Спосіб кування заготівок у чотирьохбойковому кувальному пристрої
Формула / Реферат
1. Спосіб кування заготівки у чотирьохбойковому кувальному пристрої, що полягає в установці заготівки у затискну головку маніпулятора, обтискуванні двома парами протилежно розміщених бойків, при цьому до цієї пари бойків, яка складається із нижнього і верхнього бойка, прикладають зусилля нормального обтискування і одночасно зусилля зсуву у напрямку до нижнього бойка, потім обертають навколо подовжньої осі і переміщують уздовж тієї ж подовжньої осі, після чого увесь процес обробки заготівки повторюють аж до самого отримання заданих геометричних розмірів поковки, який відрізняється тим, що до верхньої зони заготівки рівній величині обтискування заготівки за один прохід прикладають зусилля зсуву у тангенціальному напрямку, при цьому зусилля зсуву утворюють обтискуванням заготівки бойками по гвинтових траєкторіях з проникненням їх бокових поверхонь у тіло заготівки.
2. Спосіб по п.1, який відрізняється тим, що додаткові зусилля створюють обертанням затискної головки маніпулятора ділянок заготівки навколо її подовжньої осі у момент проникнення бойків у тіло заготівки.
3. Спосіб по п.2, який відрізняється тим, що зусилля зсуву, які створюють затискною головкою маніпулятора, установлюють приблизно рівними по величині з зусиллям нормального обтискування, яке створюється бойками.
4. Спосіб по пп.1-3, який відрізняється тим, що заготівку спочатку обтискують бойками, подають у одному напрямку і прикладають зусилля зсуву у одному напрямку, а потім обтискують бойками і подають у протилежному напрямку і прикладають зусилля зсуву у протилежному напрямку.
Текст
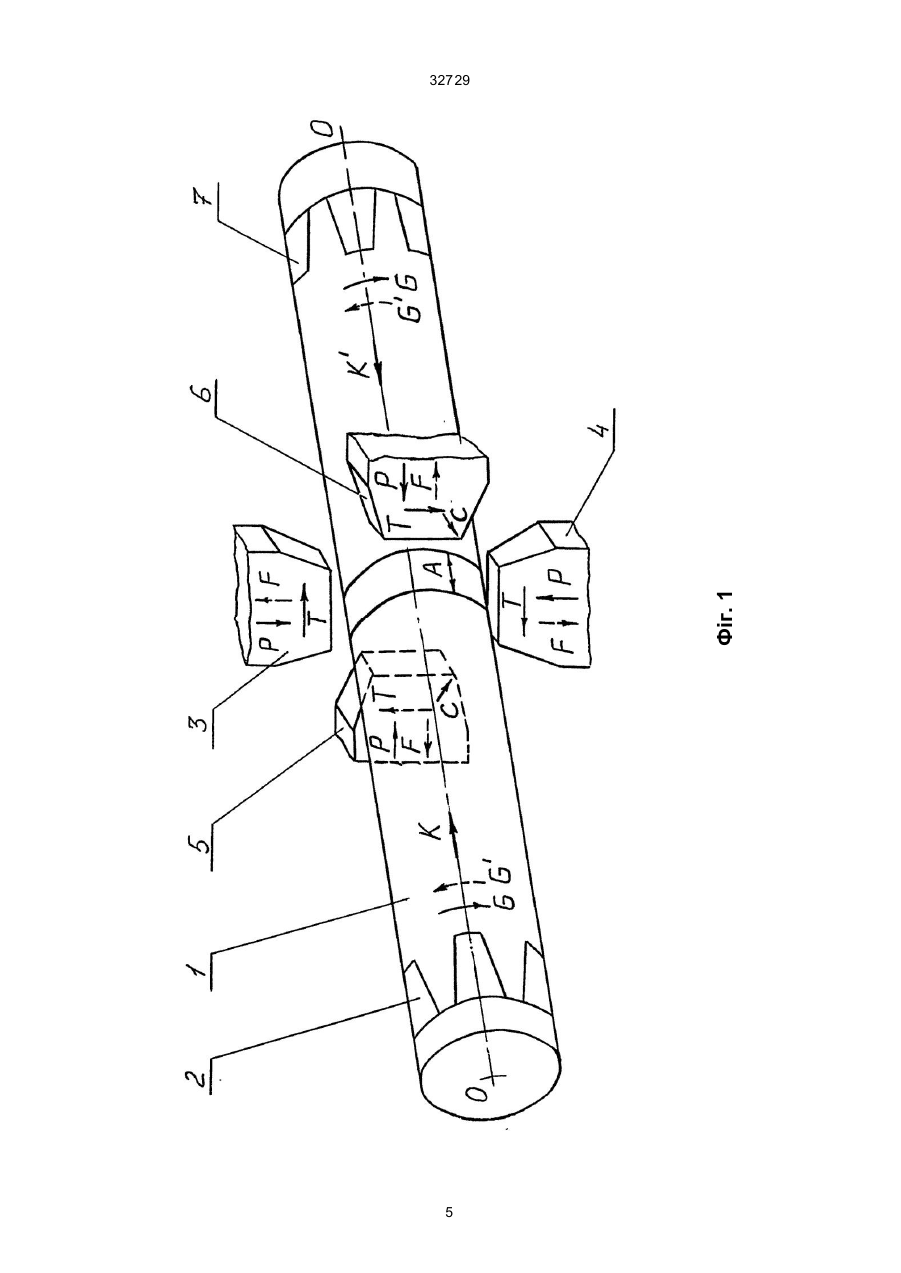
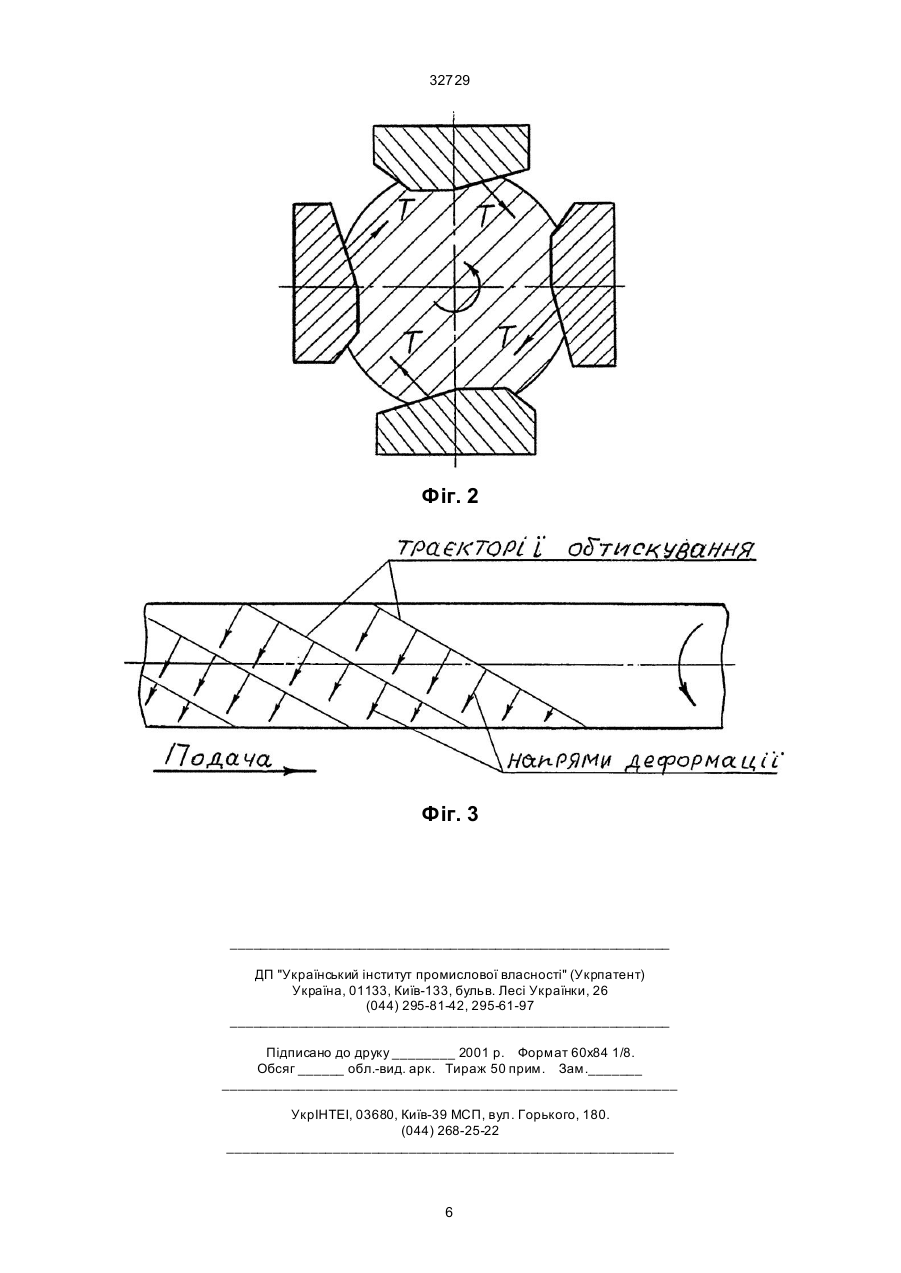
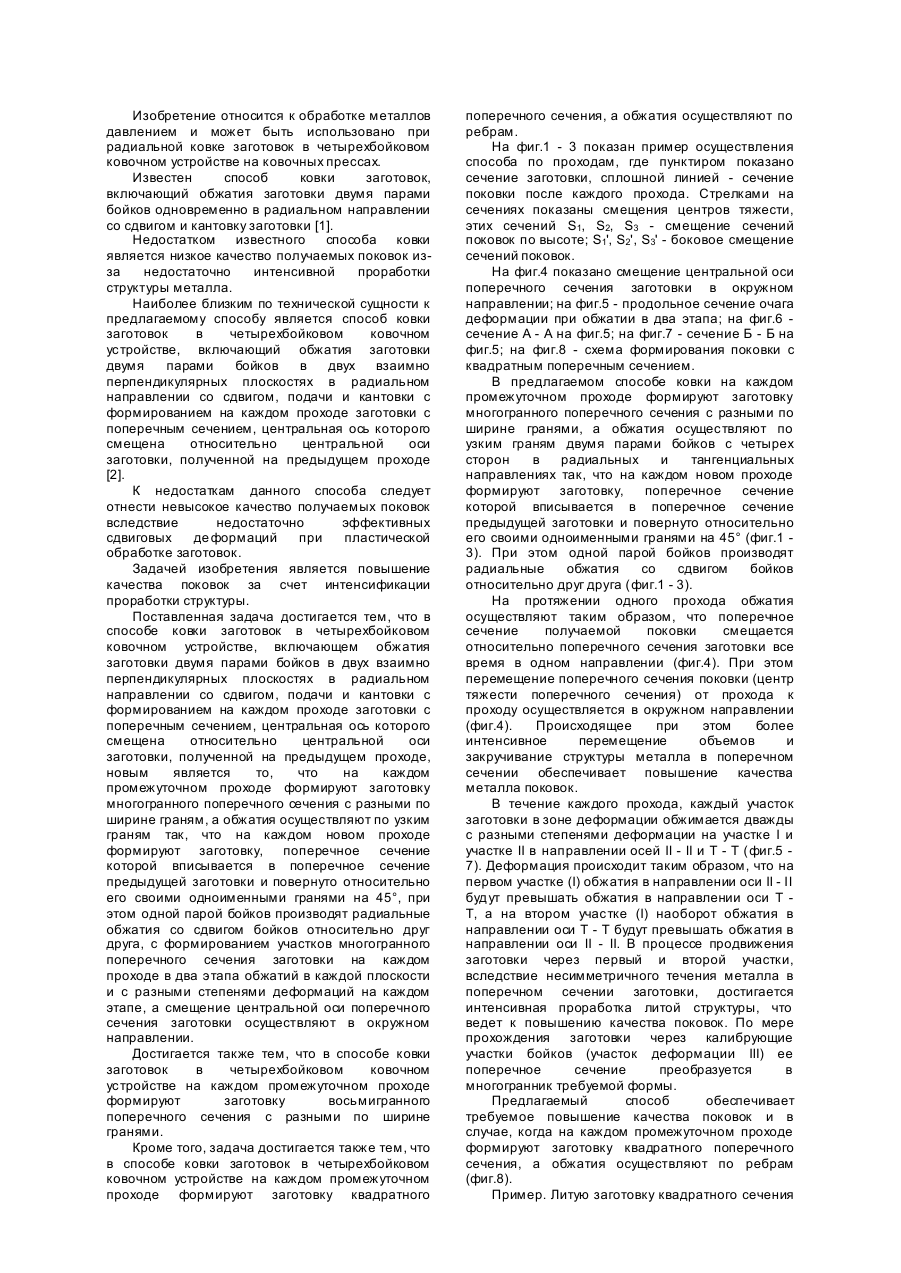
1. Спосіб кування заготівки у чотирьохбойковому кувальному пристрої, що полягає в установці заготівки у затискну головку маніпулятора, обтискуванні двома парами протилежно розміщених бойків, при цьому до цієї пари бойків, яка складається із нижнього і верхнього бойка, прикладають зусилля нормального обтискування і одночасно зусилля зсуву у напрямку до нижнього бойка, потім обертають навколо подовжньої осі і переміщують уздовж тієї ж подовжньої осі, після чого увесь процес обробки заготівки повторюють аж до самого отримання заданих геометричних розмірів поковки, який відрізняється тим, що до вер хньої зони заготівки рівній величині обтискування заготівки за 32729 Відомий також спосіб кування злитків і непреривнолитих заготівок на радіально-обтискувальній машині, коли вихідну заготівку-злиток або непреривнолиту заготівку попередньо нагрівають, установлюють у затискувальній голівці маніпулятора і подають у міжбойковий простір з одночасним її обертанням для отримання поковок круглого поперечного перерізу, і без її обертання при отриманні квадратного і прямокутного поперечного перерізу (2). Міжбойковий простір утворюється чотирма бойками. Бойки переміщуються в одній площині назустріч один одному у радіальному напрямку до подовжньої осі заготівки. Окрім цього усі бойки переміщуються у одному і тому ж тангенціальному напрямку. Зазначеними бойками одночасно обтискують заготівку на одній частині по її довжині. У проміжках між обтискуваннями, коли бойки здійснюють хід назад, для отримання поковок круглого поперечного перерізу, заготівку повертають відносно подовжньої осі і переміщують у подовжньому напрямку, коли необхідно отримати поковки квадратного і прямокутного поперечного перерізів. Вказаний цикл операцій повторюють багаторазово, проводячи обтискування заготівки по її довжині до необхідних розмірів. Розглянутий спосіб кування дає можливість одержати поковку з щільною макроструктурою металу у вісьовій зоні поковки і переважну деформацію у поверхневій частині поковки. Одначе, у наслідку кування за вищезгаданим відомим способом коефіцієнт укову складає 4:1, що призводить до необхідності мати вихідну заготівку з площиною поперечного перерізу у чотири рази більшою ніж поперечна площина поковки. Відомий також спосіб кування заготівок у чотирьохбойковому кувальному пристрої, при якому однією парою бойків здійснюється тільки радіальне обтискування заготівки.(3). Другою парою бойків деформують заготівку у радіальному напрямку із зсувом. Зусилля зсуву бойків спрямовані назустріч один одному і до одного і того ж бойка другої пари. Кантівку заготівки здійснюють до співпадання ділянок, обтисканих однією парою бойків, з бойками другої пари. Згаданий спосіб кування дає можливість отримати поковку з щільною макроструктурою металу у поверхневій ділянці поковки. Одначе, у результаті кування вищезгаданим способом, коефіцієнт укову складає 3:1, що призводить до необхідності мати вихідну заготівку з площиною поперечного перерізу у три рази більшою ніж поперечний переріз поковки. Таким чином, жоден із існуючих згаданих способів кування заготівок чотирма бойками не дає можливості отримати поковку з щільною макроструктурою металу у вісьовій зоні і однаково рівномірною деформацією литої структури, як у поверхневій так і вісьовій ділянках поковок при коефіцієнтах укову менше ніж 3:1. Винахід спрямовано на вирішення задачі виготовлення куванням виробів з щільною макроструктурою металу у вісьовій зоні і одночасно отримання рівномірної деформованої структури як у поверхневій так і осьовій зонах поковки при коефіцієнтах укову менше 3:1. Ця задача вирішується тим, що у способі кування заготівки у чотирьохбойковому кувальному пристрої, який полягає в установці заготівки у затискуючу голівку маніпулятора, обтискуванні двома парами протилежно розміщених бойків, при цьому до осі пари бойків, яка складається із нижнього і верхнього бойка, прикладають зусилля нормального обтискування і одночасно зусилля зсуву у напрямку до нижнього бойка, потім її обертають навколо подовжньої вісі і переміщують уздовж тієї ж подовжньої вісі, після чого увесь процес обробки заготівки повторюють, аж до самого отримання заданих геометричних розмірів поковки, новим є те, що до поверхневої зони заготівки, рівній величині обтискування заготівки за один прохід, прикладають зусилля зсуву у тангенціальному напрямку, при цьому зусилля зсуву утворюють обтискуванням заготівки бойками, по гвинтових траєкторіях з проникненням їх бокових поверхонь у тіло заготівки. Це забезпечує рівномірну деформацію литої структури металу як у поверхневих, так і вісьових зонах поковки. Можна додаткові зусилля зсуву створити тим, що повернути затискуючу голівку маніпулятора ділянок заготівки навколо її подовжньої осі у момент проникнення бойків у тіло заготівки. Такий прийом забезпечує деформацію заготівки на більшій довжині, зокрема ділянки, яка знаходиться безпосередньо у зоні обтискування заготівки. Є доцільним зусилля зсуву, яке створюється затискуючою голівкою маніпулятора, установлювати приблизно рівним по величині з зусиллям нормального обтискування, яке створюється бойками. Це дає можливість забезпечити деформацію заготівки на ділянці, яка знаходиться поза зоною обтискування бойками приблизно однакову з деформацією ділянки заготівки у зоні обтискування бойками. Можна спочатку провести обтискування заготівки бойками в одному напрямку і прикласти зусилля зсуву в одному напрямку, а потім подати її у протилежному напрямку і обтискувати бойками, прикладаючи зусилля зсуву у протилежному напрямку. Це дає можливість покращити деформацію литої стр уктури металу у вісьовій зоні поковки. На фіг. 1 схематично зображено загальний вигляд циліндричної заготівки, яка встановлена у затискуючу голівку маніпулятора і обтискується двома парами протилежно розміщених бойків (в аксонометрії), як у винаході; на фіг. 2 показана схема обтискування заготівки бойками з проникненням їх бокових поверхонь у тіло заготівки, а зусилля зсуву при цьому прикладені у тангенціальному напрямку; на фіг. 3 - схема обтискування заготівки бойками по гвинтових траєкторіях. Спосіб кування заготівки, здійснюється наступним чином: Вихідну заготівку 1 (фіг. 1), наприклад, злиток чи неперервнолиту заготівку, наприклад, круглого поперечного перерізу установлюють у затискуючій голівці 2 маніпулятора і подають у робочий простір між двома парами бойків 3, 4 і 5, 6 (по стрільці К). 2 32729 При цьому кожна пара бойків укладена із протилежно розміщених окремих бойків. Заготівку обтискують парою бойків 3, 4 у вертикальній площині симетрії і парою бойків 5, 6 на ділянці А, де прикладають при цьому зусилля Р нормального обтиску, зусилля зсуву С бойками 5, 6 у напрямку до нижнього бойка 4 і зусилля зсуву Т бойками пари 3, 4 й пари 5, 6 у поверхневій зоні заготовки 1 (фіг. 1). Зусилля зсуву Т прикладають у тангенціальному напрямку до поверхневої зони заготівки, які по величіні рівні величіні обсягу бойками на даному проході (фіг. 2). При цьому зусилля зсуву створюють обтисненням заготівки бойка по гвинтових траєкторіях (фіг. 3) з проникненням їх бокових поверхонь у тіло заготівки. Такий засіб створення зусилля зсуву дає можливість забезпечити додаткові макрозсунення деформації у обтискуючої заготівки на ділянці А. Макрозсунені деформації чинять значний вплив на деформацію литої структури металу при малих коефіцієнтах укову, приблизно менших, чим 2:1. Коли бойки 3, 4, 5, 6 здійснюють хід назад по стрільці Р, заготівку можна повернути навколо подовжньої осі 00 у напрямку по стрілці К і далі операції обтискування заготівки здійснювати вище описаним чином аж до отримання заданих геометричних розмірів (фіг. 1) Можливо додаткові зусилля зсуву створювати, повертаючи затискуючу голівку 2 маніпулятора, по меншій мірі, одного із розміщених поза зоною обтискування бойками 3-6 ділянки А заготівки навколо її подовжньої осі 00 в момент, коли бойки проникають у тіло заготівки. При повороті вищезгаданої ділянки заготівки, у ньому виникають деформації кручення, які ефективно впливають на литу структур у металу і породжують закручення волокон макроструктури металу. Доцільно зусилля зсуву Т, які створюються затискуючою голівкою 2 маніпулятора, установлювати приблизно рівними по величині із зусиллям Р нормального обтиску, який утворюється бойками 3-6. При цьому у заготівці і виникають деформації кручення, приблизно рівні деформаціям, які виникають від нормального обтиснення згаданими парами бойків 3, 4 і 5, 6. Деформації кручення виникають при майже незмінній площині поперечного перерізу заготівки, що дозволяє забезпечити деформацію литої структури металу при малих значеннях коефіцієнта укову, приблизно менших ніж 2:1. Можна указаний поворот заготівки 1 затискуючими голівками 2 чи 7 маніпуляторів здійснювати із зміненням напрямку обертання затискуючих голівок 2 чи 7 по стрілці G' і направлення подачі заготівки по стрілці К. Обтиснення заготівки 1 у цьому випадку буде здійснюватись західнимиділянками бойків 3, 4 і 5, 6, які розташовані з боку затискуючої голівки 7 маніпулятора. Показані зміни обертання затискуючих голівок 2 і 7 дають можливість утворити деформацію кручення заготівки у протилежному напрямі і таким чином, змінити напрям закручування волокон макроструктури металу у протилежному напрямі, тобто по стрілці G': Такий захід забезпечує регулювання розміщення волокон по довжині заготівки 1 і одержання підсумкового напрямку волокон металу у виробах, узгодженого з дією внутрішніх напружень при експлуатації виробів, як відомо, указані внутрішні напруження діють у різних напрямках по довжині виробів виготовлених способом кування. При наявності двох маніпуляторів заготівку 1 можна установлювати у затискуючу голівку 7 др угого маніпулятора і здійснювати усі описані вище операції над заготівкою. Указаний захід може бути корисним при куванні заготівки і з подовженою віссю, а це дає можливість значно підвищити продуктивність робіт. Разом з тим, здійснення усіх описаних вище операцій над заготівкою і за допомогою затискуючої голівки 7 другого маніпулятора забезпечує розширення межі регулювання анізотропії механічних власти востей металу поковки. Циліндричний злиток діаметром 80 мм із сталі 38ХН3МФА установили у затискуючу голівку маніпулятора і обтискували на гідравлічному пресі зусиллям 2,5 МН у чотирьохбойковому кувальному пристрої двома парами бойків одночасно прикладаючи зусилля зсуву у тангенціальному напрямку. Зусилля зсуву створювали тим, що обтискували заготівку бойками по гвинтових траєкторіях з проникненням їх бокових поверхонь у тіло заготівки. У проміжках між обтискуваннями заготівку обертали відносно її подовжньої вісі і увесь процес обробки повторювали до отримання циліндричної поковки діаметром 56 мм. Таким чином коефіцієнт укову складає приблизно 2:1. Дослідження макроструктури металу поковки показало рівномірну щільність по усьому поперечному перерізу структури металу із скручуванням волокон приблизно на 360°. Промислове вживання. Таким чином пропонований спосіб кування заготівки у чотирьохбойковому кувальному пристрої дає можливість отримати рівномірну по усьому поперечному перерізу щільну структуру металу при незначному, приблизно, 2:1 коефіцієнті укову. Вживання запропонованого способу кування заготівки дає можливість підвищити продуктивність кувальних робіт, значно знизити енергетичні витрати на кування, користуватися ви хідними заготівками, які мають менші вихідні розміри поперечного перерізу. Досконало очевидно, що застосування у запропонованому способі кування заготівки вихідних заготівок меншого поперечного перерізу буде обходитися значно дешевше ніж застосування великих заготівок. Окрім підвищення продуктивності кувальних робіт, запропонований спосіб забезпечує високоякісну деформацію структури металу. В результаті цього досягнуто значне підвищення рівня механічних властивостей. Винахід дає можливість отримати значне підвищення рівня механічних властивостей металу, що не досягається другими відомими традиційними способами кування заготівки двома парами бойків з малими, приблизно 2:1 коефіцієнтами укову. Джерела інформації: 1. В.А.Тюрін, В.А.Лазоркін В.А. і др. "Кування на радіально-обтискувальній машині",М.:Машинобудування, 1990, С.10-16. 3 32729 2. В.А.Тюрин, Экарев І.С. "С тановище і перспективи розвитку радіального обтискування заготівок", - М. 1988, С. 49-53. Технологія, обладнання, організація кувально-штампувального виробництва. Оглядна інформація (ВНИИТЭМР вик. 5). 3. А. С. СССР № 1407639. 4 Фіг. 1 32729 5 32729 Фіг. 2 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 6
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of forging of billets in four-hammer forging device
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych
Назва патенту російськоюСпособ ковки заготовок в четырехбойковом ковочном устройстве
Автори російськоюЛазоркин Виктор Андреевич
МПК / Мітки
МПК: B21J 1/04
Мітки: кувальному, чотирьохбойковому, пристрої, спосіб, заготівок, кування
Код посилання
<a href="https://ua.patents.su/6-32729-sposib-kuvannya-zagotivok-u-chotirokhbojjkovomu-kuvalnomu-pristro.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготівок у чотирьохбойковому кувальному пристрої</a>
Спосіб кування заготовок у чотирьохбойковому кувальному пристрої
Номер патенту: 21366
Опубліковано: 02.12.1997
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: кувальному, заготовок, спосіб, чотирьохбойковому, кування, пристрої
Формула / Реферат:
1. Способ ковки заготовок в четырехбойковом ковочном устройстве, включающий обжатия заготовки двумя парами бойков в двух взаимно перпендикулярных плоскостях в радиальном направлении со сдвигом, подачи и кантовки с формированием на каждом проходе заготовки с поперечным сечением, центральная ось которого смещена относительно центральной оси заготовки, полученной на предыдущем проходе, отличающийся тем, что на каждом промежуточном проходе...
Спосіб радіального кування
Номер патенту: 27191
Опубліковано: 15.08.2000
Автори: Тюрін Валерій Олександрович, Лазоркін Віктор Андрієвич, Поспелов Ігор Олексійович, Залужний Юрій Григорович, Скорняков Юрій Миколаївич
Мітки: кування, радіального, спосіб
Формула / Реферат:
Формула изобретенияСпособ радиальной ковки, при котором заготовку деформируют бойками за два перехода по схеме круг-квадрат-круг, на первом из которых заготовку деформируют при ее подаче и повороте между единичными обжатиями, отличающийся тем, что, с целью повышения производительности, деформирование на первом переходе выполняют с обжатиями 0,16...0,22 диаметра заготовки и с подачей 0,9...1,0 длины калибрующего участка бойка.
Спосіб різки холодних металевих заготівок
Номер патенту: 31300
Опубліковано: 15.12.2000
Автори: Кулик Генадий Григорович, Сизий Юрій Анатолійович
МПК: B23D 45/00
Мітки: металевих, заготівок, спосіб, різки, холодних
Текст:
...плоским. Така перевага конічного диску над плоским досягається тільки у тому разі якщо нормальна до поверхні заготівки складова зусилля різання має напрямок який проходить крізь центри ваги площин перерізів конічного диска площиною нормальною до цієї складової зусилля різання. При цьому величенна моментів інерції цих перерізів значно більше моментів інерції перерізів плоского диска такого же діаметра і товщини на однаковій відстані від точки...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Кузнєцов Микола Миколайович, Михайленко Борис Омелянович, Соколов Лев Миколайович
МПК: B21J 1/04
Мітки: пластин, поковок, виготовлення, типу, спосіб
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб радіального кування заготовок переважно з металів і сплавів, які важко деформуються
Номер патенту: 27166
Опубліковано: 15.08.2000
Автори: Сивоконь Микола Анатолієвич, Сіменяка Павло Степанович, Артамонов Юрій Вікторович, Залужний Юрій Григорович, Поспєлов Ігор Олексійович, Гаврилов-Крямічев Микола Львович, Кнохін Валерій Георгієвич, Долгая Світлана Павлівна, Скорняков Юрій Миколаєвич, Потапов Іван Іванович, Лазоркін Віктор Андрієвич
Мітки: деформуються, металів, важкої, радіального, кування, спосіб, переважно, заготовок, сплавів
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и яСпособ радиальной ковки заготовок преимущественно из труднодеформируемых металлов и сплавов, включающий деформирование заготовки проходами в бойках с заходными коническими и калибрующими цилиндрическими участками путем подачи и кантовки заготовки после каждого единичного обжатия с изменением направления подачи после каждого прохода, о т л и ч а ю щ и й с я тем, что, с целью повышения...
Попередній патент: Датчик тиску рідини в трубопроводі
Наступний патент: Сировинна царга ректифікаційної колони
Випадковий патент: Пневмокамерне двоступеневе стрічково-колодкове гальмо