Спосіб виготовлення двошарової сталі
Номер патенту: 65093
Опубліковано: 15.03.2004
Автори: Шебаніц Едуард Миколайович, Климанчук Владислав Владиславович, Кирильченко Петро Миколайович, Зеленський Віктор Євгенович, Щетинін Сергій Вікторович, Бойко Володимир Семенович
Формула / Реферат
Спосіб виготовлення двошарової сталі, при якому з'єднання виконують за рахунок пропущення по вуглецевому і плакувальному металу постійного струму однакового напрямку, який відрізняється тим, що прикладають механічний тиск, величину якого встановлюють у залежності від процесу відповідно до виразу:
![]() , МПа,
, МПа,
де ![]() - товщина шару, що плакує, мм;
- товщина шару, що плакує, мм;
І - величина струму, що пропускається по металу, А.
Текст
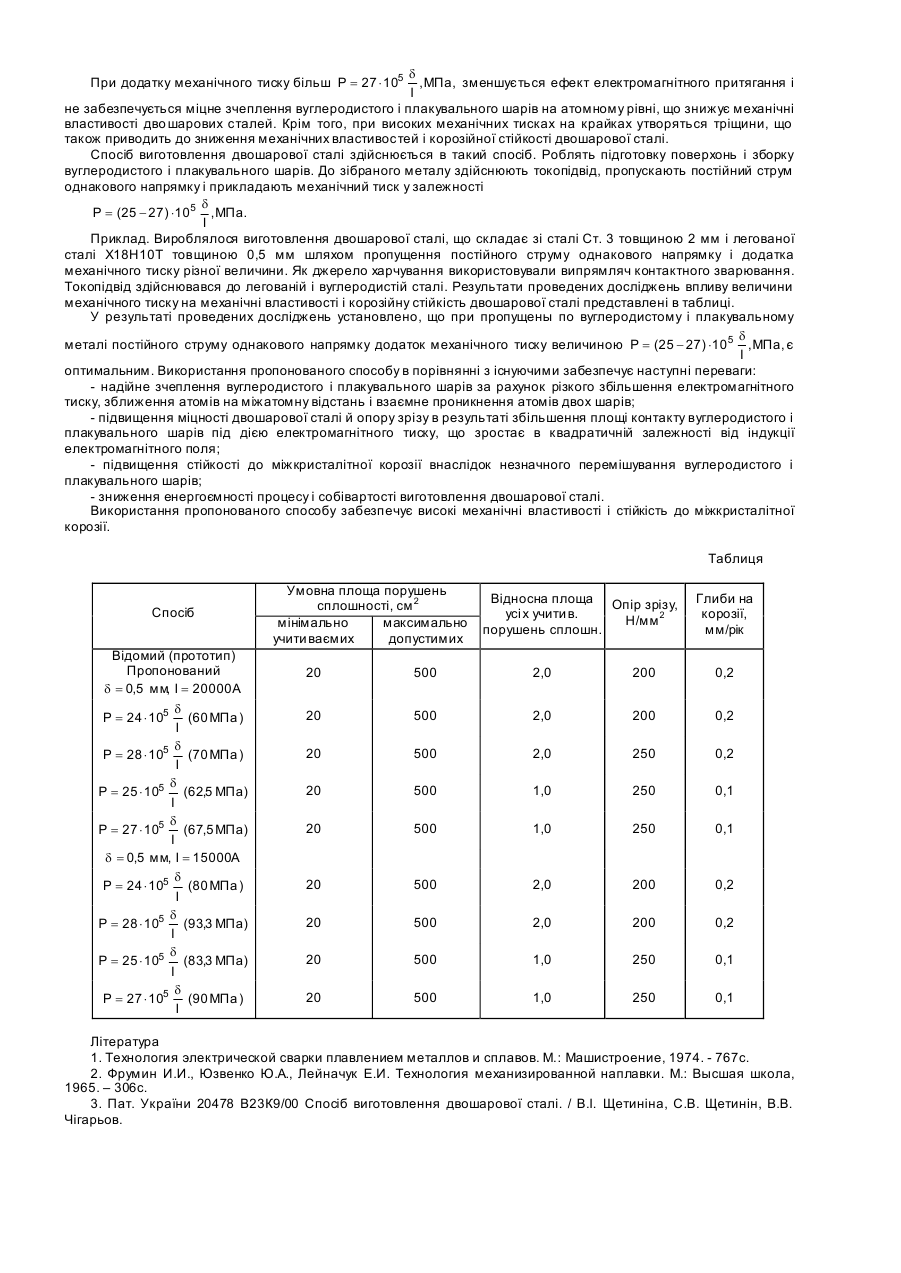
Винахід відноситься до області електродугового наплавлення і може бути використаний при виготовленні двошарової сталі в металур гії. Виготовлення двошарової сталі обмежено складністю забезпечення якісного з'єднання вуглеродистого і плакувального шарів. Відомий спосіб виготовлення двошарової сталі шляхом наплавлення слябів легованими матеріалами і наступною прокаткою металу [1]. Однак при цьому в процесі прокатки під дією значних питомих навантажень і різних коефіцієнтів лінійного розширення порушується зчеплення плакувального й вуглеродистого шарів. Відомий спосіб виготовлення двошарової сталі шляхом наплавлення шару, що плакує, легованими матеріалами на вуглеродисту сталь[2]. Однак даний спосіб виготовлення двошарової сталі є дуже трудомістким, вимагає значних витрат електроенергії і не забезпечує надійного зчеплення плакувального й вуглеродистого шарів, унаслідок можливого утворення гартівних структур у зоні сплавки. Відомий, узятий за прототип, спосіб виготовлення двошарової сталі, при якому з'єднання шарів роблять за рахунок пропущення по вуглеродистому і плакувальному металі постійного струму однакового напрямку, величину якого встановлюють у залежності від розмірів металу [3]. Однак для якісного зчеплення необхідне пропущення по плакувальному і вуглеродистому шарам постійного струму великої величини. В основу винаходу поставлена задача розробити спосіб виготовлення двошарової сталі, у якому використання нових умов здійснення дій дозволить забезпечити виникнення електромагнітних сил міжатомної взаємодії по всій поверхні контакту, надійне зчеплення шарів, підвищення механічних властивостей, стійкості до міжкристалітної корозії і зниження величини струму, що пропускається по плакувальному і вуглеродистому шарам. Поставлена задача вирішується за рахунок того, що в способі виготовлення двошарової сталі, при якому з'єднання роблять за рахунок пропущення по вуглеродистому і плакувальному металу постійного струму однакового напрямку, відповідно винаходу прикладають механічний тиск, величину якого встановлюють у залежності від процесу відповідно до виразу: d P = (25 - 27 ) ×10 5 , МПа , I де d - товщина шару, що плакує, мм; I - величина струму, що пропускається по металу, А. Додаток механічного тиску в даній залежності забезпечує виникнення нового ефекту збільшення електромагнітного поля під дією прикладеного механічного тиску і комплексний вплив електромагнітного і механічного тиску на з'єднуючи поверхні вуглеродистого і плакувального шарів. Електромагнітний тиск визначається індукцією поля в квадратичній залежності. При цьому індукція електромагнітного поля залежить від величини струму і відстані від осі провідника зі струмом. На початку, коли з'єднуючи поверхні вуглеродистого і плакувального шарів розташовуються на відстані більш міжатомного, електромагнітні сили притягання й електромагнітний тиск менше механічного тиску. Під дією механічного тиску поверхні, що з'єднуються, у місці контакту зближаються. При цьому електромагнітні сили притягання й електромагнітний тиск різко зростають. Електромагнітний тиск стає на початку більше границі текучості, і починається процес пластичної деформації, при якому окісні плівки видавлюються з контактних поверхонь вуглеродистого і плакувального шарів. Потім у міру зближення атомів контактних поверхонь на міжатомну відстань електромагнітний тиск стає більше межі міцності, і забезпечується міцне зчеплення вуглеродистого і плакувального шарів. Ме ханічний тиск на початку процесу є імпульсом, що різко підвищує електромагнітний тиск і збільшує сили міжатомної взаємодії. Це забезпечує міцне зчеплення вуглеродистого і плакувального шарів, високі механічні і корозійні властивості при менших значеннях величини струму. Всі існуючі способи виготовлення двошарової сталі засновані на зближенні атомів на міжатомну відстань за рахунок механічного тиску, розплавлювання вуглеродистого і плакувального шарів, виникнення електромагнітних сил притягання. Заявлений винахід заснований на ефективному способі зближення атомів за рахунок електромагнітного притягання, що підсилюється шляхом додатка механічного тиску в залежності від товщини шару, що плакує, і величини струму, що пропускається по металу. Отже, даний спосіб виявляє свої властивості - забезпечення виникнення сил міжатомної взаємодії по всій поверхні контакту вуглеродистого і плакувального шарів за певних умов, а саме при додатку механічного тиску, величину якого встановлюють у залежності від процесу відповідно до вираження: d P = (25 - 27 ) ×10 5 , МПа , I де d - товщина шару, що плакує, мм; I - величина струму, що пропускається по металу, А. Виходить, ці умови є істотними, а додаток механічного тиску в заявленій залежності від товщини шару, що плакує, і величини струму, що пропускається, забезпечує виникнення нового ефекту різкого збільшення електромагнітного поля, електромагнітного тиску, виникнення сил міжатомної взаємодії при менших значеннях величини струму і міцне зчеплення вуглеродистого і плакувального шарів по всій поверхні контакту. d При додатку механічного тиску в процесі виготовлення двошарової сталі величиною менш 25 ×10 5 , МПа не I забезпечується видавлювання окісної плівки між контактними поверхнями й одержання ефекту різкого збільшення електромагнітного поля. У результаті не забезпечується зближення атомів на міжатомну відстань, що приводить до необхідності збільшува ти стр ум, що пропускається по металу, підвищенню витрат електроенергії і при пропущенні меншого струму до порушення міцності зчеплення вуглеродистого і плакувального шарів. d , МПа , зменшується ефект електромагнітного притягання і I не забезпечується міцне зчеплення вуглеродистого і плакувального шарів на атомному рівні, що знижує механічні властивості дво шарових сталей. Крім того, при високих механічних тисках на крайках утворяться тріщини, що також приводить до зниження механічних властивостей і корозійної стійкості двошарової сталі. Спосіб виготовлення двошарової сталі здійснюється в такий спосіб. Роблять підготовку поверхонь і зборку вуглеродистого і плакувального шарів. До зібраного металу здійснюють токопідвід, пропускають постійний струм однакового напрямку і прикладають механічний тиск у залежності d P = (25 - 27 ) ×10 5 , МПа . I Приклад. Вироблялося виготовлення двошарової сталі, що складає зі сталі Ст. 3 товщиною 2 мм і легованої сталі Х18Н10Т товщиною 0,5 мм шляхом пропущення постійного струму однакового напрямку і додатка механічного тиску різної величини. Як джерело харчування використовували випрямляч контактного зварювання. Токопідвід здійснювався до легованій і вуглеродистій сталі. Результати проведених досліджень впливу величини механічного тиску на механічні властивості і корозійну стійкість двошарової сталі представлені в таблиці. У результаті проведених досліджень установлено, що при пропущены по вуглеродистому і плакувальному d металі постійного струму однакового напрямку додаток механічного тиску величиною P = (25 - 27 ) ×10 5 , МПа , є I оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - надійне зчеплення вуглеродистого і плакувального шарів за рахунок різкого збільшення електромагнітного тиску, зближення атомів на міжатомну відстань і взаємне проникнення атомів двох шарів; - підвищення міцності двошарової сталі й опору зрізу в результаті збільшення площі контакту вуглеродистого і плакувального шарів під дією електромагнітного тиску, що зростає в квадратичній залежності від індукції електромагнітного поля; - підвищення стійкості до міжкристалітної корозії внаслідок незначного перемішування вуглеродистого і плакувального шарів; - зниження енергоємності процесу і собівартості виготовлення двошарової сталі. Використання пропонованого способу забезпечує високі механічні властивості і стійкість до міжкристалітної корозії. При додатку механічного тиску більш P = 27 × 105 Таблиця Спосіб Відомий (прототип) Пропонований d = 0,5 мм, I = 20000 A d P = 24 × 105 (60 МПа ) I 5 d P = 28 × 10 (70 МПа ) I d P = 25 × 105 (62,5 МПа ) I d P = 27 × 105 (67,5 МПа ) I d = 0,5 мм, I = 15000A d P = 24 × 105 (80 МПа ) I 5 d P = 28 × 10 (93,3 МПа ) I d P = 25 × 105 (83,3 МПа ) I d P = 27 × 105 (90 МПа ) I Умовна площа порушень сплошності, см 2 мінімально максимально учити ваємих допустимих Відносна площа Опір зрізу, усі х учити в. Н/мм 2 порушень сплошн. Глиби на корозії, мм/рік 20 500 2,0 200 0,2 20 500 2,0 200 0,2 20 500 2,0 250 0,2 20 500 1,0 250 0,1 20 500 1,0 250 0,1 20 500 2,0 200 0,2 20 500 2,0 200 0,2 20 500 1,0 250 0,1 20 500 1,0 250 0,1 Література 1. Технология электрической сварки плавлением металлов и сплавов. М.: Машистроение, 1974. - 767с. 2. Фрумин И.И., Юзвенко Ю.А., Лейначук Е.И. Технология механизированной наплавки. М.: Высшая школа, 1965. – 306с. 3. Пат. України 20478 В23К9/00 Спосіб виготовлення двошарової сталі. / B.I. Щетиніна, С.В. Щетинін, В.В. Чігарьов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of two-ply steel
Автори англійськоюBoiko Volodymyr Semenovych, Schetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Shebanyts Eduard Mykolaiovych, Zelenskyi Viktor Yevhenovych
Назва патенту російськоюСпособ производства двухслойной стали
Автори російськоюБойко Владимир Семенович, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Шебаниц Эдуард Николаевич, Зеленский Виктор Евгеньевич
МПК / Мітки
МПК: B23K 9/00
Мітки: спосіб, сталі, виготовлення, двошарової
Код посилання
<a href="https://ua.patents.su/2-65093-sposib-vigotovlennya-dvosharovo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення двошарової сталі</a>
Спосіб виготовлення двошарової сталі
Номер патенту: 20478
Опубліковано: 15.07.1997
Автори: Щетинін Сергій Вікторович, Щетиніна Віра Іванівна, Чігарев Валерій Васильович
Мітки: двошарової, сталі, виготовлення, спосіб
Формула / Реферат:
Способ изготовления двухслойной стали, включающий соединение углеродистого и плакирующего слоев, отличающийся тем, что соединение слоев производят за счет пропускания по углеродистому и плакирующему металлу постоянного тока одинакового направления, величину которого устанавливают в зависимости от размеров металла по следующему выражению:І ≥ 107Вl(А),где В - ширина металла, м;l - длина металла,...
Спосіб виготовлення двошарової муфти і гнучкий нагрівальний елемент для термоусадки муфт
Номер патенту: 56667
Опубліковано: 15.05.2003
Автори: Білошенко Віктор Олександрович, Варюхін Віктор Миколайович, Борзенко Олександр Петрович
МПК: H01B 1/20, F16L 47/02, H05B 3/14, B29C 61/06, H05B 3/34, H05B 3/54
Мітки: спосіб, муфт, термоусадки, двошарової, муфти, виготовлення, елемент, гнучкий, нагрівальний
Формула / Реферат:
1. Спосіб виготовлення двошарової термоусаджувальної муфти, що включає виготовлення з епоксидного компаунда заготовки епоксидного фітинга, деформування фітинга у високоеластичному стані на дорні необхідного діаметра з наступним охолодженням його на дорні для переходу в скловидний стан, формування на зовнішній поверхні епоксидного фітинга співвісної захисної втулки, який відрізняється тим, що формування захисної втулки здійснюють нанесенням...
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Соценко Олександр Васильович, Стеценко Іван Дмитрович, Смирнов Борис Миколайович, Козак Володимир Володимирович
МПК: B22C 9/00
Мітки: виготовлення, ливарної, спосіб, двошарової, форми
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Спосіб виготовлення листа із сталі, лист із сталі та спосіб підвищення опору сталі до розповсюдження тріщин у листі
Номер патенту: 59425
Опубліковано: 15.09.2003
Автори: Воун Глен А., Ку Джаянг, Бангару Нарасімха-Рао В.
МПК: C21D 8/00
Мітки: підвищення, листа, розповсюдження, лист, спосіб, листі, тріщин, опору, виготовлення, сталі
Формула / Реферат:
1. Спосіб виготовлення листа із сталі, який має мікрошарову мікроструктуру, що містить 2-10 об.% тонких шарів аустеніту і 90-98 об.% пластинок переважно дрібнозернистого мартенситу і дрібнозернистого нижнього бейніту, який виготовляють із сталевого сляба, який містить залізо і наступні легуючі елементи, мас.%:0,04-0,12 С,принаймні 1-6 Ni,0,1-1,0 Сu,0,1-0,8 Мо,0,02-0,1 Nb,0,008-0,03...
Спосіб виготовлення поковки з високолегованої сталі та сплаву
Номер патенту: 64484
Опубліковано: 16.02.2004
Автори: Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович
МПК: B21J 1/04
Мітки: виготовлення, сталі, спосіб, поковки, сплаву, високолегованої
Формула / Реферат:
Спосіб виготовлення поковки з високолегованої сталі та сплаву, що включає нагрівання злитка, радіальне кування злитка та наступне деформування на пресі, який відрізняється тим, що після деформування заготовки на пресі здійснюють прикінцеве формування поковки радіальним куванням зі ступенем деформування 7-30%.
Попередній патент: Засіб “фориніт-гель” для лікування і профілактики серцево-судинних захворювань
Наступний патент: Спосіб лікування хворих з синдромом підвищеної стомлюваності на тлі хронічної паталогії гепатобіліарної системи
Випадковий патент: Фурма для продування металу