Спосіб кування сталевих заготівок типу валів
Номер патенту: 6477
Опубліковано: 16.05.2005
Автори: Станков Юрій Миколаєвич, Лиманський Олександр Вадимович, Конєва Ольга Григорівна, Кальченко Петро Павлович, Олешко Віктор Михайлович
Формула / Реферат
Спосіб кування сталевих заготівок типу валів, при якому сталеву заготівку багаторазово нагрівають до кувальної температури і після кожного нагрівання виконують її обтиснення кувальними бойками за кілька проходів, при цьому перед останнім обтисненням її нагрівають до температури, що не перевищує критичний поріг росту аустенітного зерна, який відрізняється тим, що нагрівання й обтиснення заготівки здійснюють у наступному режимі: спочатку обтиснення заготівки здійснюють у напрямку від донної частини до прибуткової на плоских бійчиках зі ступенем деформації 35 – 40 %, потім заготівку обтискають у комбінованих бойках із припуском 8 – 12 % щодо заданих поковочних розмірів, після чого вирубують заготівку з максимальною довжиною, виконують нагрівання перед останнім обтисненням протягом 0,15 - 0,25 години і обтискають до поковочних розмірів у вирізних бойках за два проходи.
Текст
Спосіб кування сталевих заготівок типу валів, при якому сталеву заготівку багаторазово нагрівають до кувальної температури і після кожного нагрівання виконують її обтиснення кувальними бой ками за кілька проходів, при цьому перед останнім обтисненням її нагрівають до температури, що не перевищує критичний поріг росту аустенітного зерна, який відрізняється тим, що нагрівання й обтиснення заготівки здійснюють у наступному режимі: спочатку обтиснення заготівки здійснюють у напрямку від донної частини до прибуткової на плоских бійчиках зі ступенем деформації 35 - 40 %, потім заготівку обтискають у комбінованих бойках із припуском 8 - 12 % щодо заданих поковочних розмірів, після чого вирубують заготівку з максимальною довжиною, виконують нагрівання перед останнім обтисненням протягом 0,15 - 0,25 години і обтискають до поковочних розмірів у вирізних бойках за два проходи. Корисна модель відноситься до обробки металів тиском, а саме - до способів кування поковок, і може бути використана при виготовленні циліндричних поковок типу валів з ковальських злитків. Відомий спосіб виготовлення поковок, при якому протягання злитка здійснюють у напрямку від прибуткової частини до донної в комбінованих бійчиках [див, наприклад, опис до авторського свідоцтва СРСР №2025182, МПК В21J1/09]. У даному способі заварюваємість внутрішніх дефектів забезпечується при максимальній температурі кування 1200-1300°С, що зберігається в початковий період кування, а наприкінці - інтенсивність оброблення під прибуткової частини злитка різко знижується через охолодження металу, що впливає на якість виготовлення поковок Крім того, кування поковок комбінованими бійчиками є малоефективним з точки зору пророблення осьової зони злитка. Найбільш близьким аналогом по сукупності істотних ознак і результату, що досягається, є спосіб кування сталевих заготівок [див., наприклад, опис авторського свідоцтва СРСР №1697962, МПК B21J1/04J. Сутність способу, сталеву заготівку багаторазово нагрівають до кувальної температури і роблять її обтиснення кувальними бійчиками за кілька проходів, а перед заключним етапом кування заготівку нагрівають до 950-980°С в печі, температура робочого простору якої відповідає максимальній температурі кування. Подібними ознаками відомого способа і того, що заявляється, є: спосіб кування сталевих заготівок типу валів при якому сталеву заготівку багаторазово нагрівають до кувальної температури і після кожного нагрівання роблять її обтиснення кувальними бійчиками за кілька проходів, при цьому перед останнім обтисненням її нагрівають до температури, що не перевищує критичний поріг росту аустенітного зерна. До недоліків способу можна віднести те, що регламентоване цим способом вільне охолодження заготівки до 650°С і її наступне нагрівання до 950°С протягом 0,75 години збільшує тривалість процесу виготовлення сталевих заготівок Одночасно з цим за рахунок тривалості вищевказаного нагрівання на поверхні заготівок утвориться окалина, значна частина якої, при куванні вдавлюється в її поверхню з утворенням ум'ятин, що знижують якість поверхні заготівок. В основу корисної моделі покладена задача створити спосіб кування сталевих заготівок типу валів, який відрізняється більшою ефективністю CO 6477 кування за рахунок зниження тривалості процесу виготовлення заготівок і підвищення якості їхньої поверхні Ця задача вирішується за рахунок технічного результату, що полягає в зміні температури попів у перетині заготівки на двох заключних етапах кування й у кращому перерозподілі об'єму деформації металу на цих етапах за рахунок оптимального використання різних кувальних інструментів Для досягнення цього технічного результату в способі кування сталевих заготівок типу валів, при якому сталеву заготівку багаторазово нагрівають до кувальної температури і після кожного нагрівання роблять іі обтиснення кувальними бійчиками за кілька проходів, при цьому перед останнім обтисненням її нагрівають до температури, що не перевищує критичний поріг росту аустенітного зерна, - нагрівання й обтиснення заготівки здійснюють у наступному режимі: спочатку обтиснення заготівки здійснюють у напрямку від донної частини до прибуткової на плоских бійчиках зі ступенем деформації 35-40%, потім заготівку обжимають у комбінованих бійчиках із припуском 8-12% щодо заданих поковочних розмірів, після чого вирубують заготівку з максимальною довжиною, роблять нагрівання перед останнім обтисненням протягом 0,15-0,25 години і обжимають до поковочних розмірів у вирізних бійчиках за два проходи Між відмітними ознаками корисної моделі і технічним результатом, що досягається, мається причинно-наслідковий зв'язок За рахунок попереднього протягання заготівки в напрямку від донної частини до прибуткової на плоских бійчиках зі ступенем деформації 35-40% витісняються з тіла заготівки дефекти у вигляді розсипчастості і усадочних раковин, а окалина цілком віддаляється з поверхні заготівки, тобто поліпшується якість металу як в осьовій зоні, так і на ЇЇ поверхні Обтиснення заготівки в комбінованих бійчиках із припуском 8-12% щодо заданих поковочних розмірів додає заготівці циліндричну форму і створює умови для вирубки блоку з максимальною довжиною. Нагрівання заготівки перед останнім обтисненням протягом 0,15-0,25 години у печі, температура робочого простору якої відповідає максимальній температурі кування, запобігає утворенню окалини на поверхні заготівки. При цьому ковка з протяганням у вирізних бійчиках за два проходи, що обумовлюють у порівнянні з комбінованими бійчиками менший ступінь обтиснення, також сприяє поліпшенню якості поверхні заготівки. Таким чином, за рахунок перерозподілу обсягів деформації металу в двох останніх виносах створена можливість забезпечити необхідний перепад температур по перетину заготівки, не перевищуючий критичний поріг росту аустенітного зерна, без охолодження заготівки на повітрі, що обумовлює більш тривалий процес її виготовлення Комп'ютерна верстка А Крижанівсьшй Спосіб, який заявляється, здійснюється в наступній послідовності дій. Перший винос: білітировка злитка і його протягання в плоских бійчиках на квадрат у напрямку від піддона до прибуткової частини, а потім повторне протягання (обтиск) у комбінованих бійчиках із припуском 8-12% щодо заданих поковочних розмірів з наступною вирубкою заготівки з максимальною довжиною і її нагріванням перед останнім обтисненням протягом 0,15-0,25 години, під час якого на поверхні заготівки не встигає утворитися окалина. Другий винос1 протягання заготівки у вирізних бійчиках за два проходи. Зміна температурних полів у перетині заготівки перед заключним її обтисненням, скорочення часу попереднього нагрівання заготівки й оптимальне використання різних кувальних інструментів, що забезпечують кращий перерозподіл об'єму металу в процесі кування, позитивно впливає на техніко-економічні показники способу виготовлення сталевих заготівок типу валів, а саме: знижується тривалість процесу виготовлення заготівок і підвищується їхня якість Конкретний приклад здійснення способу Вихідні дані: поковка "вал" з діаметром 380мм і довжиною 5350мм; маса поковки - 4800кг; матеріал - Сталь 30CrNiMo8. Кування здійснювалося на гідравлічному пресі зусиллям ЗОМН за два виноси. Перший винос: білітировка злитка на 0700мм, протягання на квадрат 430х430мм у напрямку від піддона до прибуткової частини, повторне протягання на 0430 довжиною 4800мм у комбінованих бійчиках з наступною вирубкою заготівки 0430 і довжиною 4600мм і посадкою ЇЇ в піч після отрубки прибуткової частини Другий винос: нагрівання заготівки протягом 0,2 години і її наступне протягання до поковочних розмірів у вирізних бійчиках за два проходи У порівнянні зі способом - прототипом визначилися наступні техніко-економічні переваги способу кування, що заявляється - тривалість процесу виготовлення сталевої" заготівки типу валів скоротилася в два рази, за рахунок чого підвищилася пропускна здатність нагрівальної печі в 3 рази; - покращилася якість поверхні заготівки за рахунок її заключного нагрівання без утворення окалини; - скорочена кількість відходу і втрат металу на окалину за рахунок кування в напрямку від піддона до прибуткової частини і нагрівання без утворення окалини, що поліпшує коефіцієнт використання металу і дозволяє одержати з вихідної поковки заготівку більшої довжини. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м, Київ, МСП, 03680, Україна ДП "Український інститут промислово) власності", вул Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forging of steel billets of shaft type
Автори англійськоюOleshko Viktor Mykhailovych, Kalchenko Petro Pavlovych
Назва патенту російськоюСпособ ковки стальных заготовок типа валов
Автори російськоюОлешко Виктор Михайлович, Кальченко Петр Павлович
МПК / Мітки
МПК: B21J 1/04
Мітки: заготівок, валів, сталевих, кування, спосіб, типу
Код посилання
<a href="https://ua.patents.su/2-6477-sposib-kuvannya-stalevikh-zagotivok-tipu-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування сталевих заготівок типу валів</a>
Спосіб кування заготівок у чотирьохбойковому кувальному пристрої
Номер патенту: 32729
Опубліковано: 15.02.2001
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: пристрої, кувальному, чотирьохбойковому, спосіб, кування, заготівок
Формула / Реферат:
1. Спосіб кування заготівки у чотирьохбойковому кувальному пристрої, що полягає в установці заготівки у затискну головку маніпулятора, обтискуванні двома парами протилежно розміщених бойків, при цьому до цієї пари бойків, яка складається із нижнього і верхнього бойка, прикладають зусилля нормального обтискування і одночасно зусилля зсуву у напрямку до нижнього бойка, потім обертають навколо подовжньої осі і переміщують уздовж тієї ж...
Спосіб кування заготовок в чотирибойковому кувальному пристрої
Номер патенту: 66490
Опубліковано: 17.05.2004
Автори: Терновий Юрій Федорович, Мельников Юрій Вадимович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: кувальному, спосіб, чотирибойковому, кування, пристрої, заготовок
Формула / Реферат:
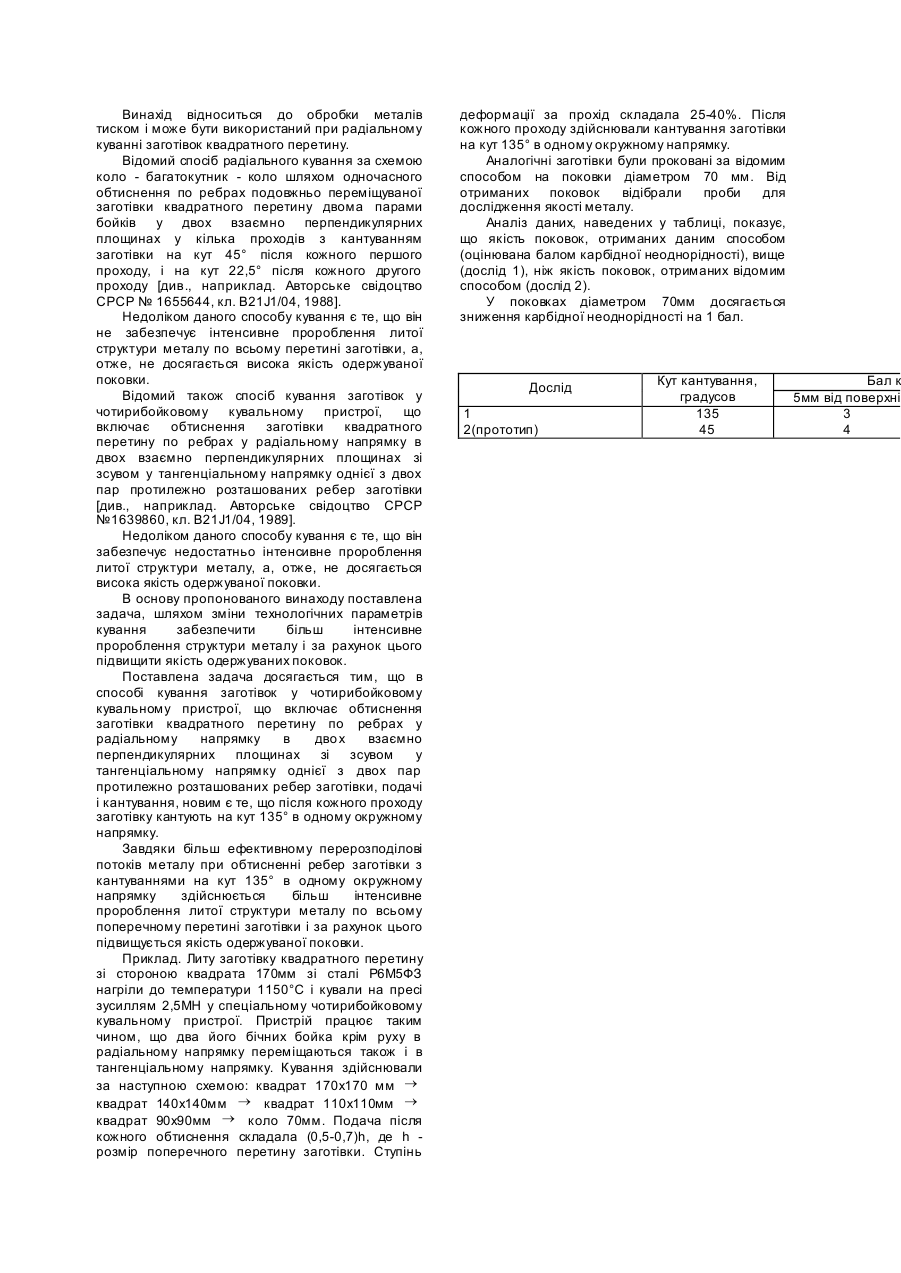
Спосіб кування заготівок у чотирибойковому кувальному пристрої, що включає обтиснення заготівки квадратного перерізу по ребрах у радіальному напрямку в двох взаємно перпендикулярних площинах зі зсувом у тангенціальному напрямку однієї з двох пар протилежно розташованих ребер заготівки, подачі і кантування, який відрізняється тим, що після кожного проходу заготівку кантують на кут 135° в одному коловому напрямку.
Спосіб нагрівання сталевих заготівок у нагрівальній печі
Номер патенту: 51118
Опубліковано: 15.11.2002
Автори: Курбатов Юрій Леонідович, Новікова Олена Вікторівна
МПК: C21D 1/34
Мітки: нагрівальний, печі, заготівок, сталевих, спосіб, нагрівання
Формула / Реферат:
Винахід відноситься до оптичного приладобудування і, зокрема, може бути використаний в професійних та побутових цілях для читання чи пошуку дрібних деталей при слабкому освітленні.Відома накладна лупа, яка містить позитивну двовипуклу лінзу, та сферичні зони поверхонь, на яких нанесені дзеркальні покриття. [Авторське свідоцтво SU, №1553939, кл. G02B25/00, 1990].Прете, такій лупі притаманні недоліки через те, що обмежується сфера...
Спосіб нагрівання сталевих заготівок у нагрівальній штовхальній печі
Номер патенту: 51118
Опубліковано: 15.03.2005
Автори: Новікова Олена Вікторівна, Курбатов Юрій Леонідович
МПК: C21D 1/34
Мітки: заготівок, сталевих, нагрівальний, печі, нагрівання, спосіб, штовхальній
Формула / Реферат:
Винахід відноситься до оптичного приладобудування і, зокрема, може бути використаний в професійних та побутових цілях для читання чи пошуку дрібних деталей при слабкому освітленні.Відома накладна лупа, яка містить позитивну двовипуклу лінзу, та сферичні зони поверхонь, на яких нанесені дзеркальні покриття. [Авторське свідоцтво SU, №1553939, кл. G02B25/00, 1990].Прете, такій лупі притаманні недоліки через те, що обмежується сфера...
Спосіб прокатки заготівок розділенням
Номер патенту: 65645
Опубліковано: 15.04.2004
Автори: Гуляєу Міхаіл Паулавіч, Бандаренка Аляксандр Мікалаєвіч, Філіпау Вадзім Уладзіміравіч, Цішчанка Уладзімір Андрєявіч, Дзьяченка Юрий Уладзіміравіч
МПК: B21B 1/02
Мітки: розділенням, прокатки, спосіб, заготівок
Формула / Реферат:
Спосіб прокатки заготівок розділенням, згідно з яким, нагріту заготівку прокатують послідовно в ящичному, ромбовому і діагональному квадратному калібрах прокатного стану, який відрізняється тим, що після ящичного калібру заготівку прокатують в фасонному розрізному калібрі, що має форму двох овалів, сполучених перетинкою, а потім в ромбовому і діагональному квадратних калібрах, виконаних у вигляді двох розкатів, з'єднаних перетинкою, при цьому...
Попередній патент: Універсальний автоматичний захватний пристрій для контейнерів
Наступний патент: Спосіб одержання озокериту
Випадковий патент: Пристрій для забирання та зливання рідини з бака