Спосіб виготовлення литих металевих прутків вакуумним усмоктуванням та пристрій для його здійснення
Номер патенту: 67073
Опубліковано: 15.06.2004
Автори: Кононенко Анатолій Акимович, Куратченко Андрій Борисович, Лазоркін Віктор Андрійович
Формула / Реферат
1. Спосіб виготовлення литих металевих прутків, що включає розплавлювання металу, занурення частини циліндричного кристалізатора в рідкий метал, створення в кристалізаторі розрідження, заповнення його металом, кристалізацію металу, витягання заготовки з кристалізатора й обрізання дефектних кінцевих ділянок заготовки, який відрізняється тим, що витягання заготовки з кристалізатора здійснюють його розбиванням.
2. Пристрій для лиття вакуумним усмоктуванням, що включає тигель, циліндричний вакуумний кристалізатор, вакуум-акумулятор з манометром, вакуум-насос і систему трубопроводів з вентилями, який відрізняється тим, що як вакуумний кристалізатор використовують кварцову трубку з діаметром отвору 5-10 мм, при цьому трубка закріплена в штативі так, що один її кінець розташований в тиглі, а інший за допомогою гнучкого вакуумного шланга з’єднаний з вакуум-акумулятором.
Текст
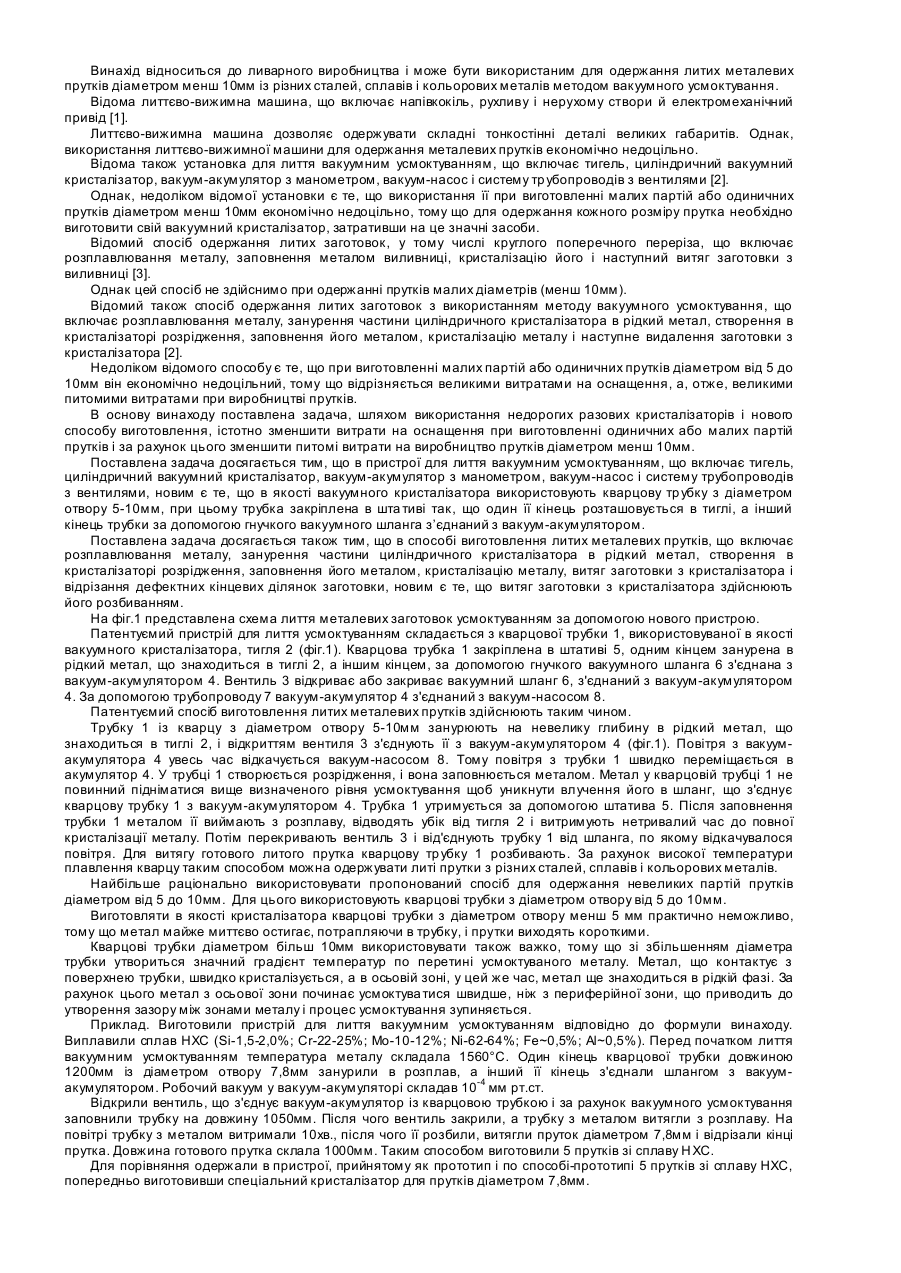
Винахід відноситься до ливарного виробництва і може бути використаним для одержання литих металевих прутків діаметром менш 10мм із різних сталей, сплавів і кольорових металів методом вакуумного усмоктування. Відома литтєво-вижимна машина, що включає напівкокіль, рухливу і нерухому створи й електромеханічний привід [1]. Литтєво-вижимна машина дозволяє одержувати складні тонкостінні деталі великих габаритів. Однак, використання литтєво-вижимної машини для одержання металевих прутків економічно недоцільно. Відома також установка для лиття вакуумним усмоктуванням, що включає тигель, циліндричний вакуумний кристалізатор, вакуум-акумулятор з манометром, вакуум-насос і систему тр убопроводів з вентилями [2]. Однак, недоліком відомої установки є те, що використання її при виготовленні малих партій або одиничних прутків діаметром менш 10мм економічно недоцільно, тому що для одержання кожного розміру прутка необхідно виготовити свій вакуумний кристалізатор, затративши на це значні засоби. Відомий спосіб одержання литих заготовок, у тому числі круглого поперечного переріза, що включає розплавлювання металу, заповнення металом виливниці, кристалізацію його і наступний витяг заготовки з виливниці [3]. Однак цей спосіб не здійснимо при одержанні прутків малих діаметрів (менш 10мм). Відомий також спосіб одержання литих заготовок з використанням методу вакуумного усмоктування, що включає розплавлювання металу, занурення частини циліндричного кристалізатора в рідкий метал, створення в кристалізаторі розрідження, заповнення його металом, кристалізацію металу і наступне видалення заготовки з кристалізатора [2]. Недоліком відомого способу є те, що при виготовленні малих партій або одиничних прутків діаметром від 5 до 10мм він економічно недоцільний, тому що відрізняється великими витратами на оснащення, а, отже, великими питомими витратами при виробництві прутків. В основу винаходу поставлена задача, шляхом використання недорогих разових кристалізаторів і нового способу виготовлення, істотно зменшити витрати на оснащення при виготовленні одиничних або малих партій прутків і за рахунок цього зменшити питомі витрати на виробництво прутків діаметром менш 10мм. Поставлена задача досягається тим, що в пристрої для лиття вакуумним усмоктуванням, що включає тигель, циліндричний вакуумний кристалізатор, вакуум-акумулятор з манометром, вакуум-насос і систему трубопроводів з вентилями, новим є те, що в якості вакуумного кристалізатора використовують кварцову тр убку з діаметром отвору 5-10мм, при цьому трубка закріплена в шта тиві так, що один її кінець розташовується в тиглі, а інший кінець трубки за допомогою гнучкого вакуумного шланга з’єднаний з вакуум-акумулятором. Поставлена задача досягається також тим, що в способі виготовлення литих металевих прутків, що включає розплавлювання металу, занурення частини циліндричного кристалізатора в рідкий метал, створення в кристалізаторі розрідження, заповнення його металом, кристалізацію металу, витяг заготовки з кристалізатора і відрізання дефектних кінцевих ділянок заготовки, новим є те, що витяг заготовки з кристалізатора здійснюють його розбиванням. На фіг.1 представлена схема лиття металевих заготовок усмоктуванням за допомогою нового пристрою. Патентуємий пристрій для лиття усмоктуванням складається з кварцової трубки 1, використовуваної в якості вакуумного кристалізатора, тигля 2 (фіг.1). Кварцова трубка 1 закріплена в штативі 5, одним кінцем занурена в рідкий метал, що знаходиться в тиглі 2, а іншим кінцем, за допомогою гнучкого вакуумного шланга 6 з'єднана з вакуум-акумулятором 4. Вентиль 3 відкриває або закриває вакуумний шланг 6, з'єднаний з вакуум-акумулятором 4. За допомогою трубопроводу 7 вакуум-акумулятор 4 з'єднаний з вакуум-насосом 8. Патентуємий спосіб виготовлення литих металевих прутків здійснюють таким чином. Трубку 1 із кварцу з діаметром отвору 5-10мм занурюють на невелику глибину в рідкий метал, що знаходиться в тиглі 2, і відкриттям вентиля 3 з'єднують її з вакуум-акумулятором 4 (фіг.1). Повітря з вакуумакумулятора 4 увесь час відкачується вакуум-насосом 8. Тому повітря з трубки 1 швидко переміщається в акумулятор 4. У трубці 1 створюється розрідження, і вона заповнюється металом. Метал у кварцовій трубці 1 не повинний підніматися вище визначеного рівня усмоктування щоб уникнути влучення його в шланг, що з'єднує кварцову трубку 1 з вакуум-акумулятором 4. Трубка 1 утримується за допомогою штатива 5. Після заповнення трубки 1 металом її виймають з розплаву, відводять убік від тигля 2 і витримують нетривалий час до повної кристалізації металу. Потім перекривають вентиль 3 і від'єднують трубку 1 від шланга, по якому відкачувалося повітря. Для витягу готового литого прутка кварцову тр убку 1 розбивають. За рахунок високої температури плавлення кварцу таким способом можна одержувати литі прутки з різних сталей, сплавів і кольорових металів. Найбільше раціонально використовувати пропонований спосіб для одержання невеликих партій прутків діаметром від 5 до 10мм. Для цього використовують кварцові трубки з діаметром отвору від 5 до 10мм. Виготовляти в якості кристалізатора кварцові трубки з діаметром отвору менш 5 мм практично неможливо, тому що метал майже миттєво остигає, потрапляючи в трубку, і прутки виходять короткими. Кварцові трубки діаметром більш 10мм використовувати також важко, тому що зі збільшенням діаметра трубки утвориться значний градієнт температур по перетині усмоктуваного металу. Метал, що контактує з поверхнею трубки, швидко кристалізується, а в осьовій зоні, у цей же час, метал ще знаходиться в рідкій фазі. За рахунок цього метал з осьової зони починає усмоктува тися швидше, ніж з периферійної зони, що приводить до утворення зазору між зонами металу і процес усмоктування зупиняється. Приклад. Виготовили пристрій для лиття вакуумним усмоктуванням відповідно до формули винаходу. Виплавили сплав НХС (Si-1,5-2,0%; Cr-22-25%; Mo-10-12%; Ni-62-64%; Fe~0,5%; Al~0,5%). Перед початком лиття вакуумним усмоктуванням температура металу складала 1560°С. Один кінець кварцової трубки довжиною 1200мм із діаметром отвору 7,8мм занурили в розплав, а інший її кінець з'єднали шлангом з вакуумакумулятором. Робочий вакуум у вакуум-акумуляторі складав 10-4 мм рт.ст. Відкрили вентиль, що з'єднує вакуум-акумулятор із кварцовою трубкою і за рахунок вакуумного усмоктування заповнили трубку на довжину 1050мм. Після чого вентиль закрили, а трубку з металом витягли з розплаву. На повітрі трубку з металом витримали 10хв., після чого її розбили, витягли пруток діаметром 7,8мм і відрізали кінці прутка. Довжина готового прутка склала 1000мм. Таким способом виготовили 5 прутків зі сплаву Н ХС. Для порівняння одержали в пристрої, прийнятому як прототип і по способі-прототипі 5 прутків зі сплаву НХС, попередньо виготовивши спеціальний кристалізатор для прутків діаметром 7,8мм. Розрахунки показали, що витрати на виробництво 1 кг прутків діаметром 7,8мм зі сплаву НХС у патентуемому пристрої по патентуемому способі менше на 60% у порівнянні з витратами при виготовленні по способі-прототипі. ДЖЕРЕЛА ІНФОРМАЦІЇ 1. Специальные виды литья. Небогатов Ю.Е., Тамаровский В.И. М., "Машиностроение", 1965, с.152-153. 2. Специальные виды литья. Небогатов Ю.Е., Тамаровский В.И. М., "Машиностроение", 1965, с.153-155. 3. Общая металлургия. Изд. 3-е. Севрюков Н.Н., Кузьмин Б.А., Челищев Е.В. М., "Металлургия", 1976, с.558559.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for manufacture of metal rods by vacuum suction
Автори англійськоюKononenko Anatolii Yakymovych, Lazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych
Назва патенту російськоюСпособ изготовления литых металлических прутьев вакуумным всасыванием и устройство для его осуществления
Автори російськоюКононенко Анатолий Акимович, Лазоркин Виктор Андреевич
МПК / Мітки
МПК: B22D 18/06
Мітки: здійснення, прутків, пристрій, усмоктуванням, литих, виготовлення, металевих, вакуумним, спосіб
Код посилання
<a href="https://ua.patents.su/2-67073-sposib-vigotovlennya-litikh-metalevikh-prutkiv-vakuumnim-usmoktuvannyam-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення литих металевих прутків вакуумним усмоктуванням та пристрій для його здійснення</a>
Пристрій для лиття вакуумним усмоктуванням тонкостінних виливків
Номер патенту: 12359
Опубліковано: 02.12.1996
Автори: Борисов Георгій Павлович, Котлярський Франко Мар'янович, Бєлік Валентин Іванович
МПК: B22D 18/06
Мітки: тонкостінних, пристрій, лиття, виливків, усмоктуванням, вакуумним
Формула / Реферат:
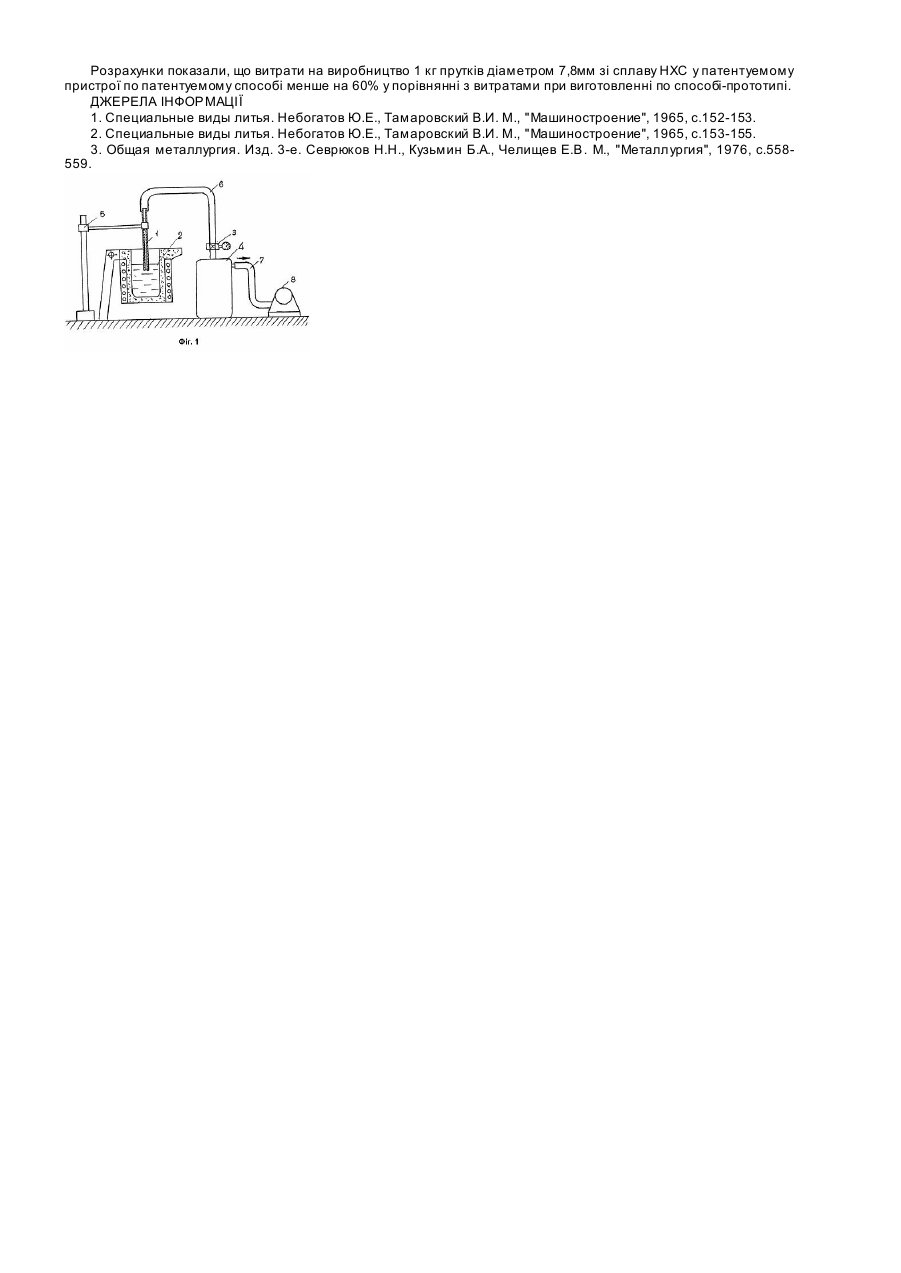
Устройство для литья вакуумным всасыванием тонкостенных отливок, включающее герметизированную камеру с жидким металлом, оснащенную клапанами для сообщений с атмосферой и источником вакуума, расположенную в камере форму с рассредоточенными по поверхности литниково-питающими каналами и средства для опускания и поднятия форм, отличающееся тем, что диаметр литниково-питающих каналов определяют по формулегде s - поверхностное...
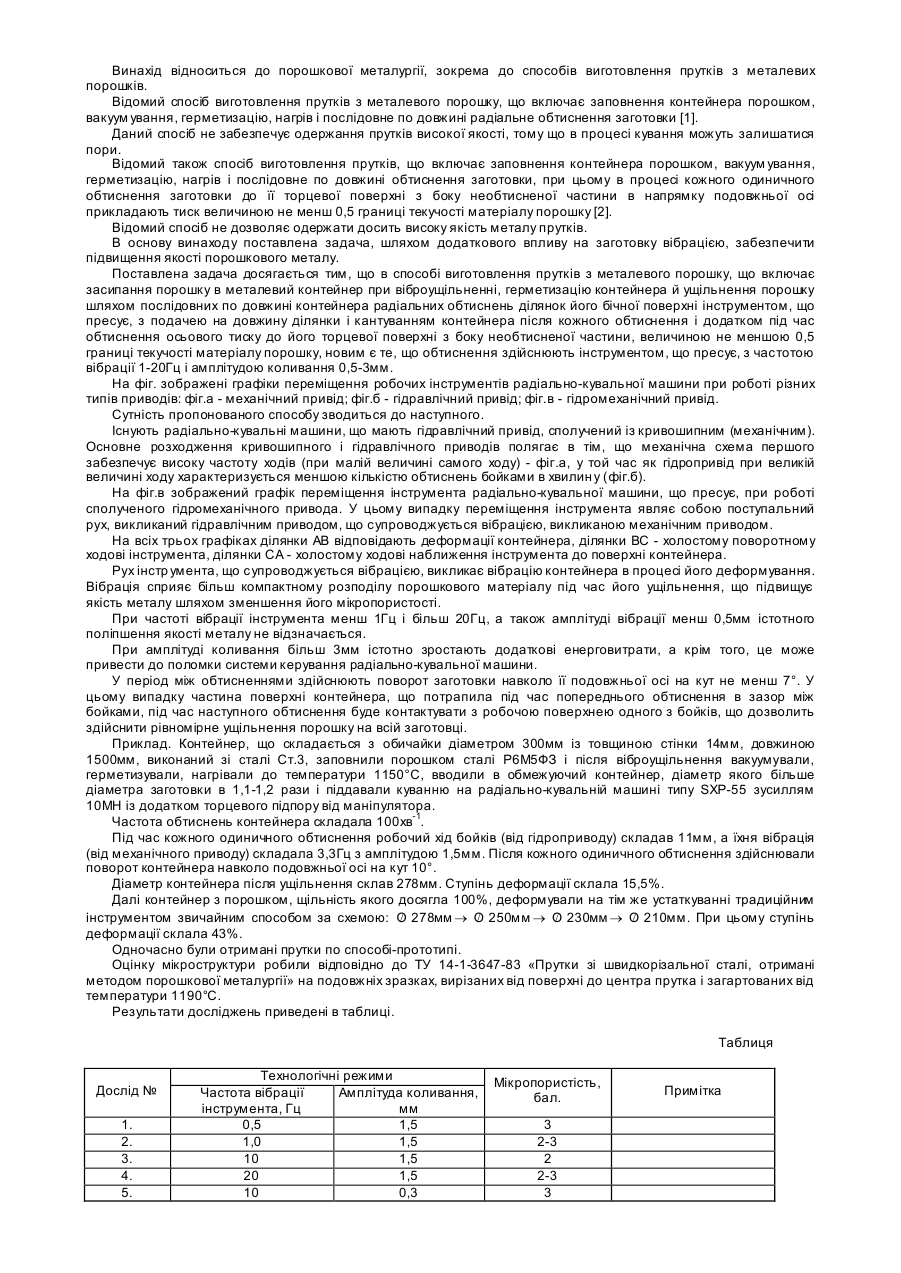
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64358
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B22F 3/20
Мітки: металевого, прутків, порошку, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки, з одночасним прикладанням тиску до її торців, який відрізняється тим, що первісне радіальне кування контейнера здійснюють зі ступенем деформації 30-35 % без зміни довжини заготовки.
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64447
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович
МПК: B22F 3/02
Мітки: спосіб, виготовлення, металевого, прутків, порошку
Формула / Реферат:
Спосіб виготовлення прутків з металевого порошку, що включає засипання порошку в металевий контейнер при віброущільненні, герметизацію контейнера й ущільнення порошку шляхом послідовних по довжині контейнера радіальних обтиснень ділянок його бічної поверхні інструментом, що пресує, з подачею на довжину ділянки і кантуванням контейнера після кожного обтиснення і додатком під час обтиснення осьового тиску до його торцевої поверхні з боку...
Спосіб одержання металевих порошків та пристрій для його здійснення
Номер патенту: 62897
Опубліковано: 15.12.2003
Автори: Колесніченко Ганна Олександрівна, Блохін Олександр Григорович, Грекова Марія Олександрівна
Мітки: одержання, спосіб, пристрій, здійснення, металевих, порошків
Формула / Реферат:
1. Спосіб одержання металевих порошків, що полягає у відцентровому розпиленні розплаву, що подається у розпилювач під напором, який відрізняється тим, що процес здіснюють за допомогою утворення безлічі механічних контактів електрода, що витрачається, з поверхнею обертання, причому електричний розряд, що виникає при замиканні, оплавляє контактуючі поверхні та викидає моментально охолоджений розплав під дією сили електричного імпульсу і...
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: бетонних, здійснення, виробів, пристрій, виготовлення, спосіб, форми, лиття
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Попередній патент: Спосіб термохімічної обробки свердловин
Наступний патент: Фіксатор для остеосинтезу переломів шийки стегнової кістки і спосіб його застосування
Випадковий патент: Спосіб ортотопічної пластики дефектів черепа та твердої мозкової оболонки