Спосіб радіального кування
Номер патенту: 67164
Опубліковано: 15.06.2004
Формула / Реферат
Спосіб радіального кування, що включає обтиснення заготовки двома парами бойків, при якому до заготовки прикладають радіально спрямовані зусилля, що обжимають, тангенціально спрямовані зусилля зсуву і зусилля скручування, подачі й кантування одночасно двома маніпуляторами, що утримують заготовку за її кінці, який відрізняється тим, що між обтисненнями до ділянки заготовки, розташованої між двома маніпуляторами, прикладають зусилля скручування, що забезпечує пластичну деформацію цієї ділянки крутінням.
Текст
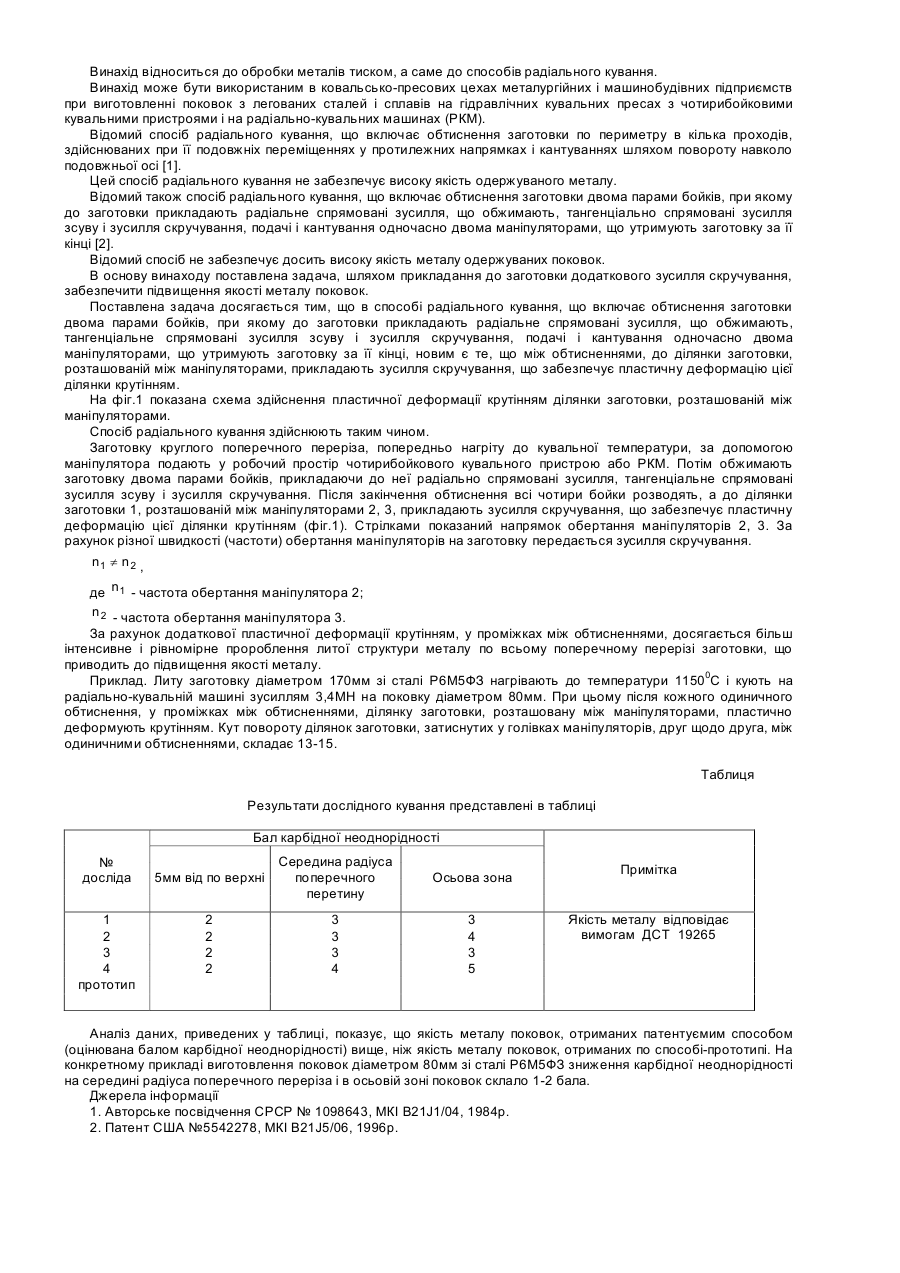
Винахід відноситься до обробки металів тиском, а саме до способів радіального кування. Винахід може бути використаним в ковальсько-пресових цехах металургійних і машинобудівних підприємств при виготовленні поковок з легованих сталей і сплавів на гідравлічних кувальних пресах з чотирибойковими кувальними пристроями і на радіально-кувальних машинах (РКМ). Відомий спосіб радіального кування, що включає обтиснення заготовки по периметру в кілька проходів, здійснюваних при її подовжніх переміщеннях у протилежних напрямках і кантуваннях шляхом повороту навколо подовжньої осі [1]. Цей спосіб радіального кування не забезпечує високу якість одержуваного металу. Відомий також спосіб радіального кування, що включає обтиснення заготовки двома парами бойків, при якому до заготовки прикладають радіальне спрямовані зусилля, що обжимають, тангенціально спрямовані зусилля зсуву і зусилля скручування, подачі і кантування одночасно двома маніпуляторами, що утримують заготовку за її кінці [2]. Відомий спосіб не забезпечує досить високу якість металу одержуваних поковок. В основу винаходу поставлена задача, шляхом прикладання до заготовки додаткового зусилля скручування, забезпечити підвищення якості металу поковок. Поставлена задача досягається тим, що в способі радіального кування, що включає обтиснення заготовки двома парами бойків, при якому до заготовки прикладають радіальне спрямовані зусилля, що обжимають, тангенціальне спрямовані зусилля зсуву і зусилля скручування, подачі і кантування одночасно двома маніпуляторами, що утримують заготовку за її кінці, новим є те, що між обтисненнями, до ділянки заготовки, розташованій між маніпуляторами, прикладають зусилля скручування, що забезпечує пластичну деформацію цієї ділянки крутінням. На фіг.1 показана схема здійснення пластичної деформації крутінням ділянки заготовки, розташованій між маніпуляторами. Спосіб радіального кування здійснюють таким чином. Заготовку круглого поперечного переріза, попередньо нагріту до кувальної температури, за допомогою маніпулятора подають у робочий простір чотирибойкового кувального пристрою або РКМ. Потім обжимають заготовку двома парами бойків, прикладаючи до неї радіально спрямовані зусилля, тангенціальне спрямовані зусилля зсуву і зусилля скручування. Після закінчення обтиснення всі чотири бойки розводять, а до ділянки заготовки 1, розташованій між маніпуляторами 2, 3, прикладають зусилля скручування, що забезпечує пластичну деформацію цієї ділянки крутінням (фіг.1). Стрілками показаний напрямок обертання маніпуляторів 2, 3. За рахунок різної швидкості (частоти) обертання маніпуляторів на заготовку передається зусилля скручування. n1 ¹ n 2 , де n 1 - частота обертання маніпулятора 2; n 2 - частота обертання маніпулятора 3. За рахунок додаткової пластичної деформації крутінням, у проміжках між обтисненнями, досягається більш інтенсивне і рівномірне пророблення литої структури металу по всьому поперечному перерізі заготовки, що приводить до підвищення якості металу. Приклад. Литу заготовку діаметром 170мм зі сталі Р6М5ФЗ нагрівають до температури 11500С і кують на радіально-кувальній машині зусиллям 3,4МН на поковку діаметром 80мм. При цьому після кожного одиничного обтиснення, у проміжках між обтисненнями, ділянку заготовки, розташовану між маніпуляторами, пластично деформують крутінням. Кут повороту ділянок заготовки, затиснутих у голівках маніпуляторів, друг щодо друга, між одиничними обтисненнями, складає 13-15. Таблиця Результати дослідного кування представлені в таблиці Бал карбідної неоднорідності № досліда 1 2 3 4 прототип 5мм від по верхні Середина радіуса поперечного перетину Осьова зона 2 2 2 2 3 3 3 4 3 4 3 5 Примітка Якість металу відповідає вимогам ДСТ 19265 Аналіз даних, приведених у таблиці, показує, що якість металу поковок, отриманих патентуємим способом (оцінювана балом карбідної неоднорідності) вище, ніж якість металу поковок, отриманих по способі-прототипі. На конкретному прикладі виготовлення поковок діаметром 80мм зі сталі Р6М5ФЗ зниження карбідної неоднорідності на середині радіуса поперечного переріза і в осьовій зоні поковок склало 1-2 бала. Джерела інформації 1. Авторське посвідчення СРСР № 1098643, МКІ В21J1/04, 1984p. 2. Патент США №5542278, МКІ В21J5/06, 1996p.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for radial forging
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych
Назва патенту російськоюСпособ радиальной ковки
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович
МПК / Мітки
МПК: B21J 5/06
Мітки: кування, радіального, спосіб
Код посилання
<a href="https://ua.patents.su/2-67164-sposib-radialnogo-kuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб радіального кування</a>
Спосіб радіального кування чотирма бойками
Номер патенту: 64485
Опубліковано: 16.02.2004
Автори: Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна
МПК: B21J 1/04
Мітки: бойками, кування, спосіб, чотирма, радіального
Формула / Реферат:
Спосіб радіального кування чотирма бойками, при якому заготовку формують за кілька переходів за схемою коло-квадрат-коло, що включає подавання та кантування, який відрізняється тим, що при формуванні квадратного перерізу кування виконують з обтисненнями 0,25-0,35 від перерізу заготовки та кантовками на кут 45°, а на кожному наступному проході здійснюють обтиснення по ребрах заготовки, отриманої на попередньому проході.
Спосіб радіального кування
Номер патенту: 66566
Опубліковано: 17.05.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: радіального, кування, спосіб
Формула / Реферат:
Спосіб радіального кування, що полягає в обтисненні циліндричної заготовки в двох взаємно перпендикулярних площинах двома парами бойків з обертанням її навколо осі і періодичною подачею в напрямку подовжньої осі, що відрізняється тим, що створюють режим, при якому частота обтиснень заготовки в одній площині перевищує частоту обтиснень в іншій площині в 1,2-3,0 рази.
Спосіб радіального кування заготовок
Номер патенту: 64451
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: заготовок, радіального, спосіб, кування
Формула / Реферат:
Спосіб радіального кування заготовок, що включає деформування заготовки проходами в бойках із заходними конічними і циліндричними ділянками, що калібрують, шляхом подачі і кантування заготовки після кожного одиничного обтиснення зі збільшенням ступеня деформації після кожного одиничного обтиснення щодо попереднього ступеня деформації на 0,001-20,000% і зміною напрямку подачі після кожного проходу, який відрізняється тим, що ступінь деформації...
Спосіб радіального кування заготовок

Номер патенту: 48529
Опубліковано: 15.08.2002
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Лазоркіна Дар'я Вікторівна, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: спосіб, кування, заготовок, радіального
Формула / Реферат:
Спосіб радіального кування заготовок, який включає деформування заготовки проходами в бойках з західними похилими або конічними та калібруючими плоскими або циліндричними ділянками, шляхом подавання заготовки після кожного разового обтиснення та кантування зі зміною напрямку подавання після кожного проходу, який відрізняється тим, що після кожного разового обтиснення збільшують ступінь деформування заготовки відносно попереднього ступеня...
Спосіб радіального кування коротких злитків
Номер патенту: 38090
Опубліковано: 15.05.2001
Автори: Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: радіального, злитків, коротких, кування, спосіб
Текст:
...кількість проходів. Після того, як розрахували кількість проходів до перехоплення другим маніпулятором, визначають обтиснення за прохід Dd'=(0,8…1,0)Ddmax, при куванні в двох маніпуляторах з максимальним подаванням заготовки. В цьому разі забезпечується і, мінімальна кількість рабочих та холостих проходів (фіг.1), зменшується кількість переналаджувань та досягається висока продуктивність процесу порівняно з відомим способом кування коротких...
Попередній патент: Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині
Наступний патент: Полірувальний засіб “парагель-полір” для оголеного кореня зуба
Випадковий патент: Вентиляційна пробка для електричного акумулятора