Спосіб збудження ультразвукових коливань при прокатці
Формула / Реферат
Спосіб збудження ультразвукових коливань при прокатці, який відрізняється тим, що спочатку за допомогою перетворювачів створюють ультразвукові коливання з частотою від 15 до 25 кГц та амплітудою від 10 до 20 мкм, після чого їх передають до випромінювачів, за допомогою яких ультразвукові коливання збуджують у прокаті.
Текст
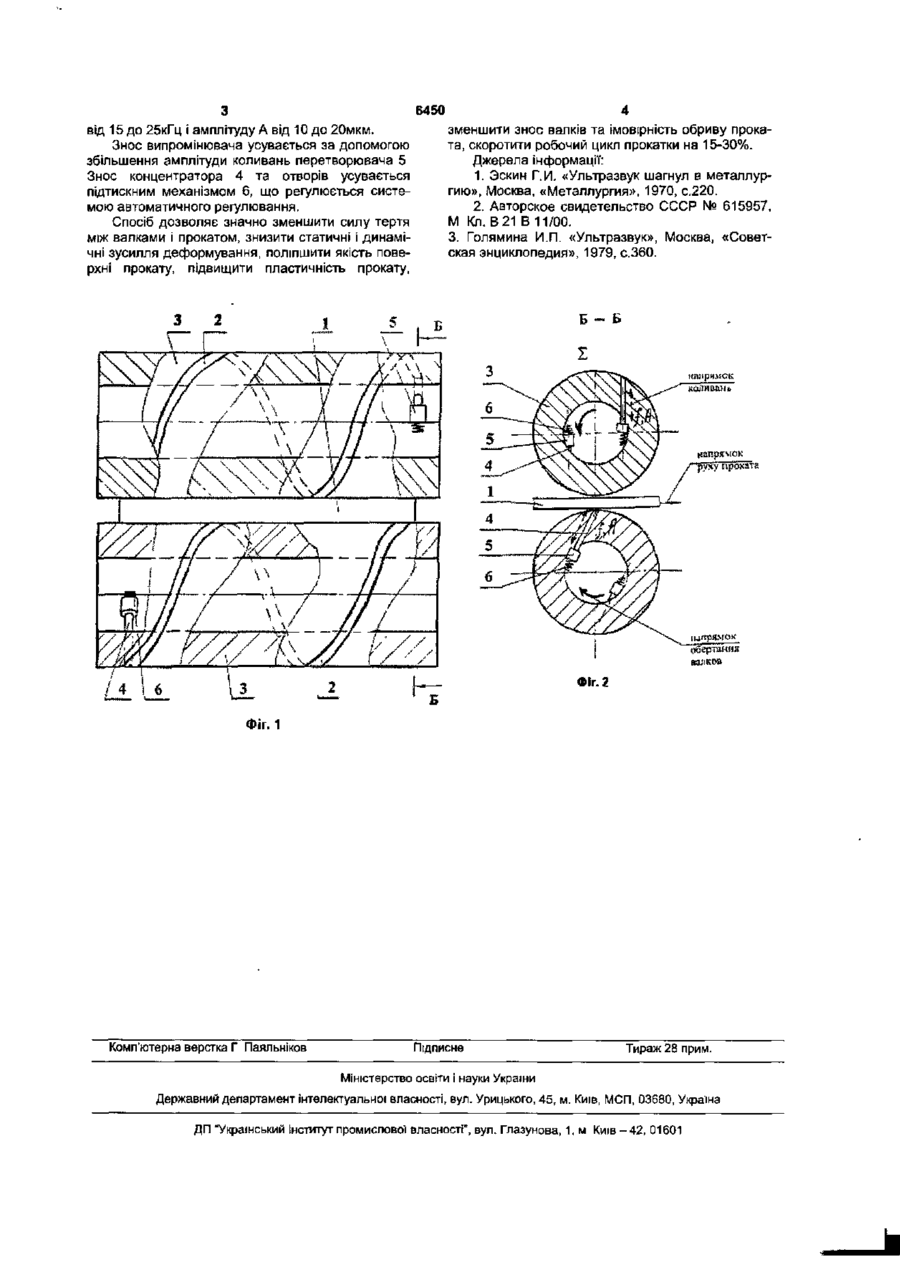
Спосіб збудження ультразвукових коливань при прокатці, який відрізняється тим, що спочатку за допомогою перетворювачів створюють ультразвукові коливання з частотою від 15 до 25 кГц та амплітудою від 10 до 20 мкм, після чого їх передають до випромінювачів, за допомогою яких ультразвукові коливання збуджують у прокаті Корисна модель відноситься до галузі впливу ультразвукових коливань на прокат. Використовується в прокатному виробництві для поліпшення якості прокату при пластичному деформуванні Відомі різні способи збудження ультразвукових коливань при прокатці Між собою вони відрізняються двома ознаками: напрямком ультразвукових коливань щодо напрямку руху тертьових поверхонь і збудженням ультразвукових коливань або у вогнищі деформації, або в деформівнім тілі. Найбільше широко використовується ультразвук при волочінні тонкостінних труб і дроту зі сталей і кольорових металів, а також при экструзивним плануванні сталевих труб алюмінієм, термомеханічній обробці, штампуванню з листа, прокату труб та листа [1, с.101] Існує спосіб збудження ультразвукових коливань в прокаті через кліщовидне захоплення [1, мал. 41,а], де прокат пройшовши прокатні валки і напрямні ролики захоплюється спеціальним пристроєм з натягненням, якому передаються коливання перпендикулярно напрямку руху матеріалу від джерела Аналогічним є спосіб збудження ультразвукових коливань безпосередньо в деформівнім матеріалі [1, мал 41,6], де випромінювачі ультразвукових коливань установлюються на прокаті до і після прокатних валків. Коливання передаються в той момент, коли вона проходить між валками. Недоліком цих способів є недостатнє зниження зовнішнього тертя при прокатці. Прототипом корисної моделі є спосіб збудження ультразвукових коливань при прокатці [2], що здійснюється за допомогою прикладених до бочок валків циклічно змінюючихся зусиль у площині, паралельної" вектору контактної' сили тертя з відносним зсувом фаз коливань верхнього і ниж нього валків. Недоліком цього способу є погіршення якості поверхні прокату через постійний контакт валка з упорним роликом джерела коливань. Задача, що стоїть перед авторами, полягає в підвищенні якості поверхні прокату і зниженні зусилля прокатки шляхом зменшення контактної сили тертя. Поставлена задача вирішується тим, що спочатку за допомогою перетворювачів створюють ультразвукові коливання з частотою від 15 до 25кГц та амплітудою від 10 до 20мкм, після чого їх передають до випромінювачів, за допомогою яких ультразвукові коливання збуджують у прокаті. Докладно корисна модель представлена в кресленнях, де зображено: на фіг. 1 - розташування джерел ультразвукових коливань на прокатних валках; на фіг. 2 - вид Б згідно фіг. 1 (схема передачі ультразвукових коливань прокату). Спосіб здійснюється наступним чином. Ультразвукові коливання під час обтиснення проката збуджуються в прокаті 1 випромінювачем коливань 2 (фіг. 1), поміщеним в гвинтову канавку, прорізану в зовнішній поверхні прокатного валка 3. Випромінювач приводиться в коливальний рух концентратором 4, зв'язаним з ультразвуковим перетворювачем 5 (наприклад" магнітострикційнним). Концентратор проходить у тілі валка через отвір і зміщений паралельно осьової площини валка (фіг. 2) - для збігу напрямку коливань і обертання валків [1, с.93-95]. Ультразвуковий перетворювач 5 знаходиться усередині порожнього прокатного валка 3 ближче до торців і жорстко закріплений до тіла валка Ультразвуковий перетворювач 5 створює частоту коливань f CO 6450 від 15 до 25кГц і амплітуду А від 10 до 20мкм. Знос випромінювача усувається за допомогою збільшення амплітуди коливань перетворювача 5 Знос концентратора 4 та отворів усувається підтискним механізмом 6, що регулюється системою автоматичного регулювання. Спосіб дозволяє значно зменшити силу тертя між валками і прокатом, знизити статичні і динамічні зусилля деформування, поліпшити якість поверхні прокату, підвищити пластичність прокату, зменшити знос валків та імовірність обриву проката, скоротити робочий цикл прокатки на 15-30%. Джерела інформації: 1. Эскин Г.И. «Ультразвук шагнул в металлургию», Москва, «Металлургия», 1970, с.220. 2. Авторское свидетельство СССР № 615957, М Кл. В 21 В 11/00. 3. Голямина И.П. «Ультразвук», Москва, «Советская энциклопедия», 1979, с.360. Фіг. 2 Фіг. 1 Комп'ютерна верстка Г Паяльніков Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of excitation of ultrasonic oscillations at rolling
Назва патенту російськоюСпособ возбуждения ультразвуковых колебаний при прокатке
МПК / Мітки
МПК: B21B 11/00
Мітки: ультразвукових, прокатці, збудження, спосіб, коливань
Код посилання
<a href="https://ua.patents.su/2-6450-sposib-zbudzhennya-ultrazvukovikh-kolivan-pri-prokatci.html" target="_blank" rel="follow" title="База патентів України">Спосіб збудження ультразвукових коливань при прокатці</a>
Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань
Номер патенту: 5814
Опубліковано: 15.03.2005
Автор: Фенченко Ігор Іванович
МПК: B22D 19/00
Мітки: ультразвукових, коливань, спосіб, наплавлення, захисних, застосуванням, покриттів
Формула / Реферат:
1. Спосіб наплавлення захисних покриттів із застосуванням ультразвукових коливань, який відрізняється тим, що у зварювальній ванні матеріалу, що наплавляється, створюють коливальні рухи з амплітудою коливань 3-20 мкм і частотою коливань 16-26 кГц.2. Спосіб за п. 1, який відрізняється тим, що коливальні рухи, які передаються механізмом, що подає наплавну стрічку, створюють перетворювачем ультразвуку, який через концентратор коливань...
Спосіб збудження звукових коливань за допомогою динамічної сирени
Номер патенту: 32273
Опубліковано: 15.12.2000
Автори: Тривайло Михайло Семенович, Карачун Володимир Володимирович, Гнатейко Нонна Валентиновна, Петрик Олександр Владиславович
МПК: G10K 7/00
Мітки: спосіб, сирени, допомогою, збудження, динамічної, коливань, звукових
Текст:
...сирену та діаграми, які пояснюють здійснення способу, на фіг.2 зображено виникнення гіроскопічного моменту М внаслідок повороту Землі. Для цього використовують високооборотну динамічну сирену І з дисковим ротором 2 та його приводом 3. Корпус сирени обладнаний вертикальним валом 4, який закріплюється на встановленій на поверхні Землі 5 показана у зменшеному масштабі основі б та має привод з. 7 для примусового обертання сирени,...
Спосіб збудження сейсмічних коливань
Номер патенту: 57803
Опубліковано: 15.07.2003
Автори: Роман Володимир Іванович, Сиротенко Петро Тимофійович, Ковальчук Богдан Михайлович
МПК: G01V 1/02
Мітки: спосіб, сейсмічних, коливань, збудження
Формула / Реферат:
1. Спосіб збудження сейсмічних коливань, що включає використання для збудження сейсмічних коливань електромеханічного перетворювача з активною і реактивною частинами, формування і подавання на електромеханічний перетворювач електричного імпульсу, перетворення електричного імпульсу в силовий імпульс, який прикладається між реактивною і активною частинами електромеханічного перетворювача, і утворення силового імпульсу безпосередньо під час...
Спосіб параметричного збудження механічних коливань
Номер патенту: 63716
Опубліковано: 15.01.2004
Автори: Суботін Олег Володимирович, Пивоваров Лев Володимирович
МПК: B06B 1/02
Мітки: параметричного, коливань, механічних, збудження, спосіб
Формула / Реферат:
Винахід відноситься до галузі машинобудування і може застосовуватися у віброгасниках і параметричних генераторах коливань.Способи параметричного збудження механічних коливань, реалізовані на основі винаходу, можуть бути використані для збудження коливань у механічних енергосилових установках, стаціонарних накопичувачах енергії, а також у системах компенсації динамічних навантажень.Відомий спосіб збудження механічних коливань у...
Пристрій для збудження сейсмічних коливань
Номер патенту: 53241
Опубліковано: 15.12.2004
Автори: Роман Володимир Іванович, Пігнастій Сергій Сергійович
МПК: G01V 1/02
Мітки: сейсмічних, пристрій, коливань, збудження
Формула / Реферат:
1. Пристрій для збудження сейсмічних коливань, який містить випромінювальну плиту з шипами, обертальний привід у вигляді електромеханічного перетворювача із статором і ротором, робочий орган, пружні елементи, що встановлені між приводом і випромінювальною плитою, пружини, підшипники, який відрізняється тим, що робочий орган виконаний у вигляді ексцентриків, які жорстко закріплені на роторі електромеханічного перетворювача і встановлені на...
Попередній патент: Апарат для виконання технологічних операцій над рідкими та порошкоподібними речовинами
Наступний патент: Відцентровий компресор доменної печі
Випадковий патент: Порошок глібуриду, таблетка або капсула, що його містять, та спосіб лікування діабету іі типу