Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині
Номер патенту: 67163
Опубліковано: 15.06.2004
Завантажити PDF файл.
Формула / Реферат
Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині, що включає обтиснення в бойках, що мають заходи й калібрувальні ділянки, і подачу заготовки, який відрізняється тим, що при кожному одиничному обтисненні по черзі, по гвинтовій лінії, при проходженні через калібрувальні ділянки бойків формують пару протилежно розташованих граней прутка, одержуючи за прохід багатогранний поперечний переріз по всій його довжині, при цьому витримують співвідношення:
![]()
де:
![]() - число обтиснень заготовки при проходженні її через калібрувальні ділянки бойків;
- число обтиснень заготовки при проходженні її через калібрувальні ділянки бойків;
![]() - число граней прутка,
- число граней прутка,
а подачу заготовки після кожного одиничного обтиснення здійснюють на величину:
![]()
де:
![]() - довжина калібрувальної ділянки бойка.
- довжина калібрувальної ділянки бойка.
Текст
Винахід відноситься до способів одержання прутків багатогранного поперечного перерізу методом кування на двохбойкових ротаційно-обтискних машинах (РОМ), у яких інструмент (бойки) здійснює не тільки радіальні переміщення, але й обертається навколо оброблюваної заготовки. Відомий спосіб одержання поковок прямокутного перетину на радіально-кувальних машинах (РКМ), що включає обтиснення і подачі заготовки, а також її кантування після кожного проходу [1]. Однак даний спосіб не дозволяє одержувати поковки квадратного, прямокутного і будь-якого іншого багатогранного поперечного перерізу на ротаційно-обтискних машинах з обертовим в процесі роботи інструментом навколо оброблюваної заготовки. Відомий також спосіб одержання прутків прямокутного перетину на ротаційно-обтискних машинах, що включає обтиснення і подачі заготовки [2]. Відомий спосіб може бути здійснений при куванні заготовок на тих моделях ротаційно-обтискних машин, у яких бойки в процесі роботи можуть робити тільки радіальні переміщення, без обертання навколо оброблюваної заготовки. Тому, даний спосіб неможливо застосувати при виготовленні прутків багатогранного поперечного перерізу на двобойкових ротаційно-обтискних машинах з обертовим навколо оброблюваної заготовки інструментом. В основу винаходу поставлена задача, шляхом зміни схеми і режимів кування, забезпечити можливість одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині з обертовим інструментом. Поставлена задача забезпечується тим, що в способі одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині, що включає обтиснення в бойках, що мають заходні і ділянки, що калібрують, і подачі заготовки, новим є те, що при кожному одиничному обтисненні по черзі, по гвинтовій лінії, при проходженні через ділянки бойків, що калібрують, формують пару протилежно розташованих граней прутка, одержуючи за прохід багатогранний поперечний переріз по всій його довжині, при цьому витримують співвідношення: N ³ 0,5n, де: N - число обтиснень заготовки при проходженні її через ділянки бойків, що калібрують; n - число граней прутка, а подачу заготовки після кожного одиничного обтиснення здійснюють на величину: l S = (10... 2,0) k , n , де: lk - довжина ділянки бойка, що калібрує. Патентуємий спосіб здійснюють таким чином. Заготовку кругло го поперечного перерізу подають у бойки двобойкової РОМ без кантувань. Бойки РОМ мають заходні (похилі) ділянки і ділянки, що калібрують, довжиною lk . У процесі кожного одиничного обтиснення заготовки по черзі, по гвинтовій лінії, формують нову пару протилежно розташованих граней заготовки, одержуючи за прохід багатогранний поперечний переріз по всій її довжині. Це досягається тим, що в процесі проходження заготовки через ділянки бойків, що калібрують, витримують співвідношення: N ³ 0,5n, де: N - число обтиснень заготовки при проходженні її через ділянки бойків, що калібрують; n - число граней прутка. Подачу заготовки після кожного одиничного обтиснення здійснюють на величину: l S = (10... 2,0) k , n lk - довжина ділянки бойка, що калібрує. де: При N3. Після кування одержали пруток шестигранного поперечного перерізу. Патентуємий спосіб забезпечує одержання прутків багатогранного поперечного перерізу, на двобойковій РОМ, що не можливо зробити відомими способами кування. Джерела інформації 1. Ковтанюк Ю.П., Поспелов И.А., Лазоркин В.А. Освоение технологии радиальной ковки полосы из стали ДИ 32 // Кузнечно-штамповочное производство. 1986. №12. с.2-3. 2. М.В. Сторожев, П.И. Середин, С.Б. Кирсанова. Технология ковки и горячей штамповки цветных металлов и сплавов. Изд-во «Высшая школа», М. 1967,с.243-247.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of rods of many-sided cross section on double-faced rotary swaging machine
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych
Назва патенту російськоюСпособ получения прутков многогранного поперечного сечения на двубойковой ротационно-обжимной машине
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович
МПК / Мітки
МПК: B21J 1/04
Мітки: ротаційно-обтискній, перерізу, двобойковій, машини, багатогранного, спосіб, одержання, прутків, поперечного
Код посилання
<a href="https://ua.patents.su/1-67163-sposib-oderzhannya-prutkiv-bagatogrannogo-poperechnogo-pererizu-na-dvobojjkovijj-rotacijjno-obtisknijj-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині</a>
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Номер патенту: 64357
Опубліковано: 16.02.2004
Автори: Сєдов Анатолій Олександрович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: радіально-кувальній, спосіб, заготовок, машини, чотирибойковий, кування
Формула / Реферат:
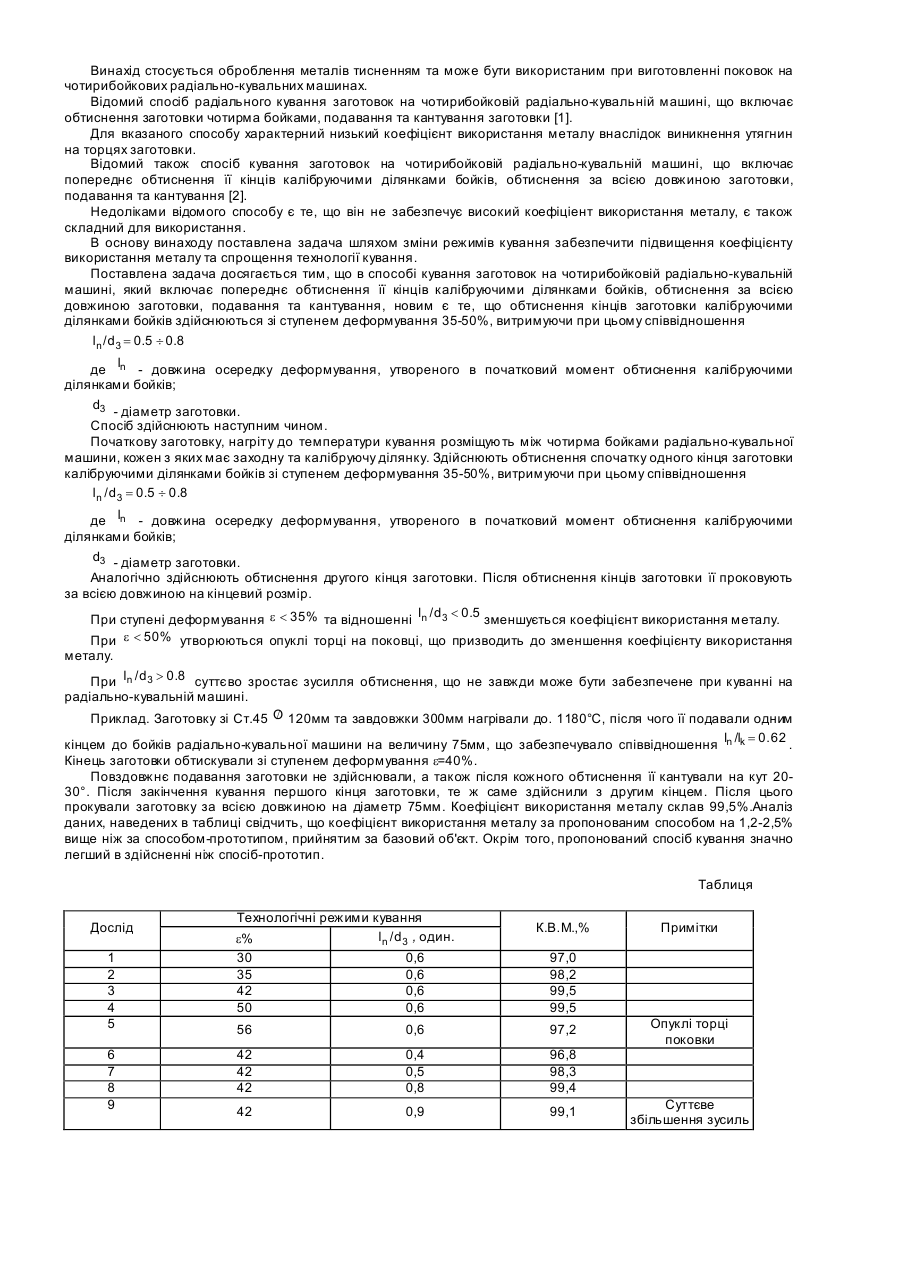
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині, що включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування, який відрізняється тим, що обтиснення кінців заготовки калібруючими ділянками бойків здійснюють зі ступенем деформування 35-50%, витримуючи при цьому співвідношенняln/d3= 0,5
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Учитель Лев Михайлович, Пікус Марк Ісерович, Несвіт Володимир Васильович, Бродський Сергій Сергійович, Підберезний Микола Петрович, Єрмоленко Ганна Володимирівна
МПК: B22D 11/00
Мітки: одночасного, типу, заготовок, спосіб, лиття, безперервного, багатоструминних, машинах, різного, криволінійного, прямокутних, поперечного, квадратних, перерізу
Формула / Реферат:
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у...
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64447
Опубліковано: 16.02.2004
Автори: Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Терновий Юрій Федорович
МПК: B22F 3/02
Мітки: спосіб, металевого, порошку, виготовлення, прутків
Формула / Реферат:
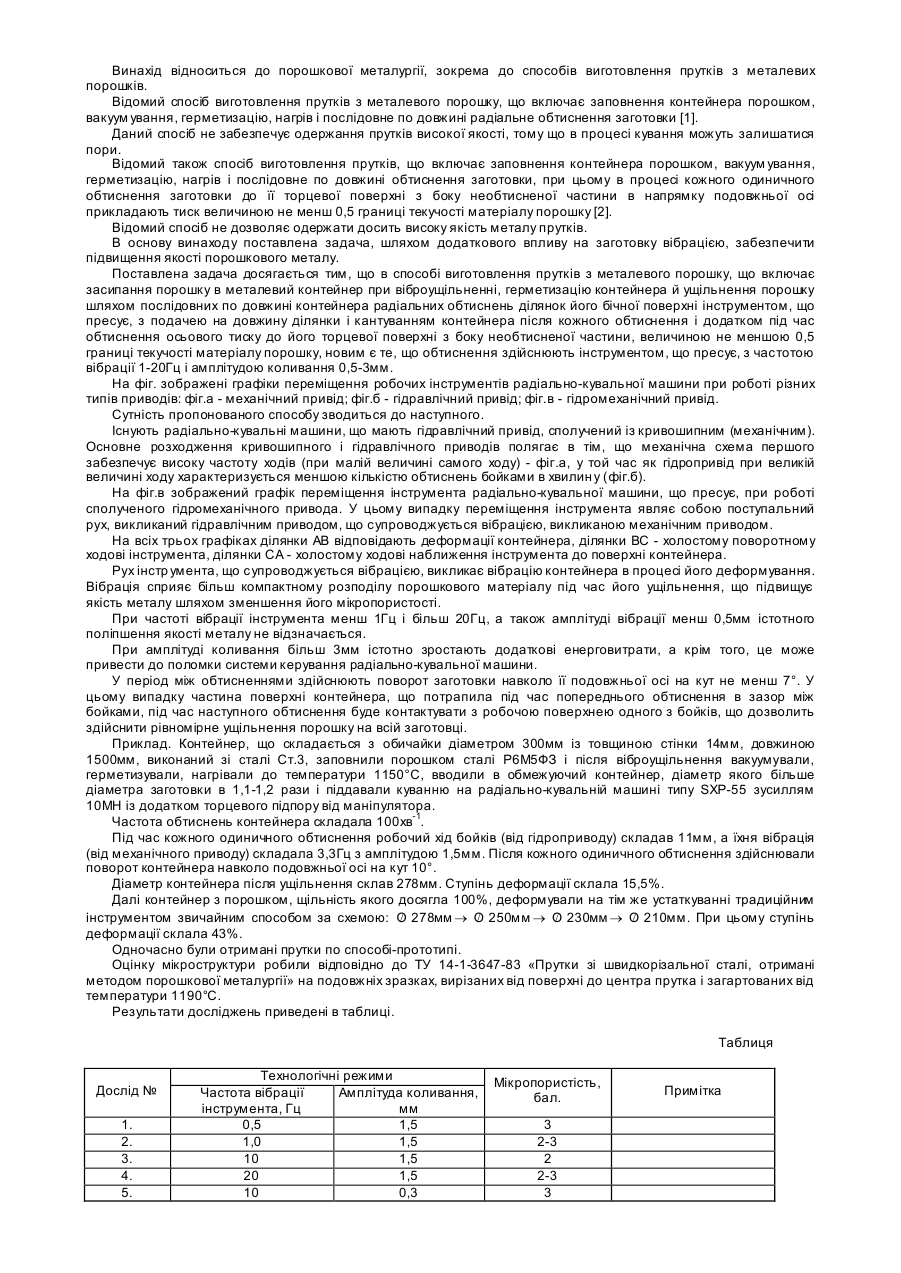
Спосіб виготовлення прутків з металевого порошку, що включає засипання порошку в металевий контейнер при віброущільненні, герметизацію контейнера й ущільнення порошку шляхом послідовних по довжині контейнера радіальних обтиснень ділянок його бічної поверхні інструментом, що пресує, з подачею на довжину ділянки і кантуванням контейнера після кожного обтиснення і додатком під час обтиснення осьового тиску до його торцевої поверхні з боку...
Спосіб безперервного розливу заготівок прямокутного поперечного перерізу
Номер патенту: 4927
Опубліковано: 28.12.1994
Автори: Ніколаїв Геннадій Андрійович, Богаченко Олексій Георгієвич, Юшко Ігор Олегович, Носоченко Олег Васильович, Плискановський Олександр Станіславович, Ємельянов Володимир Володимирович, Ісаєв Олег Борисович, Ленський Валерій Георгійович, Ревтов Микола Іванович
МПК: B22D 11/00
Мітки: поперечного, розливу, перерізу, прямокутного, заготівок, спосіб, безперервного
Формула / Реферат:
Способ непрерывного литья заготовок прямоугольного поперечного сечения, включающий подачу металла в кристаллизатор, вытягивание из него заготовки и подачу в него холодильников в виде ленты со скоростью, определяемой в зависимости от скорости разливки, отличающийся тем, что, с целью повышения качества металла, в качестве холодильника используют стальную ленту с Тл £ Тс - 5, а скорость ее ввода в кристаллизатор определяют по...
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64358
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B22F 3/20
Мітки: металевого, прутків, порошку, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки, з одночасним прикладанням тиску до її торців, який відрізняється тим, що первісне радіальне кування контейнера здійснюють зі ступенем деформації 30-35 % без зміни довжини заготовки.
Попередній патент: Спосіб одержання препарату лейкоцитів для лікування невиношуваності вагітності
Наступний патент: Спосіб радіального кування
Випадковий патент: Голка для проведення акупунктури