Спосіб виготовлення двошарової муфти і гнучкий нагрівальний елемент для термоусадки муфт
Номер патенту: 56667
Опубліковано: 15.05.2003
Автори: Борзенко Олександр Петрович, Білошенко Віктор Олександрович, Варюхін Віктор Миколайович
Формула / Реферат
1. Спосіб виготовлення двошарової термоусаджувальної муфти, що включає виготовлення з епоксидного компаунда заготовки епоксидного фітинга, деформування фітинга у високоеластичному стані на дорні необхідного діаметра з наступним охолодженням його на дорні для переходу в скловидний стан, формування на зовнішній поверхні епоксидного фітинга співвісної захисної втулки, який відрізняється тим, що формування захисної втулки здійснюють нанесенням тонкого шару композиційного полімерного матеріалу на основі епоксидного компаунда УП 5-168с (ТУ 6-10-64-90) і порошку ливарного графіту на знежирену зовнішню поверхню епоксидного фітинга, накривають шар фторопластовою або поліетиленовою плівкою і рівномірно розкочують його до необхідної товщини, після чого отверджують сформовану втулку при температурі 40°С протягом 30 хв.
2. Спосіб по п. 1, який відрізняється тим, що співвідношення епоксидний компаунд - порошок графіту складає 100: 100 - 125 мас.ч., відповідно, а товщина захисної втулки складає 0,5 - 1 мм.
3. Гнучкий нагрівальний елемент для термоусадки муфт, що містить струмопровідний ізольований гнучкий плівковий елемент з дротами для підведення електричного струму, який відрізняється тим, що як матеріал струмопровідного елемента використовують полімерну композицію з епоксидного компаунда УП 5-168с (ТУ 6-10-64-90) і порошку ливарного графіту при їхньому співвідношенні 100:75-125 мас.ч., відповідно, а товщина гнучкого плівкового елемента складає 0,7 - 1 мм.
Текст
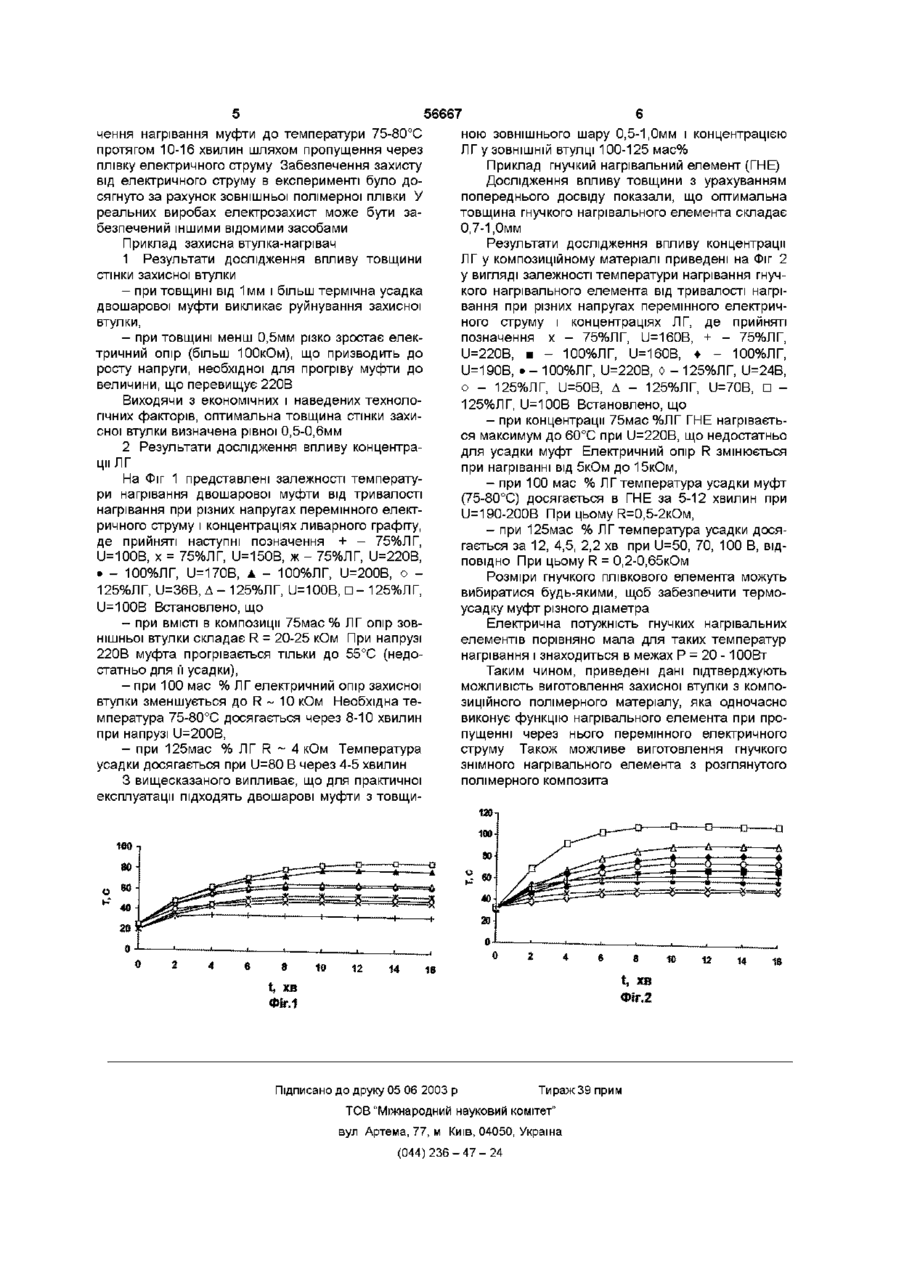
1 Спосіб виготовлення двошарової термоусаджувальної муфти, що включає виготовлення з епоксидного компаунда заготовки епоксидного фітинга, деформування фітинга у високоеластичному стані на дорні необхідного діаметра з наступним охолодженням його на дорні для переходу в скловидний стан, формування на ЗОВНІШНІЙ поверхні епоксидного фітинга СПІВВІСНОІ захисної втулки, який відрізняється тим, що формування захисної втулки здійснюють нанесенням тонкого шару композиційного полімерного матеріалу на основі епоксидного компаунда УП 5-168с (ТУ 6-10-64-90) і порошку ливарного графіту на знежирену зовнішню поверхню епоксидного фітинга, накривають шар фторопластовою або поліетиленовою плівкою і рівномірно розкочують його до необхідної товщини, після чого стверджують сформовану втулку при температурі 40°С протягом ЗО хв 2 Спосіб по п 1, який відрізняється тим, що співвідношення епоксидний компаунд - порошок графіту складає 100 1 0 0 - 1 2 5 мас ч , ВІДПОВІДНО, а товщина захисної втулки складає 0,5 -1 мм 3 Гнучкий нагрівальний елемент для термоусадки муфт, що містить струмопровідний ізольований гнучкий плівковий елемент з дротами для підведення електричного струму, який відрізняється тим, що як матеріал струмопровідного елемента використовують полімерну композицію з епоксидного компаунда УП 5-168с (ТУ 6-10-64-90) і порошку ливарного графіту при їхньому співвідношенні 100 75-125 мас ч , ВІДПОВІДНО, а товщина гнучкого плівкового елемента складає 0,7 -1 мм Винахід відноситься до області технології створення нероз'ємних муфтоклейових з'єднань труб, стрижнів і т п погонажних виробів, у тому числі виготовлених з таких полімерних матеріалів, що погано склеюються, як полюлефіни, за допомогою з'єднувальних елементів з пам'яттю форми (термоусадкою), отриманих з епоксидних полімерів ВІДОМІ роботи авторів по створенню епоксидних фітингів, що термоусаджуються із епоксидних композицій (патенти України 10298, 10299, бюл №4, 1996, 27618, бюл №4, 2000, пат РФ №2141600, F16L 47/02, В29С 61/00, C08L 63/00, бюл №32, 1999) Відомий спосіб виготовлення комбінованої муфти, що те рмоусад жується, з захисною втулкою із полюлефіну, що термоусаджується, встановленою на внутрішній епоксидній втулці, який полягає у виборі ВІДПОВІДНИХ діаметрів отворів втулок і температур їхньої деформації та усадки (див, наприклад, патент України № 23579А, В29С 61/00, бюл №4, 1998) України № 23579А, обраному як прототип для винаходу, що заявляється, по збігу призначення, вирішувалася мета забезпечення додаткового захисту епоксидної втулки від ЗОВНІШНІХ механічних впливів з одночасним створенням у ній стискаючих напружень, за рахунок чого підвищується МІЦНІСТЬ і експлуатаційна надійність з'єднання При цьому внутрішній діаметр вихідної заготовки зовнішньої захисної втулки, що зроблена з полюлефіну вибирають менше зовнішнього діаметра внутрішньої епоксидної втулки в и усадженому стані, роздають зазначену захисну втулку при температурі деформації Тд < ТУЕ, де Тд11 - температура деформації полюлефіну, Ту -температура усадки епоксидного полімеру, до діаметра, що забезпечує співвісне складення втулок зі ступенем деформації, що дозволяє з запасом компенсувати усадку внутрішньої втулки Закріплення захисної втулки з полюлефіну здійснюють шляхом СПІВВІСНОІ установки и зовні внутрішньої втулки з наступним короткочасним нагріванням до температури, близької до температури усадки полюлефіну У відомому рішенні по зазначеному патенту 1 (О (О (О ю Складність відомого рішення одержання двошарової муфти обумовлена різними класами полімерних матеріалів втулок, що до того ж відрізняються і кінетикою термоусадки Внаслідок цього для забезпечення натягу між зовнішньою і внутрішньою втулками необхідно правильно підбирати температурні і силові режими деформування цих втулок Установити їх розрахунковим шляхом дуже складно Тому в кожнім випадку потрібно експериментально знаходити температуру деформування і ступінь деформації для обраної пари матеріалів Нероз'ємне муфтоклейове з'єднання труб за допомогою зазначеної двошарової муфти отримували за рахунок нанесення на поверхні КІНЦІВ труб, що з'єднуються, і внутрішньої епоксидної втулки спеціального епоксидного компаунда марки УП 5168с ТУ 6-10-64-90 і прогріву збірки при температурі ~80°С протягом 10-15 хвилин Прогрів муфт відкритим вогнем не допускається Тому спочатку застосовувалися нагрівачі у вигляді щипців із двома півколами, що охоплюють муфту, із вмонтованими в них нагрівальними елементами з ніхромового дроту діаметром від 0,2 до 0,4мм за ДСТ 9389 Але такий варіант нагрівачів незручний, оскільки для муфт різних діаметрів потрібно мати ВІДПОВІДНІ півкола, з нагрівальними елементами ВІДОМІ численні конструкції плівкових електронагрівальних елементів, у т ч гнучких, наприклад, у вигляді сітки, тканини з графітовими нитками і т п Зокрема, для прогріву муфтоклейового з'єднання труб також застосовувалися електричні грілки з тканим нагрівальним елементом, яким обмотувалося місце з'єднання Однак проблема виготовлення якісних гнучких нагрівальних елементів продовжує залишатися актуальною Загальними ознаками винаходу, що заявляється, і прототипу у способі є - виготовлення з епоксидного компаунда заготовки епоксидної втулки (фітинга), - деформування фітинга у високоеластичному стані на дорні необхідного діаметра з наступним охолодженням на дорні для переходу в скловидний стан, - формування на ЗОВНІШНІЙ поверхні епоксидного фітинга СПІВВІСНОІ захисної втулки, Загальними ознаками по гнучкому нагрівальному елементу є - струмопровідний ізольований гнучкий плівковий елемент, що має дроти для підведення електричного струму Сутність винаходу В основу винаходу поставлена задача удосконалення способу виготовлення двошарової муфти, що термоусаджується, у якому за рахунок вибору матеріалу для зовнішньої захисної втулки забезпечується в тому самому температурному діапазоні як її формування на внутрішній епоксидній втулці, так і наступна спільна їх термоусадка нагріванням у випадку формування муфтоклейового з'єднання труб Поставлена задача зважується двома взаємозв'язаними винаходами По-перше, поставлена задача вирішується тим, що в частині способу виготовлення двошарової муфти, яка термоусаджується, що включає виготовлення з епоксидного компаунда заготовки 56667 епоксидного фітинга, деформування фітинга у високоеластичному стані на дорні необхідного діаметра з наступним охолодженням його на дорні для переходу в скловидний стан, формування на ЗОВНІШНІЙ поверхні епоксидного фітинга СПІВВІСНОІ захисної втулки, ВІДПОВІДНО ДО винаходу, формування захисної втулки здійснюють нанесенням тонкого шару композиційного полімерного матеріалу на основі епоксидного компаунда УП 5-168с ТУ 6-10-64-90 і порошку ливарного графіту (ЛГ) на знежирену зовнішню поверхню епоксидного фітинга, накривають шар фторопластовою або поліетиленовою плівкою і рівномірно розкочують його до необхідної товщини, після чого стверджують сформовану втулку при температурі 40°С протягом ЗО хвилин Конкретна ВІДМІННІСТЬ способу полягає в тому, що співвідношення епоксидний композит-порошок графіту складає 100 100-125масч, ВІДПОВІДНО, а товщина захисної втулки складає 0,5-1 мм Успішне виготовлення для епоксидного фітинга зовнішньої захисної втулки з одночасною функцією нагрівального елемента для наступної термоусадки двошарової муфти і прогріву муфтоклейового з'єднання вказало можливість виготовлення з подібного композиційного полімерного матеріалу спеціального гнучкого багатофункціонального нагрівального елемента, яким можна, зокрема, обертати місце з'єднання По-друге, поставлена задача в частині виготовлення знімного гнучкого нагрівального елемента, що містить струмопровідний ізольований гнучкий плівковий елемент, який має дроти для підведення електричного струму, ВІДПОВІДНО до винаходу, вирішується тим, що як матеріал струмопровідного елемента використовують полімерну композицію з епоксидного компаунда УП 5-168с (ТУ 6-10-64-90) і порошку ЛГ при їхньому співвідношенні 100 75125мас ч , а товщина плівкового елемента складає 0,7-1 мм Причинно-наслідковий зв'язок ВІДМІТНИХ ознак і технічного результату, що досягається, полягає в наступному У процесі рішення проблеми формування якісних муфтоклейових з'єднань для поліетиленових труб (патент України №10298, У29С 65/02) був розроблений спеціальний еластичний епоксидний клей, час ЖИТТЄДІЯЛЬНОСТІ якого в діапазоні температур термоусадки епоксидного фітинга в 2-3 рази більше часу, необхідного для термоусадки фітинга Відомо, ЩО максимальна МІЦНІСТЬ клейового з'єднання досягається при мінімальній товщині його шару Досвід застосування зазначеного клею показав, що після ствердження шару клею товщиною до 1,5-2мм утворюється гнучка еластична і досить міцна плівка Введення в зазначений клей порошку ЛГ дозволило провести експерименти з струмопровідних властивостей такого композиційного полімерного матеріалу як в умовах зовнішньої захисної плівки на епоксидному фітингу, так і у вигляді окремої гнучкої струмопровідної плівки ВІДОМОСТІ, ЯКІ підтверджують можливість здійснення винаходу Експериментальним шляхом були підібрані концентрації порошку графіту, що вводиться в епоксидний клей, і товщини плівок для забезпе 56667 чення нагрівання муфти до температури 75-80°С ною зовнішнього шару 0,5-1,0мм і концентрацією протягом 10-16 хвилин шляхом пропущення через ЛГ у ЗОВНІШНІЙ втулці 100-125 мас% плівку електричного струму Забезпечення захисту Приклад гнучкий нагрівальний елемент (ГНЕ) від електричного струму в експерименті було доДослідження впливу товщини з урахуванням сягнуто за рахунок зовнішньої полімерної плівки У попереднього досвіду показали, що оптимальна реальних виробах електрозахист може бути затовщина гнучкого нагрівального елемента складає безпечений іншими відомими засобами 0,7-1,0мм Приклад захисна втулка-нагрівач Результати дослідження впливу концентрації ЛГ у композиційному матеріалі приведені на Фіг 2 1 Результати дослідження впливу товщини у вигляді залежності температури нагрівання гнучстінки захисної втулки кого нагрівального елемента від тривалості нагрі- при товщині від 1 мм і більш термічна усадка вання при різних напругах перемінного електричдвошарової муфти викликає руйнування захисної ного струму і концентраціях ЛГ, де прийняті втулки, позначення х - 75%ЛГ, U=160B, + - 75%ЛГ, - при товщині менш 0,5мм різко зростає елекU=220B, • - 100%ЛГ, U=160B, • - 100%ЛГ, тричний опір (більш ЮОкОм), що призводить до U=190B, • - 100%ЛГ, U=220B, 0 - 125%ЛГ, U=24B, росту напруги, необхідної для прогріву муфти до о - 125%ЛГ, U=50B, Д - 125%ЛГ, U=70B, • величини, що перевищує 220В 125%ЛГ, U=100B Встановлено, що Виходячи з економічних і наведених технологічних факторів, оптимальна товщина стінки захи- при концентрації 75мас %ЛГ ГНЕ нагріваєтьсної втулки визначена рівної 0,5-0,6мм ся максимум до 60°С при U=220B, що недостатньо 2 Результати дослідження впливу концентрадля усадки муфт Електричний опір R змінюється ції ЛГ при нагріванні від 5кОм до 15кОм, На Фіг 1 представлені залежності температу- при 100 мас % ЛГтемпература усадки муфт ри нагрівання двошарової муфти від тривалості (75-80°С) досягається в ГНЕ за 5-12 хвилин при нагрівання при різних напругах перемінного електU=190-200B При цьому R=0,5-2KOM, ричного струму і концентраціях ливарного графіту, - при 125мас % ЛГтемпература усадки досяде прийняті наступні позначення + - 75%ЛГ, гається за 12, 4,5, 2,2 хв при U=50, 70, 100 В, ВІДU=100B, х = 75%ЛГ, U=150B, ж - 75%ЛГ, U=220B, ПОВІДНО При цьому R = 0,2-0,65кОм • - 100%ЛГ, U=170B, А - 100%ЛГ, U=200B, о Розміри гнучкого плівкового елемента можуть 125%ЛГ, U=36B, Д-125%ЛГ, U=100B, • - 125%ЛГ, вибиратися будь-якими, щоб забезпечити термоU=100B Встановлено, що усадку муфт різного діаметра - при ВМІСТІ в композиції 75мас % ЛГ опір зовЕлектрична потужність гнучких нагрівальних нішньої втулки складає R = 20-25 кОм При напрузі елементів порівняно мала для таких температур 220В муфта прогрівається тільки до 55°С (недонагрівання і знаходиться в межах Р = 20 - ЮОВт статньо для її усадки), Таким чином, приведені дані підтверджують - при 100 мас % ЛГ електричний опір захисної можливість виготовлення захисної втулки з комповтулки зменшується до R ~ 10 кОм Необхідна тезиційного полімерного матеріалу, яка одночасно мпература 75-80°С досягається через 8-10 хвилин виконує функцію нагрівального елемента при пропри напрузі U=200B, пущены через нього перемінного електричного струму Також можливе виготовлення гнучкого - при 125мас % ЛГ R ~ 4 кОм Температура знімного нагрівального елемента з розглянутого усадки досягається при 11=80 В через 4-5 хвилин полімерного композита 3 вищесказаного випливає, що для практичної експлуатації підходять двошарові муфти з товщи 8 Підписано до друку 05 06 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 10 12 14 16
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making a two-layer muff and flexible heating element for the muff heat setting
Автори англійськоюBiloshenko Viktor Oleksandrovych, Borzenko Oleksandr Petrovych, Variukhin Viktor Mykolaiovych
Назва патенту російськоюСпособ изготовления двухслойной муфты и гибкий нагревательный элемент для термоусадки муфт
Автори російськоюБилошенко Виктор Александрович, Борзенко Александр Петрович, Варюхин Виктор Николаевич
МПК / Мітки
МПК: B29C 61/06, H05B 3/14, F16L 47/02, H05B 3/34, H05B 3/54, H01B 1/20
Мітки: елемент, виготовлення, муфт, двошарової, гнучкий, термоусадки, нагрівальний, спосіб, муфти
Код посилання
<a href="https://ua.patents.su/3-56667-sposib-vigotovlennya-dvosharovo-mufti-i-gnuchkijj-nagrivalnijj-element-dlya-termousadki-muft.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення двошарової муфти і гнучкий нагрівальний елемент для термоусадки муфт</a>
Сигарета (варіанти), система для паління (варіанти), запальничка, нагрівальний елемент, спосіб виготовлення цільного нагрівального вузла та постійний нагрівальний блок
Номер патенту: 41898
Опубліковано: 15.10.2001
Автори: ЛІЛЛІ А. Кліфтон, молодший, Уоткінс Майкл Л., Ліповіч Пітер Дж., Ріплі Роберт Л., Ніколз Констанс Х., КОЛЛІНЗ Альфред Л., ЛАРОЙ Бернард К., Суббіа Мантхарам, Стівенс Уільям Х., Каунтс Мері Еллен, Лі Роберт Е., третій, ФЛЕЙШХАУЕР Грір С., Хаук Уіллі Г., молодший, Макефферті Хью Дж., ДЕВІ Сітхарама К., Кін Біллі Дж., молодший, Хаджалогол Мохаммад Р., Спринкел Мерфі Ф., Ренн Сьюзен Е., Реймонд Уінн Р., ХІГГІНЗ Чарлз Т., Дас Амітабх, Рітт Рензер Р.,старший, Утч Френсіс В., Лозі Д. Брюс, молодший, Майзер Дональд Е., Скотт Роберт Дж., ХЕЙЗ Патрік Х.
МПК: A24F 47/00
Мітки: елемент, сигарета, нагрівальний, спосіб, паління, запальничка, цільного, система, постійний, блок, нагрівального, виготовлення, варіанти, вузла
Формула / Реферат:
1. Сигарета, используемая в курительной системе для донесения ароматного табачного дыма до курильщика, включающей по меньшей мере один электрический нагреватель, содержащая носитель, имеющий разнесенные по длине первый и второй концы и первую и вторую поверхности, вторая из которых включает участок, соседствующий с электрическим нагревателем, и материал, вырабатывающий ароматный дым, поступающий к курильщику при нагреве материала...
Запобіжний елемент муфти
Номер патенту: 2727
Опубліковано: 26.12.1994
Автор: Голота Віктор Опанасович
МПК: F16D 9/00
Мітки: муфти, запобіжний, елемент
Формула / Реферат:
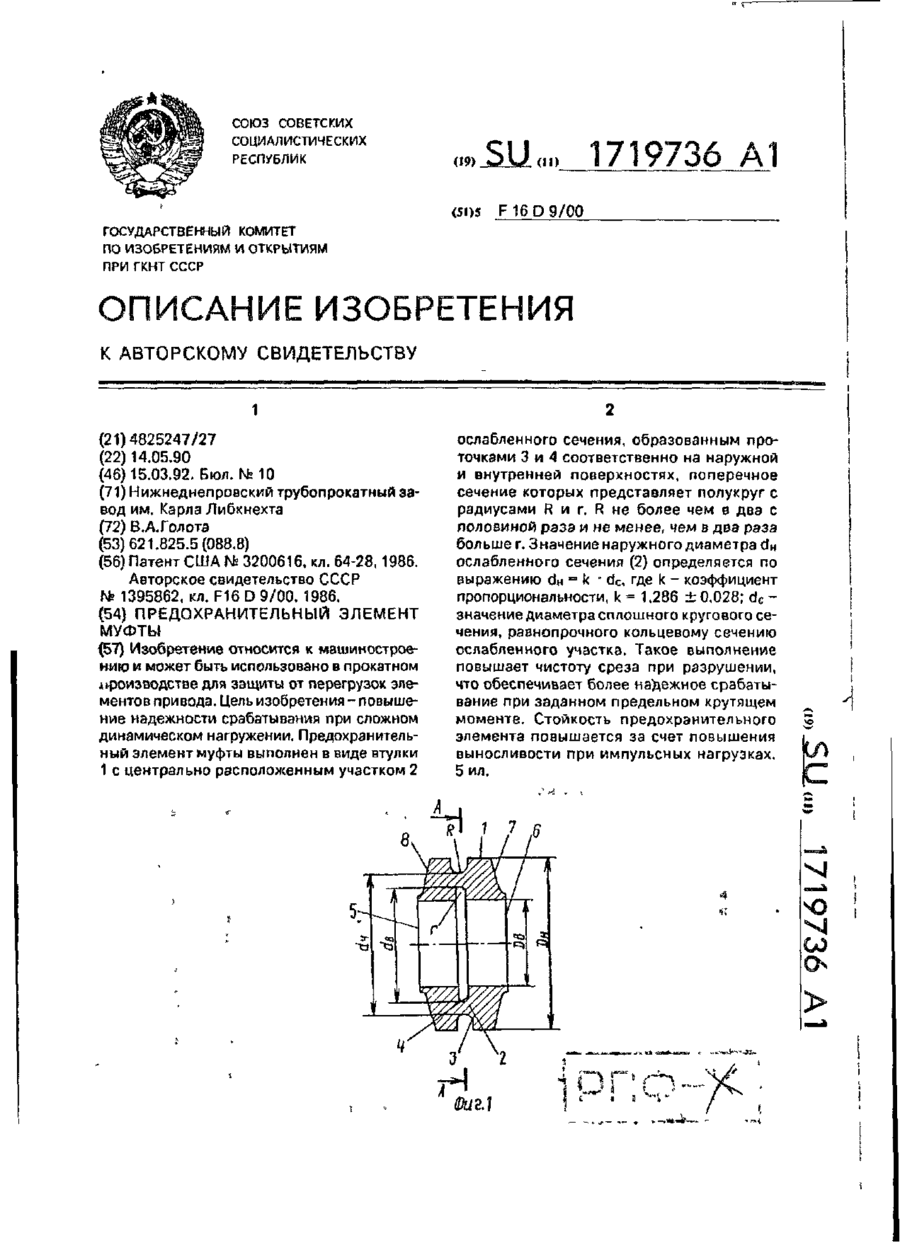
Предохранительный элемент муфта, выполненный в виде втулки с центральне расположенным участком ослабленного сечения, образованным проточками на наружной и внутренней поверхностях, поперечное сечение которых представляет собой полукруг, отличающийся тем, что, с целью повышения надежности срабатывания при сложном динамическом нагружении, радиус полукруга проточки на наружной поверхности не более чем в два с половиной раза и не менее, чем...
Спосіб виготовлення муфти, що термоусаджується
Номер патенту: 35660
Опубліковано: 16.04.2001
Автори: Клявлін Валерій Володимирович, Шелудченко Володимир Ілліч
МПК: C08L 63/00, C09J 5/08, C08J 3/28, B29C 61/06, B29C 61/00
Мітки: муфти, термоусаджується, спосіб, виготовлення
Формула / Реферат:
1. Спосіб виготовлення муфти, що термоусаджується, який включає виготовлення вихідної заготовки з епоксидного полімеру ангідридного затверднення, нагрів її до переходу у високоеластичний стан і деформування у високоеластичному стані з наступним охолодженням при зберіганні напруженого стану, причому як епоксидний полімер використовують епоксидну композицію з температурою склування 50-80 °С, а епоксидна композиція включає жорсткий й еластичний...
Спосіб виготовлення муфти, що термоусаджується
Номер патенту: 23579
Опубліковано: 02.06.1998
Автори: Шелудченко Володимир Ілліч, Білошенко Віктор Олександрович, Варюхін Віктор Миколайович, Строганов Віктор Федорович
МПК: B29C 61/00
Мітки: спосіб, виготовлення, термоусаджується, муфти
Формула / Реферат:
Способ изготовления термоусаживающейся муфты, включающий формирование внутренней термоусаживающейся втулки и соосное закрепление на ней наружной защитной термоусаживающейся втулки, отличающийся тем, что, а качестве внутренней втулки используют термоусаживающуюся втулку из эпоксидного полимера, а в качестве наружной защитной втулки используют втулку из полиолефина с эффектом термоусадки, для чего выбирают внутренний диаметр защитной втулки...
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Соценко Олександр Васильович, Стеценко Іван Дмитрович, Козак Володимир Володимирович, Смирнов Борис Миколайович
МПК: B22C 9/00
Мітки: спосіб, двошарової, виготовлення, ливарної, форми
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Попередній патент: Кузов транспортного засобу
Наступний патент: Препарат для профілактики і лікування змішаних інфекційних хвороб розплоду бджіл “апікон”
Випадковий патент: Спосіб лікування бронхіальної астми по тарасюку-ярешку