Штамп для отримання порожнистих деталей з зовнішнім та внутрішнім фланцем
Номер патенту: 65528
Опубліковано: 12.12.2011
Автори: Мартинов Сергій Володимирович, Грудкіна Наталія Сергіївна, Алієва Лейла Іграмотдіновна
Формула / Реферат
Штамп для отримання порожнистих деталей з зовнішнім та внутрішнім фланцем, який містить контейнер, нижню півматрицю, верхню півматрицю, на котру спирається блок пружин та до якої приєднані тяги, який відрізняється тим, що до конструкції штампа входить порожнистий пуансон та протипуансон, верхня оправка, що підпружинена, та нижня оправка.
Текст
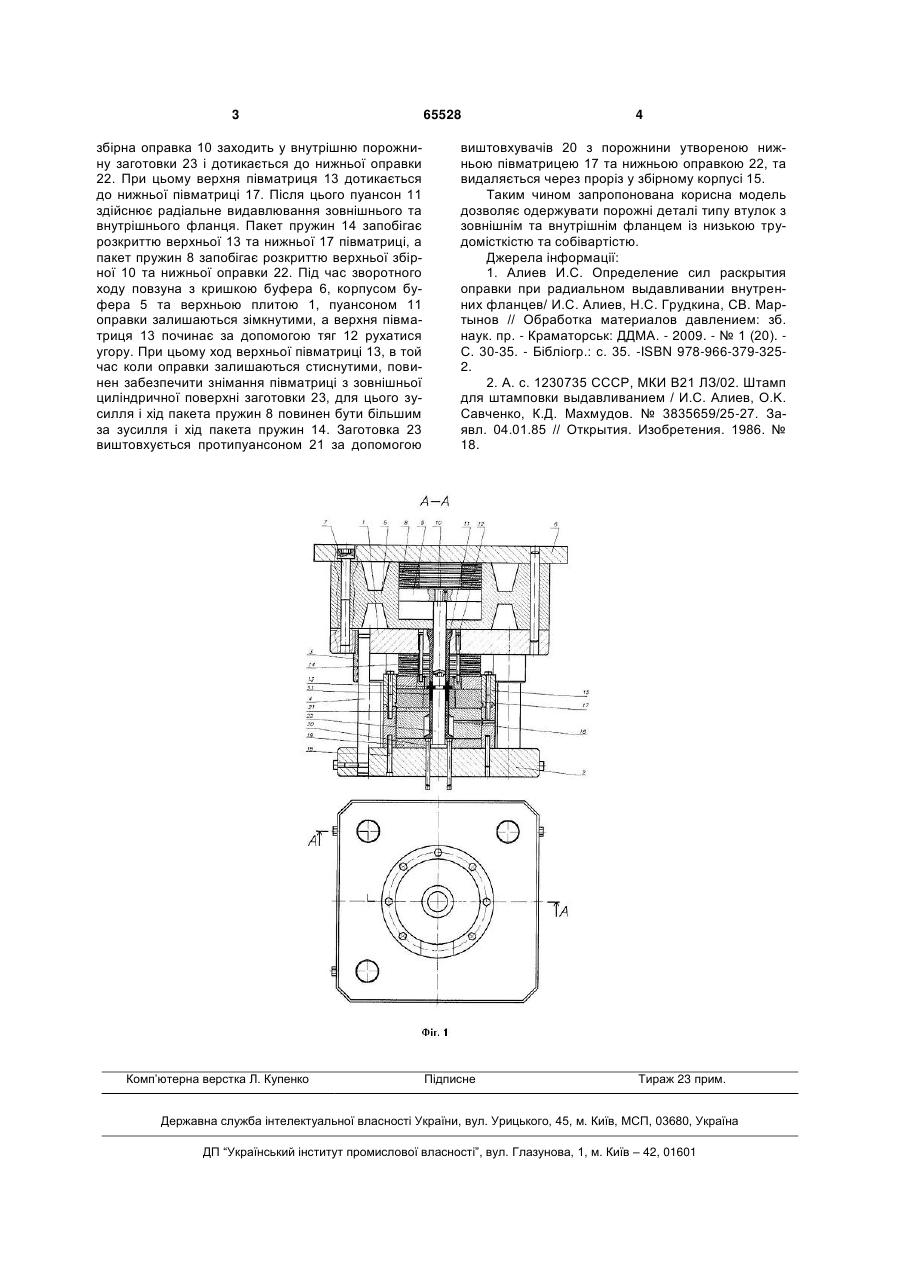
Штамп для отримання порожнистих деталей з зовнішнім та внутрішнім фланцем, який містить контейнер, нижню півматрицю, верхню півматрицю, на котру спирається блок пружин та до якої приєднані тяги, який відрізняється тим, що до конструкції штампа входить порожнистий пуансон та протипуансон, верхня оправка, що підпружинена, та нижня оправка. (19) (21) u201105798 (22) 10.05.2011 (24) 12.12.2011 (46) 12.12.2011, Бюл.№ 23, 2011 р. (72) АЛІЄВА ЛЕЙЛА ІГРАМОТДІНОВНА, МАРТИНОВ СЕРГІЙ ВОЛОДИМИРОВИЧ, ГРУДКІНА НАТАЛІЯ СЕРГІЇВНА (73) ДОНБАСЬКА ДЕРЖАВНА МАШИНОБУДІВНА АКАДЕМІЯ 3 збірна оправка 10 заходить у внутрішню порожнину заготовки 23 і дотикається до нижньої оправки 22. При цьому верхня півматриця 13 дотикається до нижньої півматриці 17. Після цього пуансон 11 здійснює радіальне видавлювання зовнішнього та внутрішнього фланця. Пакет пружин 14 запобігає розкриттю верхньої 13 та нижньої 17 півматриці, а пакет пружин 8 запобігає розкриттю верхньої збірної 10 та нижньої оправки 22. Під час зворотного ходу повзуна з кришкою буфера 6, корпусом буфера 5 та верхньою плитою 1, пуансоном 11 оправки залишаються зімкнутими, а верхня півматриця 13 починає за допомогою тяг 12 рухатися угору. При цьому ход верхньої півматриці 13, в той час коли оправки залишаються стиснутими, повинен забезпечити знімання півматриці з зовнішньої циліндричної поверхні заготовки 23, для цього зусилля і хід пакета пружин 8 повинен бути більшим за зусилля і хід пакета пружин 14. Заготовка 23 виштовхується протипуансоном 21 за допомогою Комп’ютерна верстка Л. Купенко 65528 4 виштовхувачів 20 з порожнини утвореною нижньою півматрицею 17 та нижньою оправкою 22, та видаляється через проріз у збірному корпусі 15. Таким чином запропонована корисна модель дозволяє одержувати порожні деталі типу втулок з зовнішнім та внутрішнім фланцем із низькою трудомісткістю та собівартістю. Джерела інформації: 1. Алиев И.С. Определение сил раскрытия оправки при радиальном выдавливании внутренних фланцев/ И.С. Алиев, Н.С. Грудкина, СВ. Мартынов // Обработка материалов давлением: зб. наук. пр. - Краматорськ: ДДМА. - 2009. - № 1 (20). С. 30-35. - Бібліогр.: с. 35. -ISBN 978-966-379-3252. 2. А. с. 1230735 СССР, МКИ В21 ЛЗ/02. Штамп для штамповки выдавливанием / И.С. Алиев, O.K. Савченко, К.Д. Махмудов. № 3835659/25-27. Заявл. 04.01.85 // Открытия. Изобретения. 1986. № 18. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюStamp for producing hollow parts with inner and outer flange
Автори англійськоюAliieva Leila Ihramotdinovna, Martynov Serhii Volodymyrovych, Hrudkina Natalia Serhiivna
Назва патенту російськоюШтамп для получения полых деталей с внешним и внутренним фланцем
Автори російськоюАлиева Лейла Играмотдиновна, Мартынов Сергей Владимирович, Грудкина Наталья Сергеевна
МПК / Мітки
МПК: B21J 13/02
Мітки: порожнистих, зовнішнім, отримання, внутрішнім, деталей, штамп, фланцем
Код посилання
<a href="https://ua.patents.su/2-65528-shtamp-dlya-otrimannya-porozhnistikh-detalejj-z-zovnishnim-ta-vnutrishnim-flancem.html" target="_blank" rel="follow" title="База патентів України">Штамп для отримання порожнистих деталей з зовнішнім та внутрішнім фланцем</a>
Штамп для отримання порожнистих деталей з внутрішнім фланцем
Номер патенту: 51884
Опубліковано: 10.08.2010
Автори: Грудкіна Наталія Сергіївна, Алієва Лейла Іграмотдіновна, Мартинов Сергій Володимирович
МПК: B21J 13/02
Мітки: отримання, деталей, внутрішнім, фланцем, штамп, порожнистих
Формула / Реферат:
Штамп для отримання порожнистих деталей з внутрішнім фланцем, який містить пуансон, оправку, порожнистий контрпуансон та матрицю, який відрізняється тим, що оправка, яка є рухливою, закріплена в траверсі, що розташована в порожнині плити, і спирається на пружини та переміщується за допомогою штовхачів.
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем
Номер патенту: 48901
Опубліковано: 12.04.2010
Автори: Алієв Іграмотдін Серажутдінович, Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна
МПК: B21J 13/02
Мітки: фланцем, штамп, внутрішнім, порожнистих, видавлювання, деталей
Формула / Реферат:
Штамп для видавлювання порожнистих деталей з внутрішнім фланцем, який вміщує роз'ємну оправку, порожнисті пуансон, контрпуансон та матрицю, який відрізняється тим, що роз'ємна оправка виконана з двох самостійних частин, верхня частина якої встановлена в порожнистому пуансоні, закріплена на траверсі, яка з'єднана тягами з плитою зовнішнього повзуна.
Штамп для комбінованого видавлювання деталей з фланцем та відростком
Номер патенту: 64958
Опубліковано: 25.11.2011
Автори: Грудкіна Наталія Сергіївна, Алієва Лейла Іграмотдіновна, Мартинов Сергій Володимирович
МПК: B21J 13/02
Мітки: штамп, видавлювання, деталей, відростком, фланцем, комбінованого
Формула / Реферат:
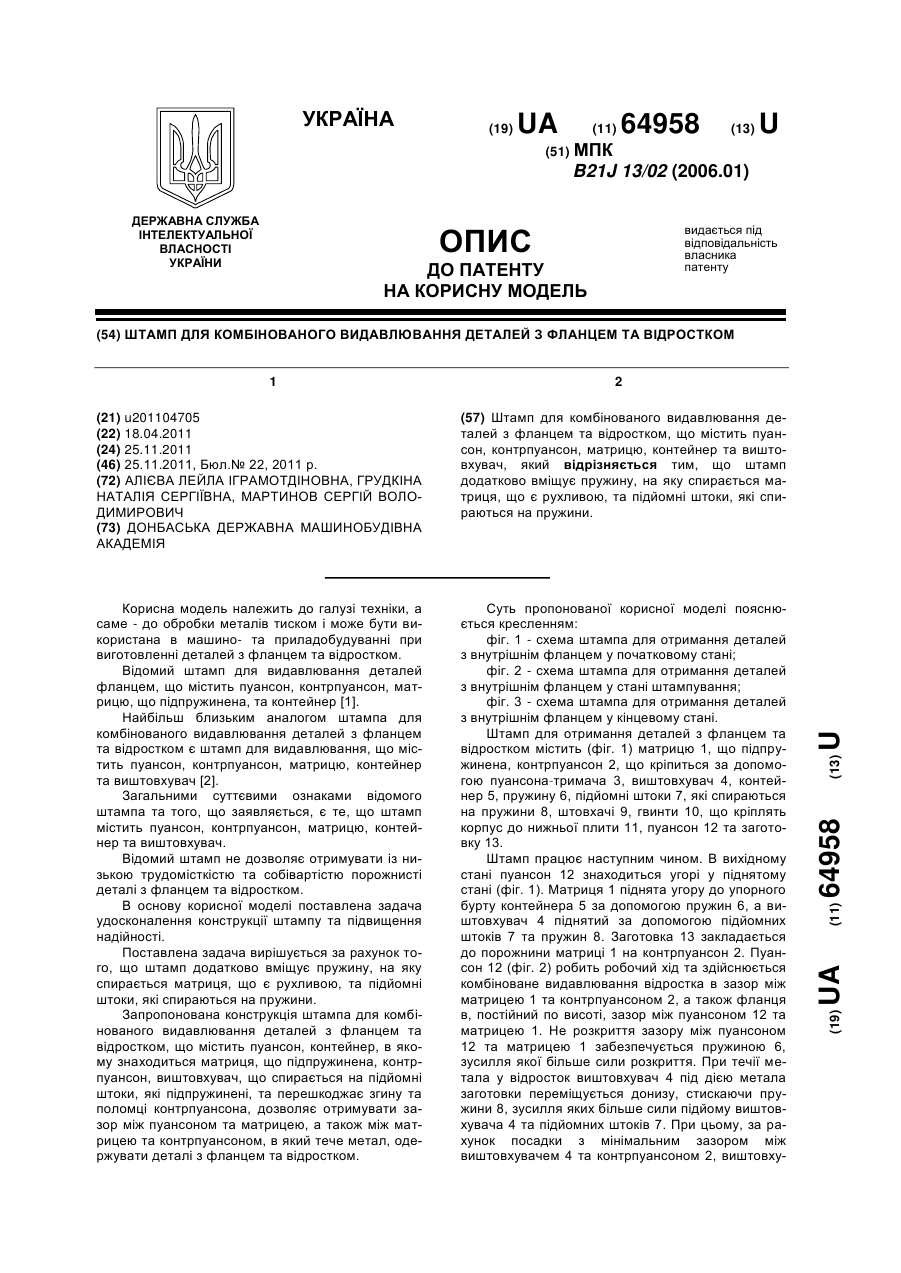
Штамп для комбінованого видавлювання деталей з фланцем та відростком, що містить пуансон, контрпуансон, матрицю, контейнер та виштовхувач, який відрізняється тим, що штамп додатково вміщує пружину, на яку спирається матриця, що є рухливою, та підйомні штоки, які спираються на пружини.
Штамп для видавлювання порожнистих деталей зі складним профілем
Номер патенту: 36292
Опубліковано: 27.10.2008
Автори: Жбанков Ярослав Геннадійович, Алієв Іграмотдін Серажутдінович
МПК: B21J 13/02
Мітки: штамп, профілем, видавлювання, деталей, порожнистих, складним
Формула / Реферат:
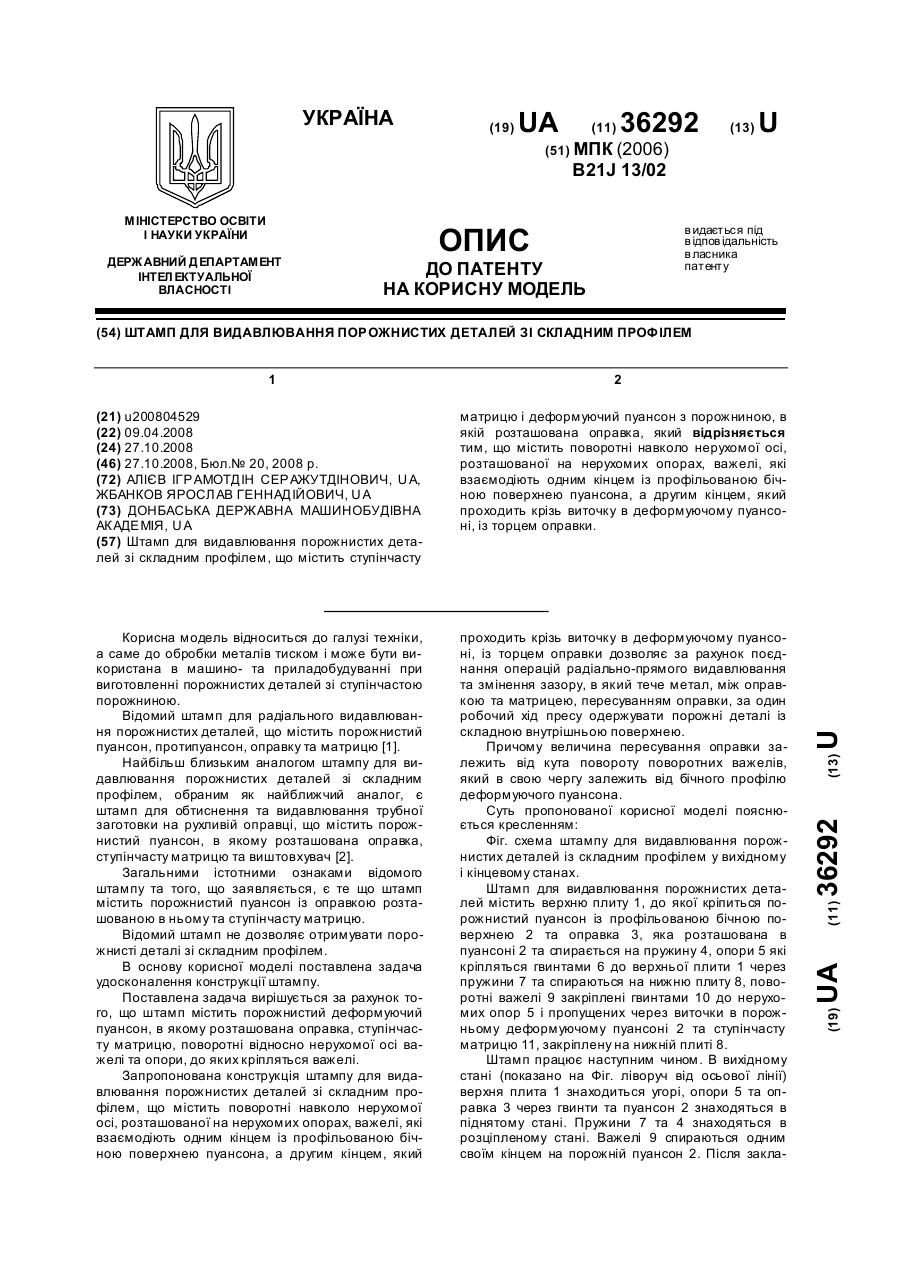
Штамп для видавлювання порожнистих деталей зі складним профілем, що містить ступінчасту матрицю і деформуючий пуансон з порожниною, в якій розташована оправка, який відрізняється тим, що містить поворотні навколо нерухомої осі, розташованої на нерухомих опорах, важелі, які взаємодіють одним кінцем із профільованою бічною поверхнею пуансона, а другим кінцем, який проходить крізь виточку в деформуючому пуансоні, із торцем оправки.
Спосіб виготовлення деталей типу втулки з зовнішнім фланцем
Номер патенту: 48902
Опубліковано: 12.04.2010
Автори: Мартинов Сергій Володимирович, Алієва Лейла Іграмотдіновна, Абхарі Пейман, Алієв Іграмотдін Серажутдінович
МПК: B21K 21/00
Мітки: зовнішнім, фланцем, типу, спосіб, виготовлення, деталей, втулки
Формула / Реферат:
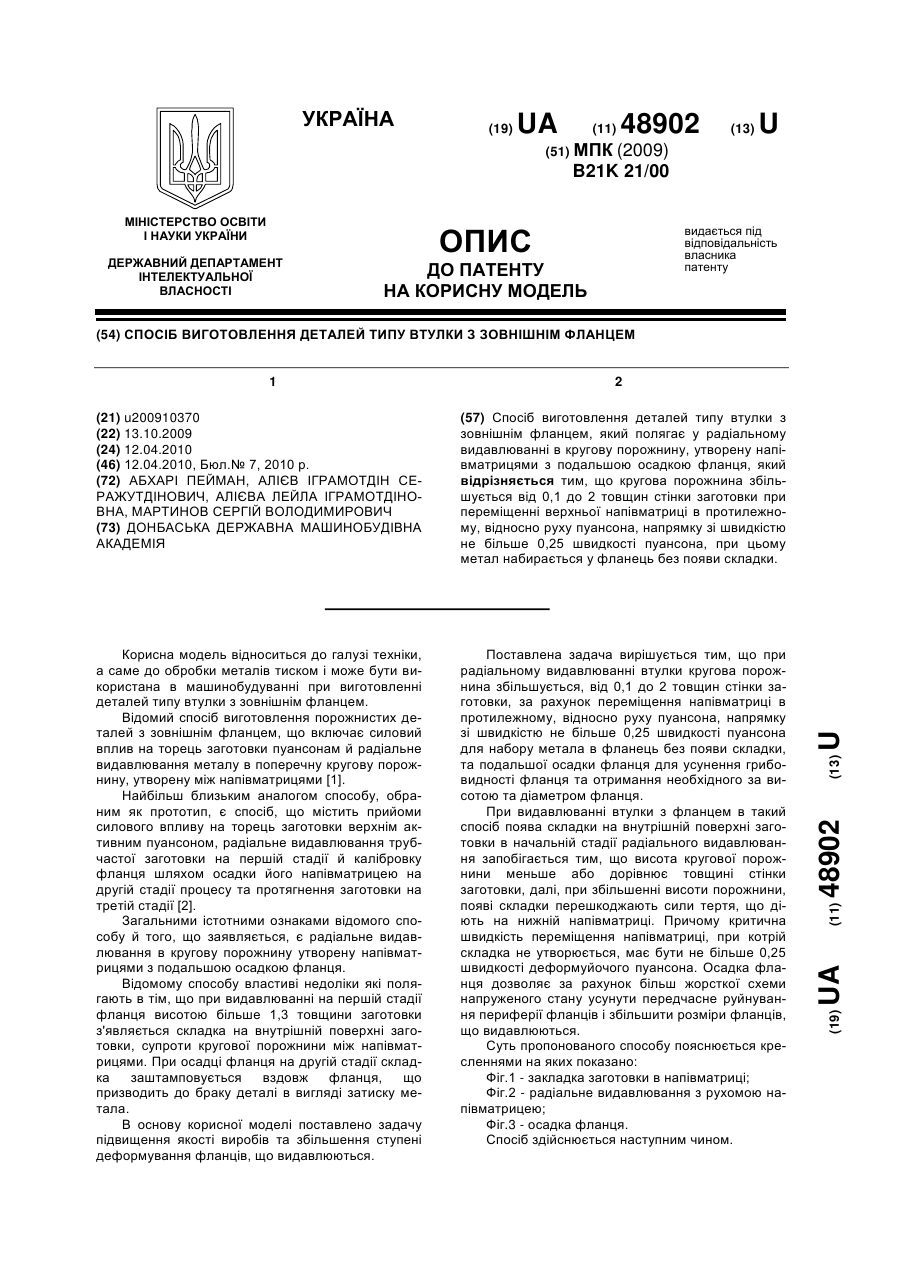
Спосіб виготовлення деталей типу втулки з зовнішнім фланцем, який полягає у радіальному видавлюванні в кругову порожнину, утворену напівматрицями з подальшою осадкою фланця, який відрізняється тим, що кругова порожнина збільшується від 0,1 до 2 товщин стінки заготовки при переміщенні верхньої напівматриці в протилежному, відносно руху пуансона, напрямку зі швидкістю не більше 0,25 швидкості пуансона, при цьому метал набирається у фланець без...
Попередній патент: Спосіб охорони підготовчої виробки
Наступний патент: Помножувач реактивності на с-негатроні
Випадковий патент: Сировинна суміш для отримання гіпсового в'яжучого