Спосіб виготовлення жолоба гвинтового сепаратора
Номер патенту: 64678
Опубліковано: 16.02.2004
Автори: Ігнатов Олександр Сергійович, Чередниченко Едуард Михайлович, Махортов Олексій Федорович, Лебедєв Микола Володимирович, Марченко Володимир Іванович
Формула / Реферат
Спосіб виготовлення жолоба гвинтового сепаратора, що включає формування обробкою тиском заготовок витків у вигляді тіла обертання, твірна якого дорівнює твірній профілю витка, розрізку по меридіану, розтяжку витків на величину кроку і формування гвинтової поверхні жолоба, який відрізняється тим, що заготовки витків жолоба штампують у формі чаш з центральним отвором на дні, з'єднують зварюванням розрізані по меридіану чаші в спіральний пакет, розтягують спіральний пакет на величину кроку витків шляхом вгвинчування пакета в гвинтову канавку матриці, виконаної у вигляді втулки з гвинтовою канавкою без дна, формують гвинтову поверхню жолоба шляхом вигвинчування матриці із розтягнутого спірального пакета і в міру вигвинчування матриці приварюють утворену гвинтову поверхню до центральної стійки гвинтового сепаратора.
Текст
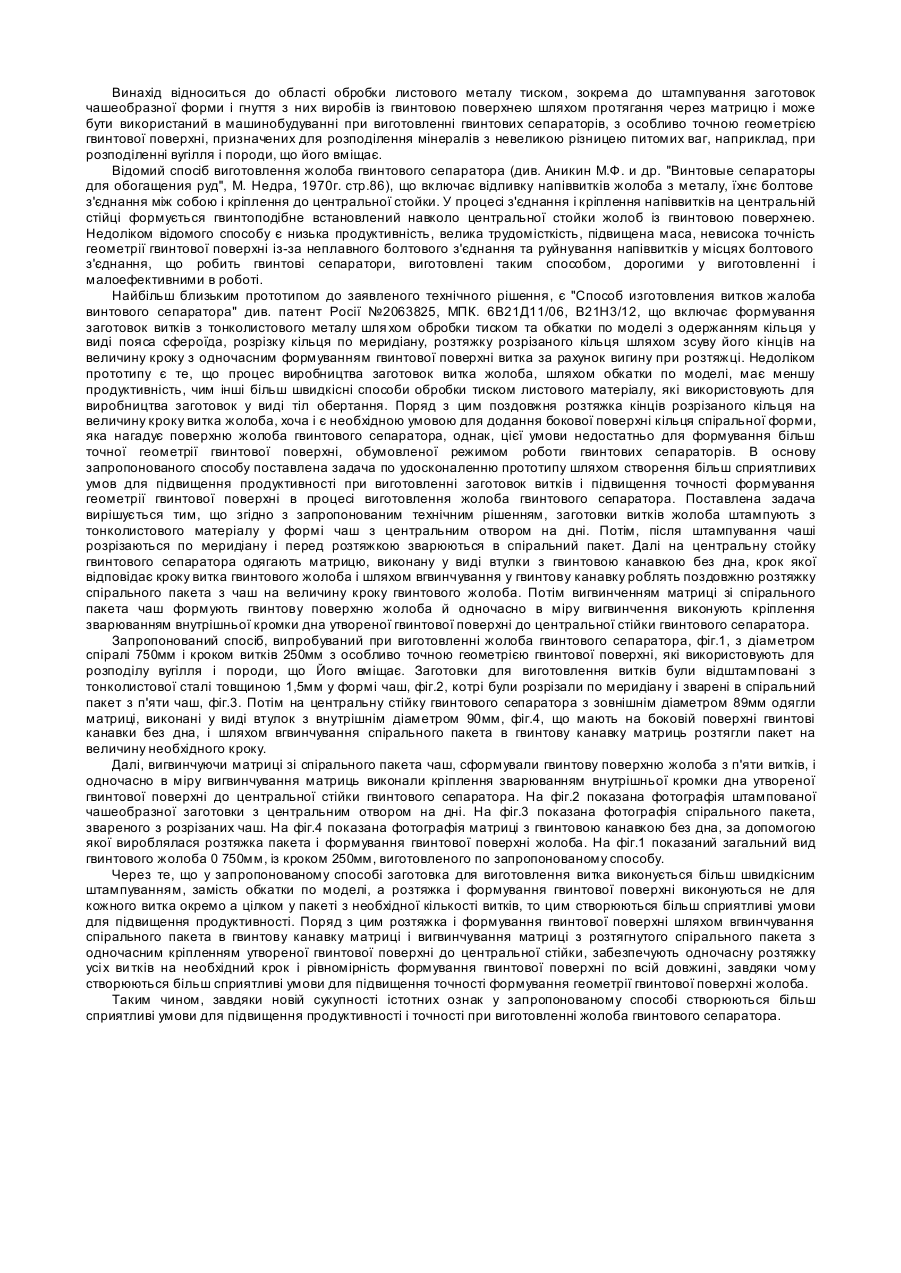
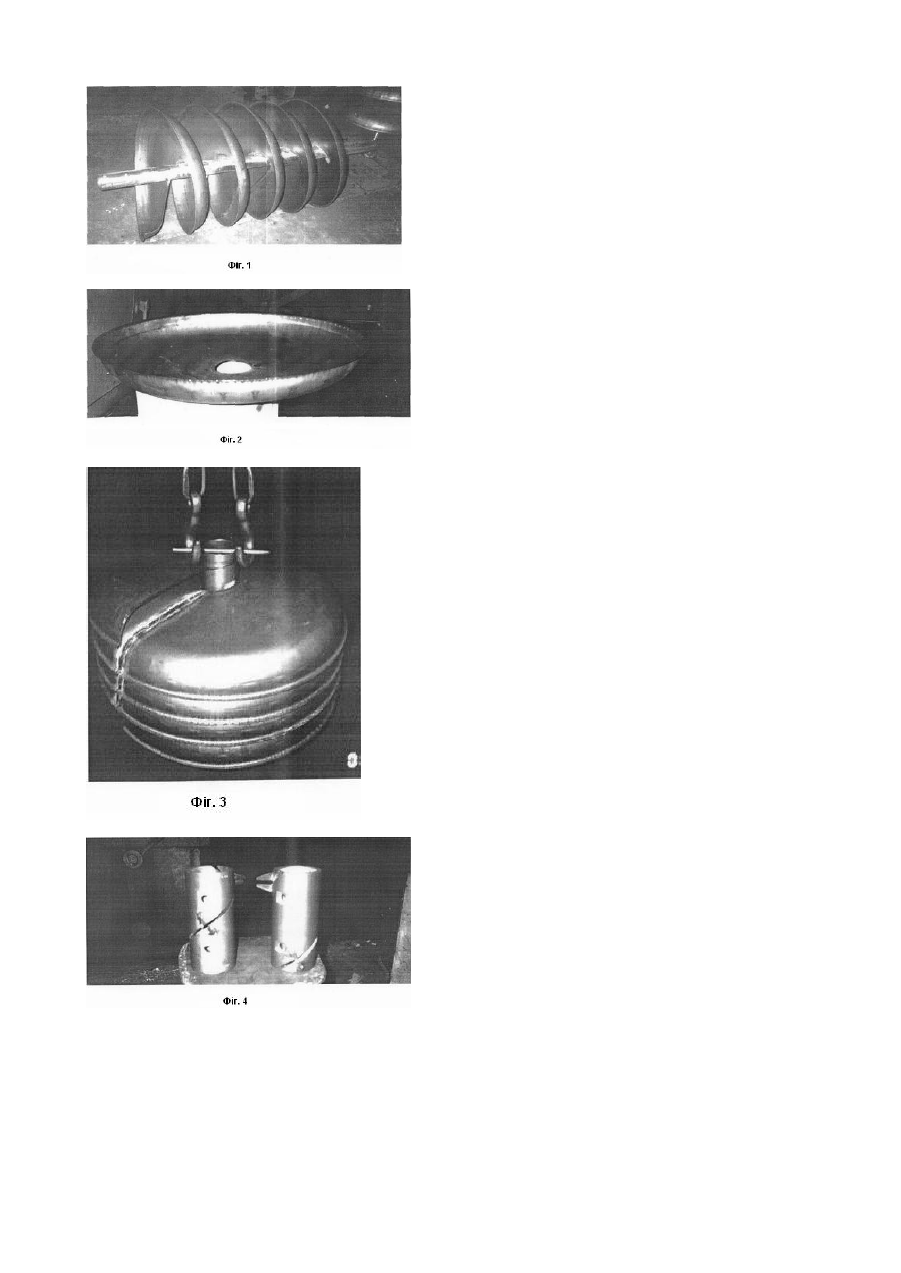
Винахід відноситься до області обробки листового металу тиском, зокрема до штампування заготовок чашеобразної форми і гнуття з них виробів із гвинтовою поверхнею шляхом протягання через матрицю і може бути використаний в машинобудуванні при виготовленні гвинтових сепараторів, з особливо точною геометрією гвинтової поверхні, призначених для розподілення мінералів з невеликою різницею питомих ваг, наприклад, при розподіленні вугілля і породи, що його вміщає. Відомий спосіб виготовлення жолоба гвинтового сепаратора (див. Аникин М.Ф. и др. "Винтовые сепараторы для обогащения руд", М. Недра, 1970г. стр.86), що включає відливку напіввитків жолоба з металу, їхнє болтове з'єднання між собою і кріплення до центральної стойки. У процесі з'єднання і кріплення напіввитків на центральній стійці формується гвинтоподібне встановлений навколо центральної стойки жолоб із гвинтовою поверхнею. Недоліком відомого способу є низька продуктивність, велика трудомісткість, підвищена маса, невисока точність геометрії гвинтової поверхні із-за неплавного болтового з'єднання та руйнування напіввитків у місцях болтового з'єднання, що робить гвинтові сепаратори, виготовлені таким способом, дорогими у виготовленні і малоефективними в роботі. Найбільш близьким прототипом до заявленого технічного рішення, є "Способ изготовления витков жалоба винтового сепаратора" див. патент Росії №2063825, МПК. 6В21Д11/06, В21Н3/12, що включає формування заготовок витків з тонколистового металу шля хом обробки тиском та обкатки по моделі з одержанням кільця у виді пояса сфероїда, розрізку кільця по меридіану, розтяжку розрізаного кільця шляхом зсуву його кінців на величину кроку з одночасним формуванням гвинтової поверхні витка за рахунок вигину при розтяжці. Недоліком прототипу є те, що процес виробництва заготовок витка жолоба, шляхом обкатки по моделі, має меншу продуктивність, чим інші більш швидкісні способи обробки тиском листового матеріалу, які використовують для виробництва заготовок у виді тіл обертання. Поряд з цим поздовжня розтяжка кінців розрізаного кільця на величину кроку витка жолоба, хоча і є необхідною умовою для додання бокової поверхні кільця спіральної форми, яка нагадує поверхню жолоба гвинтового сепаратора, однак, цієї умови недостатньо для формування більш точної геометрії гвинтової поверхні, обумовленої режимом роботи гвинтових сепараторів. В основу запропонованого способу поставлена задача по удосконаленню прототипу шляхом створення більш сприятливих умов для підвищення продуктивності при виготовленні заготовок витків і підвищення точності формування геометрії гвинтової поверхні в процесі виготовлення жолоба гвинтового сепаратора. Поставлена задача вирішується тим, що згідно з запропонованим технічним рішенням, заготовки витків жолоба штампують з тонколистового матеріалу у формі чаш з центральним отвором на дні. Потім, після штампування чаші розрізаються по меридіану і перед розтяжкою зварюються в спіральний пакет. Далі на центральну стойку гвинтового сепаратора одягають матрицю, виконану у виді втулки з гвинтовою канавкою без дна, крок якої відповідає кроку витка гвинтового жолоба і шляхом вгвинчування у гвинтову канавку роблять поздовжню розтяжку спірального пакета з чаш на величину кроку гвинтового жолоба. Потім вигвинченням матриці зі спірального пакета чаш формують гвинтову поверхню жолоба й одночасно в міру вигвинчення виконують кріплення зварюванням внутрішньої кромки дна утвореної гвинтової поверхні до центральної стійки гвинтового сепаратора. Запропонований спосіб, випробуваний при виготовленні жолоба гвинтового сепаратора, фіг.1, з діаметром спіралі 750мм і кроком витків 250мм з особливо точною геометрією гвинтової поверхні, які використовують для розподілу вугілля і породи, що Його вміщає. Заготовки для виготовлення витків були відштамповані з тонколистової сталі товщиною 1,5мм у формі чаш, фіг.2, котрі були розрізали по меридіану і зварені в спіральний пакет з п'яти чаш, фіг.3. Потім на центральну стійку гвинтового сепаратора з зовнішнім діаметром 89мм одягли матриці, виконані у виді втулок з внутрішнім діаметром 90мм, фіг.4, що мають на боковій поверхні гвинтові канавки без дна, і шляхом вгвинчування спірального пакета в гвинтову канавку матриць розтягли пакет на величину необхідного кроку. Далі, вигвинчуючи матриці зі спірального пакета чаш, сформували гвинтову поверхню жолоба з п'яти витків, і одночасно в міру вигвинчування матриць виконали кріплення зварюванням внутрішньої кромки дна утвореної гвинтової поверхні до центральної стійки гвинтового сепаратора. На фіг.2 показана фотографія штампованої чашеобразної заготовки з центральним отвором на дні. На фіг.3 показана фотографія спірального пакета, звареного з розрізаних чаш. На фіг.4 показана фотографія матриці з гвинтовою канавкою без дна, за допомогою якої вироблялася розтяжка пакета і формування гвинтової поверхні жолоба. На фіг.1 показаний загальний вид гвинтового жолоба 0 750мм, із кроком 250мм, виготовленого по запропонованому способу. Через те, що у запропонованому способі заготовка для виготовлення витка виконується більш швидкісним штампуванням, замість обкатки по моделі, а розтяжка і формування гвинтової поверхні виконуються не для кожного витка окремо а цілком у пакеті з необхідної кількості витків, то цим створюються більш сприятливі умови для підвищення продуктивності. Поряд з цим розтяжка і формування гвинтової поверхні шляхом вгвинчування спірального пакета в гвинтову канавку матриці і вигвинчування матриці з розтягнутого спірального пакета з одночасним кріпленням утвореної гвинтової поверхні до центральної стійки, забезпечують одночасну розтяжку усі х ви тків на необхідний крок і рівномірність формування гвинтової поверхні по всій довжині, завдяки чому створюються більш сприятливі умови для підвищення точності формування геометрії гвинтової поверхні жолоба. Таким чином, завдяки новій сукупності істотних ознак у запропонованому способі створюються більш сприятливі умови для підвищення продуктивності і точності при виготовленні жолоба гвинтового сепаратора.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing the spout of screw-type separator
Автори англійськоюMarchenko Volodymyr Ivanovych
Назва патенту російськоюСпособ изготовления желоба винтового сепаратора
Автори російськоюМарченко Владимир Иванович
МПК / Мітки
МПК: B21D 7/00, B21K 21/00
Мітки: жолоба, гвинтового, сепаратора, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-64678-sposib-vigotovlennya-zholoba-gvintovogo-separatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення жолоба гвинтового сепаратора</a>
Спосіб виготовлення кожуха гвинтового конвеєра зі спіральними напрямними на внутрішній поверхні
Номер патенту: 56632
Опубліковано: 15.05.2003
Автори: Смагін Григорій Вікторович, Цокур Любов Іванівна, Пономаренко Микола Федорович, Земляний Михайло Володимирович, Баліцький Іван Петрович
МПК: B21D 51/00
Мітки: спосіб, спіральними, напрямними, гвинтового, кожуха, виготовлення, конвеєра, внутрішній, поверхні
Формула / Реферат:
1. Спосіб виготовлення кожуха гвинтового конвеєра зі спіральними напрямними на внутрішній поверхні, що включає виготовлення знімної гвинтової спіралі кутикового перерізу і закріплення її на внутрішній циліндричній поверхні корпусу кожуха, який відрізняється тим, що полицю кріплення і спіральну стрічку знімної гвинтової спіралі виготовляють окремо, при цьому спіральну стрічку виготовляють розтягненням кінців заготівки, а полицю кріплення -...
Завантажувальний патрубок гвинтового конвеєра
Номер патенту: 61683
Опубліковано: 17.11.2003
Автор: Розум Руслан Іванович
МПК: B65G 33/24, B65G 33/16
Мітки: конвеєра, гвинтового, патрубок, завантажувальний
Формула / Реферат:
Завантажувальний патрубок гвинтового конвеєра, що містить гвинтову спіраль, розміщену в циліндричному обмежувачі з просівними вікнами, що переходить в еластичний кожух, який відрізняється тим, що вихідний вал гвинтової спіралі через планетарну передачу з'єднаний з активними збуджуючими елементами, виконаними у вигляді пластин, розташованих над зовнішньою поверхнею циліндричного обмежувача під кутом до траєкторії руху.
Завантажувальний патрубок гвинтового конвеєра
Номер патенту: 61435
Опубліковано: 17.11.2003
Автори: Розум Руслан Іванович, Гевко Роман Богданович
МПК: B65G 33/24, B65G 33/16
Мітки: гвинтового, конвеєра, патрубок, завантажувальний
Формула / Реферат:
1. Завантажувальний патрубок гвинтового конвеєра, що містить гвинтову спіраль, яка розміщена в циліндричному обмежувачі з просівними вікнами, що переходить в еластичний кожух, який відрізняється тим, що вихідний вал гвинтової спіралі через кулачковий механізм зв’язаний з активними збуджуючими елементами, виконаними у вигляді роликів і розташованими над зовнішньою поверхнею циліндричного обмежувача.2. Завантажувальний патрубок...
Робочий орган гнучкого гвинтового конвеєра
Номер патенту: 28967
Опубліковано: 16.10.2000
Автори: Гевко Роман Богданович, Пік Андрій Іванович
МПК: B65G 33/26, B65G 33/16
Мітки: робочий, орган, гвинтового, гнучкого, конвеєра
Формула / Реферат:
1. Робочий орган гнучкого гвинтового конвейєра, що містить гнучкий вал, на якому секційно закріплені окремі гвинтові лопатки, який відрізняється тим, що гнучкий вал виконаний у вигляді П-подібних пружних пластин, жорстко закріплених між собою і зміщених одна відносно одної у коловому напрямку, причому між П-подібними пружними пластинами закріплені гвинтові лопатки.2. Робочий орган гнучкого гвинтового конвеєра по п. 1, який...
Магнітна система сепаратора
Номер патенту: 46961
Опубліковано: 17.06.2002
Автори: Абідов Султан Турсунович, Ломовцев Лев Олексійович, Пермінов Юрій Микитович, Капленко Юрій Петрович
МПК: B03C 1/02
Мітки: система, магнітна, сепаратора
Формула / Реферат:
Магнітна система сепаратора, що містить магніти з полюсами, полярність яких чергується, яка відрізняється тим, що на магніти у зоні робочої поверхні встановлені полюсні башмаки зубчастої форми з магнітом'якого матеріалу.
Попередній патент: Спосіб скорочення тривалості періоду супоросності у свиноматок
Наступний патент: Спосіб контурної пластики м’яких тканин обличчя
Випадковий патент: Спосіб діагностики розвитку атеросклерозу