Спосіб виготовлення головки самонаведення
Номер патенту: 67705
Опубліковано: 15.06.2004
Автори: Матюхін Олександр Андрійович, Немчин Олександр Федорович, Шкарлет Микола Іванович, Кузнєцов Олександр Львович, Мокеєв Юрій Геннадійович, Яковлев Віталій Васильович
Формула / Реферат
1. Спосіб виготовлення головки самонаведення, що включає виготовлення корпусних деталей і вузлів, основи, координатора, електронного блока, механізму розгону координатора, монтажних планок, монтаж головки самонаведення, настроювання та стендові випробування, який відрізняється тим, що при виготовленні корпусних деталей та вузлів основу головки самонаведення виготовляють способом «лиття під тиском» з наступним штучним старінням і захистом від корозії, патрубок виготовляють з високоміцного титанового сплаву з наступною термічною обробкою, при складанні головки самонаведення координатор установлюють на підставку, що фіксує його положення на монтажному столі, за допомогою планок з'єднують координатор з електронним блоком, а під час стендових випробувань перевіряють на стійкість до синусоїдальної вібрації при частоті 20 - 30 Гц з амплітудою віброприскорення 16-24 м/с2 протягом 10-12 хвилин.
2. Спосіб за п. 1, який відрізняється тим, що для штучного старіння деталь поміщають у піч і витримують при температурі 165-175°С протягом 8-10 годин з наступним охолодженням на повітрі.
3. Спосіб за п. 1, який відрізняється тим, що для захисту від корозії використовують просочування лаком.
4. Спосіб за п. 1, який відрізняється тим, що термічну обробку патрубка проводять у три стадії - спочатку відпалюють в термопечі при температурі 740-760°С з наступним охолодженням разом з піччю, потім здійснюють стабілізуючий відпуск при температурі 540-560°С протягом 110-130 хвилин, а третьою стадією є три цикли обробки в камері тепла і холоду при температурі мінус 50-60°С протягом 85 - 105 хвилин і при температурі плюс 80-100°С протягом 170-190 хвилин.
Текст
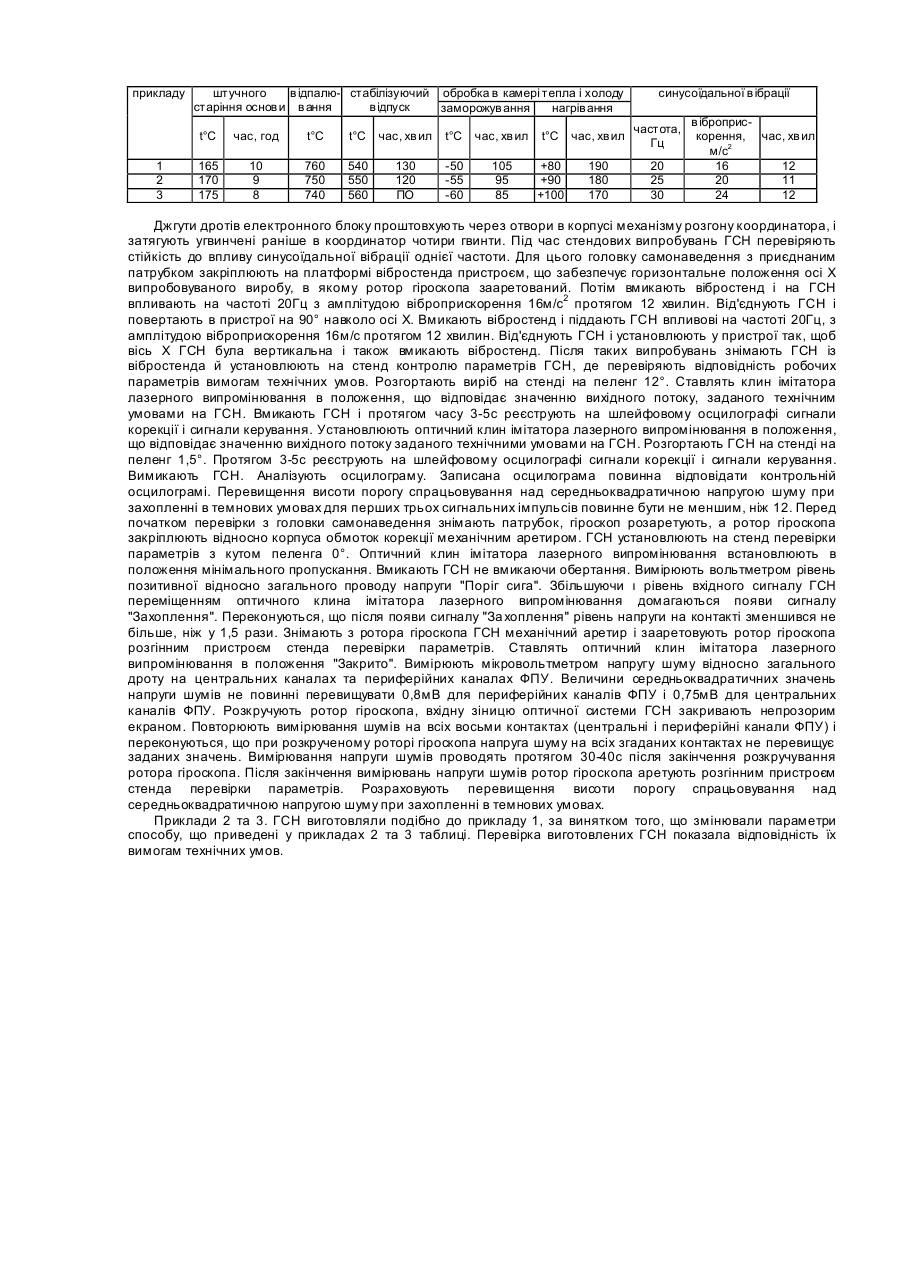
Винахід належить до систем наведення і може бути використаний у виробництві оптико-електронних приладів самонаведення. Самонаведення літальних апаратів чи ракет (ЛА) здійснюють чотирма методами: пасивним, активним, напівактивним і квазиактивним. Для кожного з названих методів головка самонаведення, що містить оптикоелектронний прилад самонаведення є найважливішою частиною системи керування самонаведенням літального апарата чи ракети, що вирішує завдання його наведення на ціль. Відомий спосіб виготовлення головки самонаведення, який включає монтування на основі головки самонаведення параболічного дзеркала, плоского контррефлектора, приймача випромінювання, растра аналізатора зображення, електромеханічного блока (Л.П. Лазарев. Инфракрасные и световые приборы самонаведения и наведения летательных аппаратов. -М. "Машиностроение", 1976г. стр.240). Недоліками цього способу є монтування параболічного дзеркала та плоского контррефлектора, які вимагають додаткового юстирування досить трудомісткої операції. За прототип вибрано за найбільшим числом спільних суттєвих ознак спосіб виготовлення головки самонаведення за ТУ-Ю. 44. 81. 195-89. Спосіб включає такі операції: виготовлення корпусних деталей і вузлів, складання головки самонаведення (ГСН), настроювання ГСН, стендові випробування ГСН. Причинами, що перешкоджають одержанню потрібного технічного результату, надмірна трудомісткість способу-прототипу. В основу винаходу поставлено задачу у способі виготовлення головки самонаведення шляхом зміни параметрів та введення нових операцій забезпечити зниження трудомісткості при збереженні високих експлуатаційних показників ГСН. Поставлена задача вирішується тим, що у способі виготовлення головки самонаведення, що включає виготовлення корпусних деталей і вузлів, основи, координатора, електронного блока, механізму розгону координатора, монтажних планок, монтаж головки самонаведення, настроювання та стендові випробування, згідно з винаходом, при виготовленні корпусних деталей та вузлів основу головки самонаведення виготовляють способом «лиття під тиском» з наступним штучним старінням і захистом від корозії, патрубок виготовляють з високоміцного титанового сплаву з наступною термічною обробкою, при складанні головки самонаведення координатор установлюють на підставку, що фіксує його положення на монтажному столі, за допомогою планок з'єднують координатор з електронним блоком, а під час стендових випробувань перевіряють на стійкість до синусоїдальної вібрації при частоті 20-30Гц з амплітудою віброприскорення (1624)м/с2 протягом 10-12 хвилин. Згідно з винаходом, для штучного старіння деталь поміщають у піч і витримують при температурі 165175°С протягом 8-10 годин з наступним охолодженням на повітрі. Згідно з винаходом, для захисту від корозії використовують просочування лаком. Згідно з винаходом, термічну обробку патрубка проводять у три стадії, спочатку відпалювання в термопечі при температурі 740-760°С з наступним охолодженням разом з піччю, потім стабілізуючий відпуск при температурі 540-560°С протягом 110-130 хвилин, третьою стадією є три цикли обробки в камері тепла і холоду при температурі мінус 50-60°С протягом 85-105 хвилин і при температурі плюс 80-100°С протягом 170-190 хвилин. Далі спосіб, що заявляється підтверджується такими прикладами конкретної реалізації. Приклад 1. Виготовлену способом «лиття під тиском» виливок основи ГСН піддають процесу штучного старіння. Для цього виливок поміщають у піч і витримують при температурі 165°С протягом 10 годин з наступним охолодженням на повітрі до температури навколишнього середовища. Для забезпечення додаткової антикорозійної стійкості і герметичності деталь просочують лаком. З метою оцінки стійкості деталі до статичного навантаження деталь навантажують уздовж подовжньої осі зусиллям у 2000±50кг, залишкова деформація при даному навантаженні не перевищила 0,1мм. Патрубок, що забезпечує точне положення оптичних елементів оптичної системи головки самонаведення співвісно з оптичними елементами оптичної системи гіроскопа, а також захист елементів конструкції і вузлів ГСН (координатор) від впливу руйнівних факторів навколишнього середовища в процесі експлуатації і збереження ГСН, виготовляють з високоміцного сплаву (титан ВТ6). Для забезпечення стабільності розмірів деталі у процесі експлуатації і збереження заготівки для виготовлення деталі піддають відпалові в термопечі при температурі 760°С з наступним охолодженням разом з піччю. Потім у термопечі здійснюють стабілізуючий відпуск при температурі 540°С протягом 130 хвилин і наступне охолодження разом з піччю. Далі виконують 3 цикли термічної обробки в камері тепла і холоду при температурі мінус 50°С протягом 105 хвилин, а потім при температурі плюс 80°С витримують 190 хвилин. Для забезпечення точного положення елементів оптичної системи відносно подовжньої осі деталі, виконують наступні операції. Заготівку патрубка закріплюють в установлювальний пристрій металообробного верстата й обробляють базові розміри поверхонь. Потім деталь виймають з установлювального пристрою верстата, розвертають на 180° і закріплюють в установлювальний пристрій верстата використовуючи оброблені поверхні як базові. При цьому обробкою забезпечується вимога стосовно припустимого радіального биття стосовно, поверхонь, що не перевищує 0,05мм. Складання ГСН проводять в наступному порядку. Координатор установлюють на підставку, що фіксує її положення на монтажному столі. Потім виконують проміжні операції по установці планок, що виконують функцію проміжного з'єднання між координатором і електронним блоком ГСН, для чого угвинчують чотири гвинти. Далі електронний блок ГСН стикують з координатором. Таблиця № Параметри Термічна обробка патрубка Перев ірка стійкості до прикладу штучного в ідпалю- стабілізуючий обробка в камері тепла і холоду старіння основ и в ання в ідпуск заморожув ання нагрів ання синусоїдальної в ібрації t°C 1 2 3 час, год t°C t°C час, хв ил t°C час, хв ил t°C час, хв ил частота, Гц 165 170 175 10 9 8 760 750 740 540 550 560 130 120 ПО -50 -55 -60 105 95 85 +80 +90 +100 190 180 170 20 25 30 в іброприскорення, час, хв ил м/с2 16 12 20 11 24 12 Джгути дротів електронного блоку проштовхують через отвори в корпусі механізму розгону координатора, і затягують угвинчені раніше в координатор чотири гвинти. Під час стендових випробувань ГСН перевіряють стійкість до впливу синусоїдальної вібрації однієї частоти. Для цього головку самонаведення з приєднаним патрубком закріплюють на платформі вібростенда пристроєм, що забезпечує горизонтальне положення осі X випробовуваного виробу, в якому ротор гіроскопа зааретований. Потім вмикають вібростенд і на ГСН впливають на частоті 20Гц з амплітудою віброприскорення 16м/с2 протягом 12 хвилин. Від'єднують ГСН і повертають в пристрої на 90° навколо осі X. Вмикають вібростенд і піддають ГСН впливові на частоті 20Гц, з амплітудою віброприскорення 16м/с протягом 12 хвилин. Від'єднують ГСН і установлюють у пристрої так, щоб вісь X ГСН була вертикальна і також вмикають вібростенд. Після таких випробувань знімають ГСН із вібростенда й установлюють на стенд контролю параметрів ГСН, де перевіряють відповідність робочих параметрів вимогам технічних умов. Розгортають виріб на стенді на пеленг 12°. Ставлять клин імітатора лазерного випромінювання в положення, що відповідає значенню вихідного потоку, заданого технічним умовами на ГСН. Вмикають ГСН і протягом часу 3-5с реєструють на шлейфовому осцилографі сигнали корекції і сигнали керування. Установлюють оптичний клин імітатора лазерного випромінювання в положення, що відповідає значенню вихідного потоку заданого технічними умовами на ГСН. Розгортають ГСН на стенді на пеленг 1,5°. Протягом 3-5с реєструють на шлейфовому осцилографі сигнали корекції і сигнали керування. Вимикають ГСН. Аналізують осцилограму. Записана осцилограма повинна відповідати контрольній осцилограмі. Перевищення висоти порогу спрацьовування над середньоквадратичною напругою шуму при захопленні в темнових умовах для перших трьох сигнальних імпульсів повинне бути не меншим, ніж 12. Перед початком перевірки з головки самонаведення знімають патрубок, гіроскоп розаретують, а ротор гіроскопа закріплюють відносно корпуса обмоток корекції механічним аретиром. ГСН установлюють на стенд перевірки параметрів з кутом пеленга 0°. Оптичний клин імітатора лазерного випромінювання встановлюють в положення мінімального пропускання. Вмикають ГСН не вмикаючи обертання. Вимірюють вольтметром рівень позитивної відносно загального проводу напруги "Поріг сига". Збільшуючи ι рівень вхідного сигналу ГСН переміщенням оптичного клина імітатора лазерного випромінювання домагаються появи сигналу "Захоплення". Переконуються, що після появи сигналу "За хоплення" рівень напруги на контакті зменшився не більше, ніж у 1,5 рази. Знімають з ротора гіроскопа ГСН механічний аретир і зааретовують ротор гіроскопа розгінним пристроєм стенда перевірки параметрів. Ставлять оптичний клин імітатора лазерного випромінювання в положення "Закрито". Вимірюють мікровольтметром напругу шуму відносно загального дроту на центральних каналах та периферійних каналах ФПУ. Величини середньоквадратичних значень напруги шумів не повинні перевищувати 0,8мВ для периферійних каналів ФПУ і 0,75мВ для центральних каналів ФПУ. Розкручують ротор гіроскопа, вхідну зіницю оптичної системи ГСН закривають непрозорим екраном. Повторюють вимірювання шумів на всіх восьми контактах (центральні і периферійні канали ФПУ) і переконуються, що при розкрученому роторі гіроскопа напруга шуму на всіх згаданих контактах не перевищує заданих значень. Вимірювання напруги шумів проводять протягом 30-40с після закінчення розкручування ротора гіроскопа. Після закінчення вимірювань напруги шумів ротор гіроскопа аретують розгінним пристроєм стенда перевірки параметрів. Розраховують перевищення висоти порогу спрацьовування над середньоквадратичною напругою шуму при захопленні в темнових умовах. Приклади 2 та 3. ГСН виготовляли подібно до прикладу 1, за винятком того, що змінювали параметри способу, що приведені у прикладах 2 та 3 таблиці. Перевірка виготовлених ГСН показала відповідність їх вимогам технічних умов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making a self-directing head
Автори англійськоюКuznеtsоv Оlекsаndr Lvovych, Matuhin A A, Mokeiev Yurii Hennadiiovych, Nemchyn Oleksandr Fedorovych, Shкаrlеt Mykola Ivanovych, Yakovlev Vitalii Vasyliovych
Назва патенту російськоюСпособ изготовления головки самонаведения
Автори російськоюКузнецов Александр Львович, МАТЮХИН АЛЕКСАНДР АНДРЕЕВИЧ, Мокеев Юрий Геннадьевич, Немчин Александр Федорович, Шкарлет Николай Иванович, Яковлев Виталий Васильевич
МПК / Мітки
МПК: F41G 7/00
Мітки: головки, самонаведення, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/2-67705-sposib-vigotovlennya-golovki-samonavedennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення головки самонаведення</a>
Спосіб виготовлення тонкоплівкового магнітопровода магнітної головки (його варіанти)

Номер патенту: 2047
Опубліковано: 20.12.1994
Автор: Галанський Владислав Михайлович
МПК: G11B 5/31, G11B 5/127
Мітки: магнітної, його, головки, варіанти, тонкоплівкового, спосіб, магнітопровода, виготовлення
Формула / Реферат:
1. Способ изготовления тонкопленочного магнитопровода магнитной головки, заключающийся в формировании тонкопленочных элементов магнитопровода с рабочим зазором путем вакуумного напыления или химического осаждения на подложку, отличающийся тем, что, с целью улучшения магнитных параметров магнитопровода за счет уменьшения влияния различных коэффициентов расширения при напылении или осаждении, формирование тонкопленочных элементов...
Спосіб виготовлення магнітної головки
Номер патенту: 7447
Опубліковано: 29.09.1995
Автори: Середін Микола Михайлович, Бессчастній Анатолій Іпатович, Лутов Віталій Олексійович, Ярославов Володимир Вікторович
МПК: G11B 5/29, G11B 5/127
Мітки: виготовлення, головки, спосіб, магнітної
Формула / Реферат:
Способ изготовления магнитной головки, при котором формируют полусердечники П-образной формы из набора пластин, размещают на них обмотки с выводами, крепят в собранном виде в корпусе, а также формируют заготовки полюсных наконечников с трапецеидальной формой сечения, обрабатывают стыковочные поверхности, содержащие меньшую сторону трапеции, наносят на них немагнитный слой рабочего зазора и скрепляют две заготовки полюсных наконечников по...
Спосіб з’єднання стальної головки з полімерно-композиційним тілом глибинонасосної штанги
Номер патенту: 35751
Опубліковано: 16.04.2001
Автори: Копей Володимир Богданович, Копей Богдан Володимирович, Копей Ігор Богданович
МПК: F16B 11/00, E21B 17/00
Мітки: глибинонасосної, головки, штанги, стальної, з'єднання, полімерно-композиційним, тілом, спосіб
Формула / Реферат:
Спосіб з'єднання стальної головки з полімерно-композиційним тілом глибинонасосної штанги, який полягає у фіксуванні за допомогою клею кінця полімерно-композиційного тіла штанги в циліндричному гнізді стальної головки, який відрізняється тим, що на кінці полімерно-композиційного тіла і на внутрішній циліндричній поверхні стальної головки виконують асиметричну трикутну різьбу з великим кроком таким чином, щоб профільна сторона різьби зі...
Ножовий блок головки кутера
Номер патенту: 969
Опубліковано: 16.07.2001
Автори: Дуда Алєксандр Ніколаєвіч, Дуда Валєрій Ніколаєвіч
МПК: B02C 18/18
Мітки: головки, кутера, блок, ножовий
Формула / Реферат:
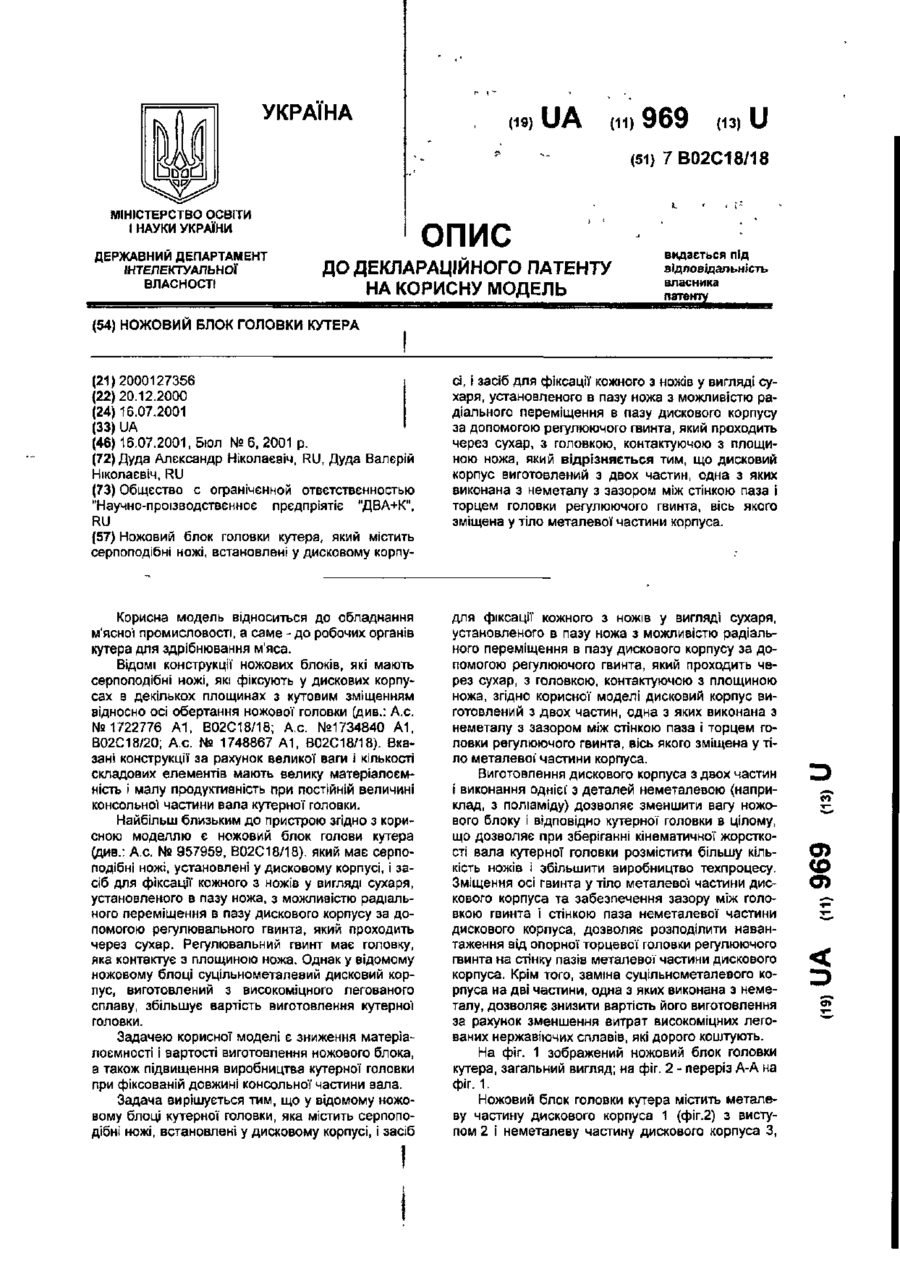
Ножовий блок головки кутера, який містить серпоподібні ножі, встановлені у дисковому корпусі, і засіб для фіксації кожного з ножів у вигляді сухаря, установленого в пазу ножа з можливістю радіального переміщення в пазу дискового корпусу за допомогою регулюючого гвинта , який проходить через сухар, з головкою, контактуючою з площиною ножа, який відрізняється тим, що дисковий корпус виготовлений з двох частин, одна з яких виконана з неметалу з...
Спосіб хірургічного лікування відриву головки нижньої щелепи
Номер патенту: 25696
Опубліковано: 30.10.1998
Автор: Перекрест Владислав Васильович
МПК: A61B 17/56
Мітки: спосіб, нижньої, відриву, щелепи, лікування, хірургічного, головки
Формула / Реферат:
Способ хирургического лечения отрыва головки нижней челюсти путем реплантации и остеосинтеза с использованием дистальной остеотомии ветви, отличающийся тем, что проводят остеотомию с формированием ступенеобразного выступа, расщепленного по плоскости.
Попередній патент: Спосіб діагностики діабетичної ретинопатії
Наступний патент: Обчісувальний пристрій жниварки
Випадковий патент: Автотрансформатор або трансформатор