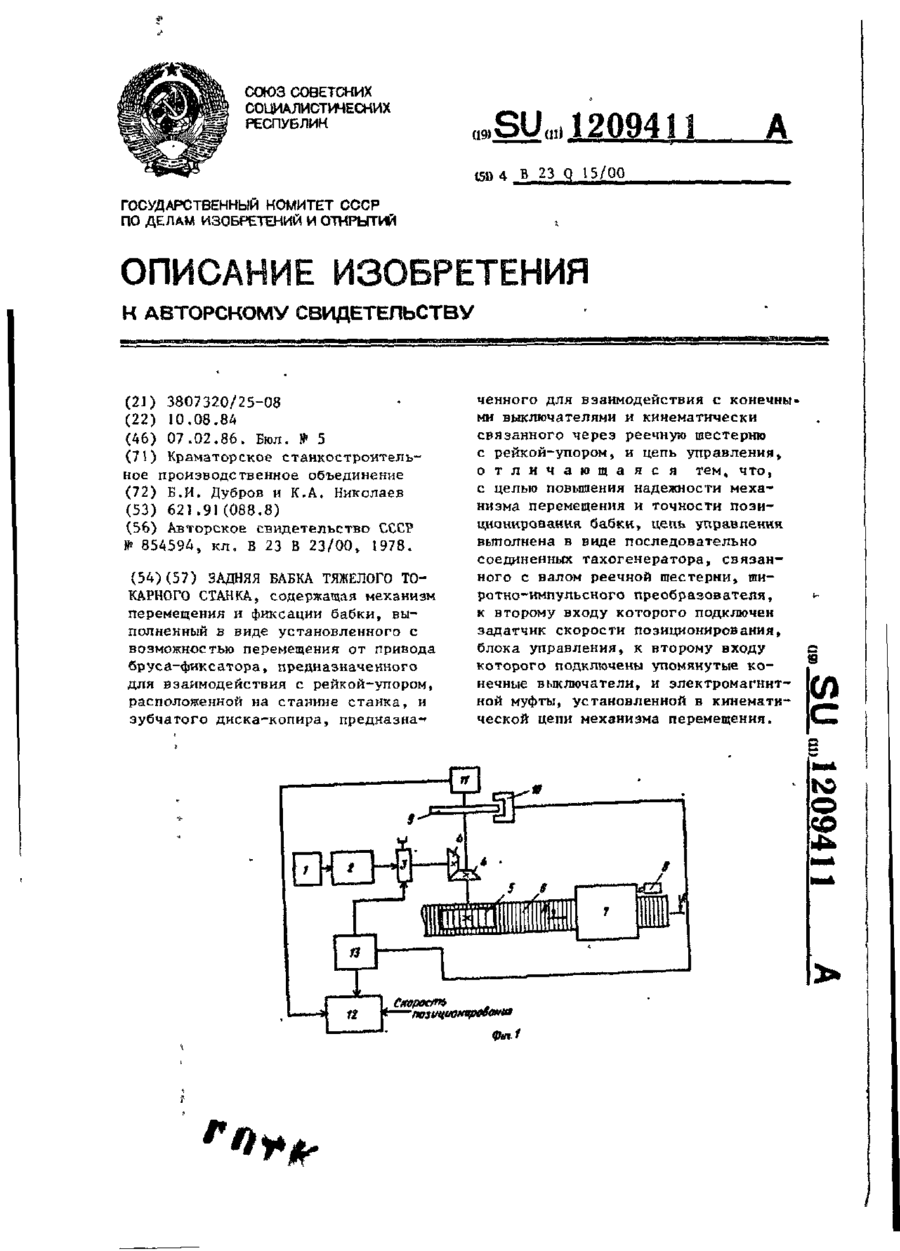
Задняя бабка тяжелого токарного станка, содержащая механизм перемещения и фиксации бабки, выполненный в виде установленного с возможностью перемещения от привода бруса-фиксатора, предназначенного для взаимодействия с рейкой-упором, расположенной на станине станка, и зубчатого диска-копира, предназначенного для взаимодействия с конечными выключателями и кинематически связанного через реечную шестерню с рейкой-упором, и цепь управления,...
Механізм повороту шпиндельного барабана багатошпиндельного токарного верстата
Номер патенту: 9967
Опубліковано: 30.09.1996
Автори: Штейман Леонід Якович, Шахрай Ігор Юрійович, Макарон Олександр Якович
МПК: B23B 9/00
Мітки: барабана, багатошпиндельного, шпиндельного, механізм, повороту, верстата, токарного
Текст:
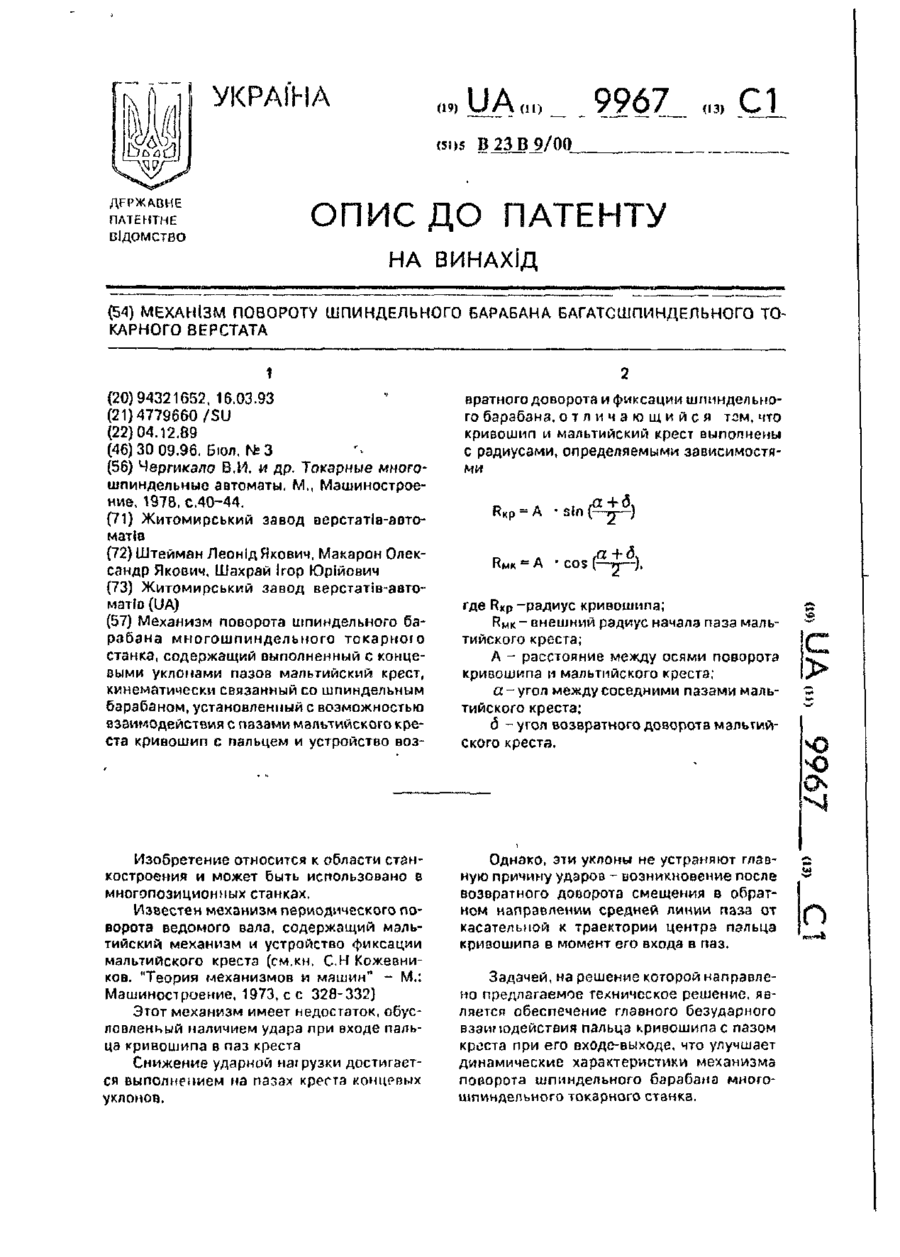
...техническое решение, является обеспечение глзвного безударного взаимодействия пальца кривошипа с пазом кроста при его входе-выходе, что улучшает динамические характеристики механизма поворота шпиндельного барабана многошпиндельного токарного станка. з 9967 Предлагаемый механизм содержит веВыполнение указанной задачи достигадущий вал 1, ЗеЖрепленмый на нем кривоется тем, что в механизме поворота шпиншип 2 с пальцем, выполненным...
Шпіндельний вузол шліфувального верстата
Номер патенту: 245
Опубліковано: 30.04.1993
Автори: Довгий Олександр Семенович, Пізенцалі Антон Дмитрович, Захарченко Юрій Петрович, Синяговський Іван Іванович, Тараненко Микола Степанович
МПК: B24B 41/00
Мітки: вузол, верстата, шліфувального, шпіндельний
Формула / Реферат:
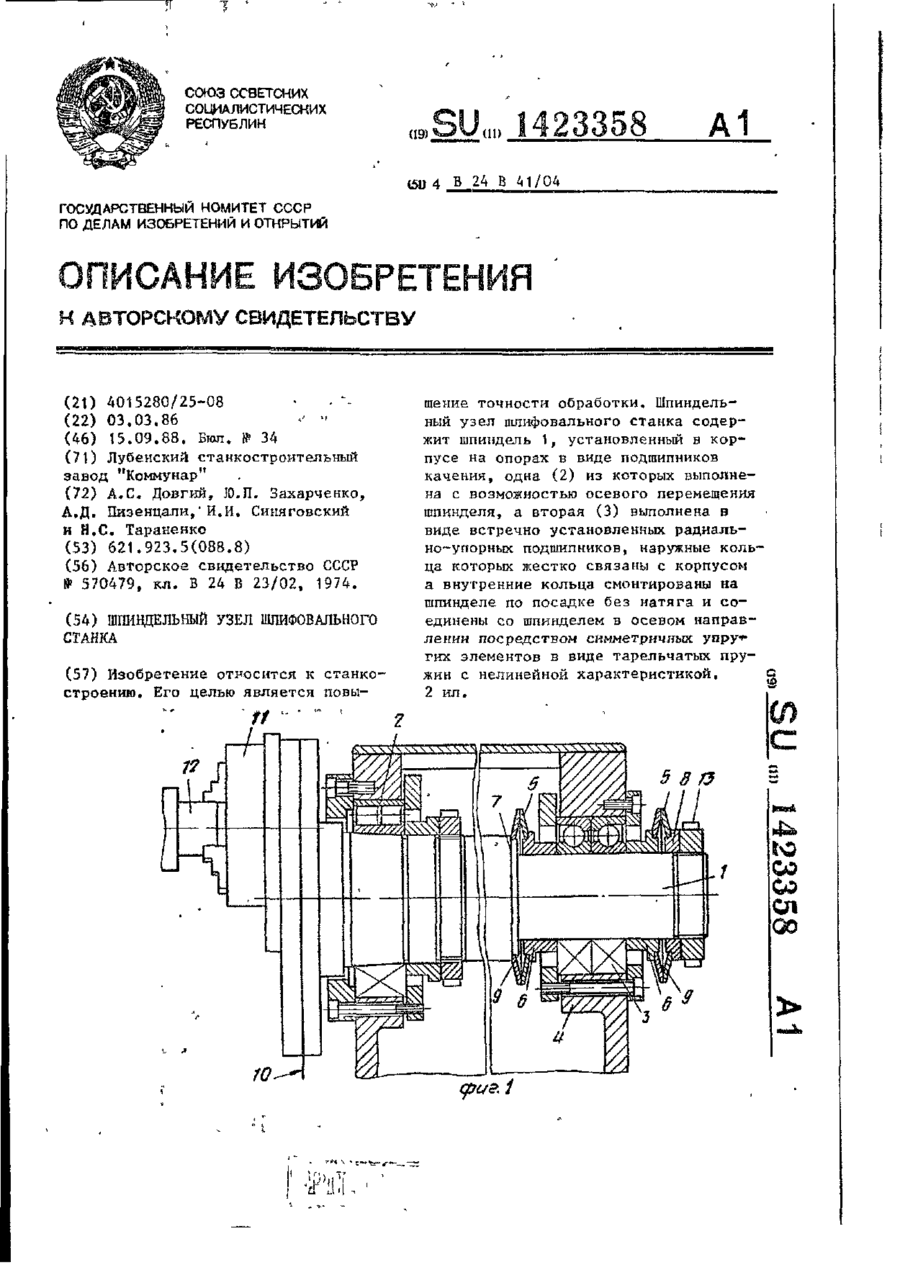
Формула изобретенияШпиндельный узел шлифовального станка, содержащий шпиндель, установленный в корпусе на опорах в виде подшипников качения, одна из которых выполнена с возможностью осевого перемещения шпинделя, а другая расположена между буртами шпинделя и снабжена упругими в осевом направлении элементами, отличающийся тем, что, с целью повышения точности обработки, вторая опора выполнена в виде двух встречно установленных...
Попередній патент: Дискове велосипедне колесо і спосіб його виготовлення
Наступний патент: Пристрій для виконання платежів за допомогою електронної картки
Випадковий патент: Головка для послідовного подавання розпилених рідин із різних ємностей