Спосіб виготовлення магнітної головки
Номер патенту: 7447
Опубліковано: 29.09.1995
Автори: Бессчастній Анатолій Іпатович, Ярославов Володимир Вікторович, Лутов Віталій Олексійович, Середін Микола Михайлович
Формула / Реферат
Способ изготовления магнитной головки, при котором формируют полусердечники П-образной формы из набора пластин, размещают на них обмотки с выводами, крепят в собранном виде в корпусе, а также формируют заготовки полюсных наконечников с трапецеидальной формой сечения, обрабатывают стыковочные поверхности, содержащие меньшую сторону трапеции, наносят на них немагнитный слой рабочего зазора и скрепляют две заготовки полюсных наконечников по указанным поверхностям, нарезают межканальные пазы, собирают и устанавливают межканальные экраны и производят финишную обработку рабочей поверхности до вскрытия рабочих зазоров, отличающийся тем, что, с целью повышения качества и процента выхода годных изделий путем упрощения техпроцесса, формирование заготовок полюсных наконечников выполняют из сеидаста с окном прямоугольной формы, расположенным с меньшей стороны трапеции, при обработке торцовые стыковочные поверхности полюсных наконечников сошлифовывают наполовину, образовавшиеся полости заполняют при сборке скрепляющим немагнитным материалом, а сборку осуществляют одновременно двух магнитных головок, для чего изготавливают корпус из трех отдельных частей из магнитно-мягкого материала, крайние частя корпуса в сборе с полусердечникамя обрабатывают по плоскости, перпендикулярной рабочему зазору, с шероховатостью поверхнсти не более 0,1 мкм при неплоскостности не более 1 мкм, в среднюю часть корпуса устанавливают сборку со сдвоенными полюсными наконечниками, закрепляют их эквидистантно полусердечиикам в крайних частях корпуса, затем обрабатывают обе прястыковочные плоскости с упомянутыми шероховатостью поверхности и неплоскостностью, сопрягают крайние части корпуса со средней и сваривают лазерной сваркой глубиной не более 0,5-0,7 мкм толщины оболочки корпуса, далее абразивным диском перерезают среднюю часть корпуса совместно с сеидастовыми полюсными наконечниками, при этом ширина окна полюсных наконечников превышает величину тепловой деструкции сеидаста в зоне резки.
Текст
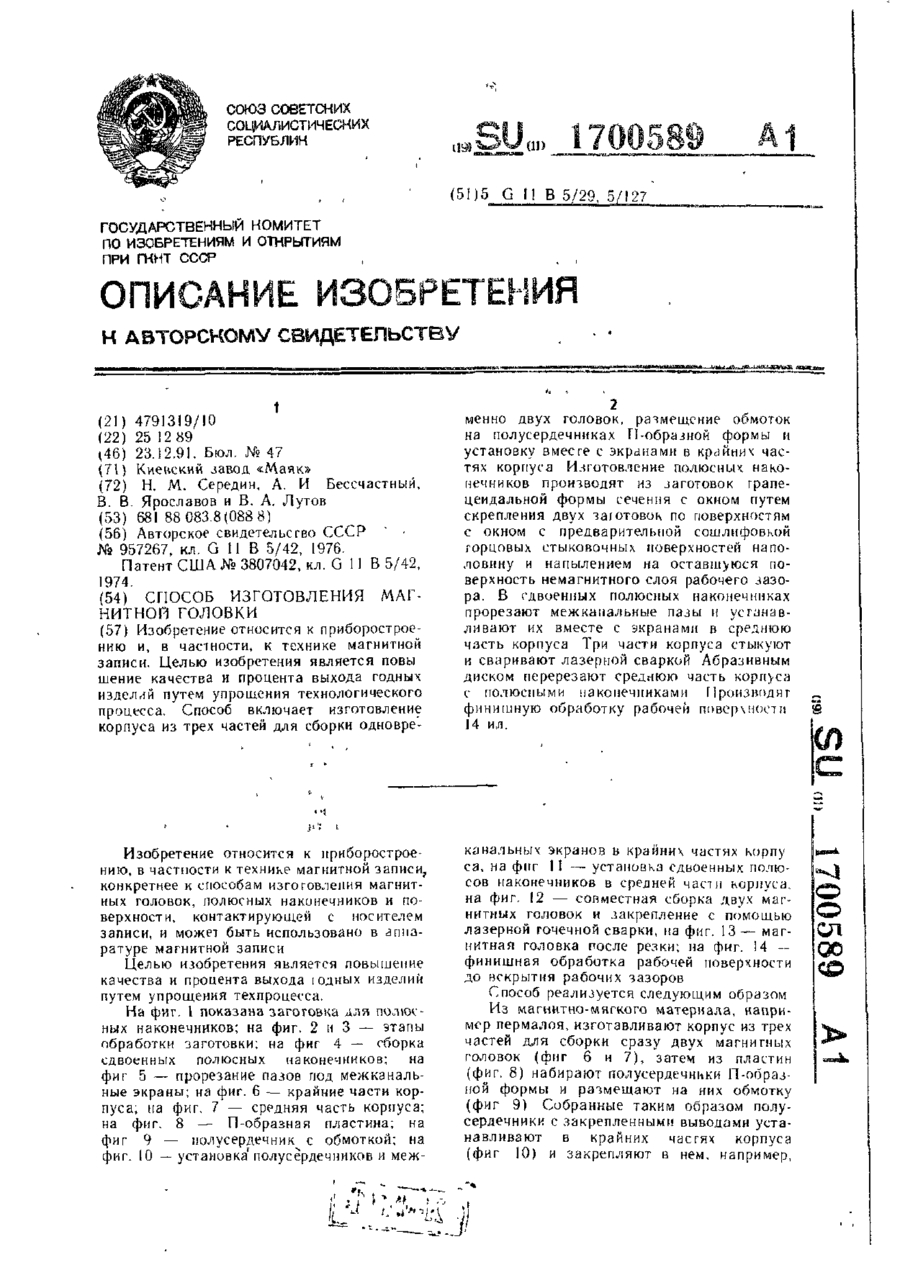
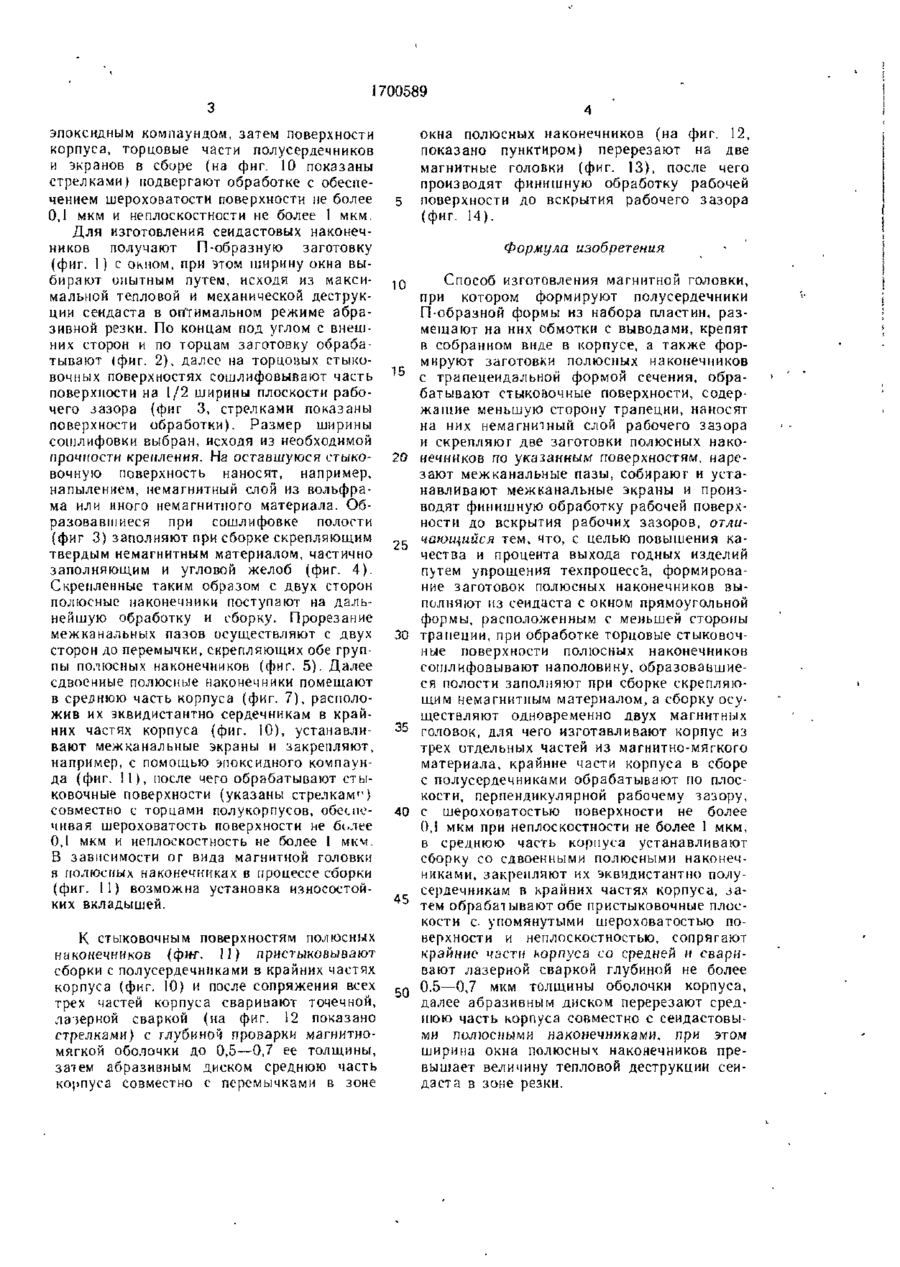
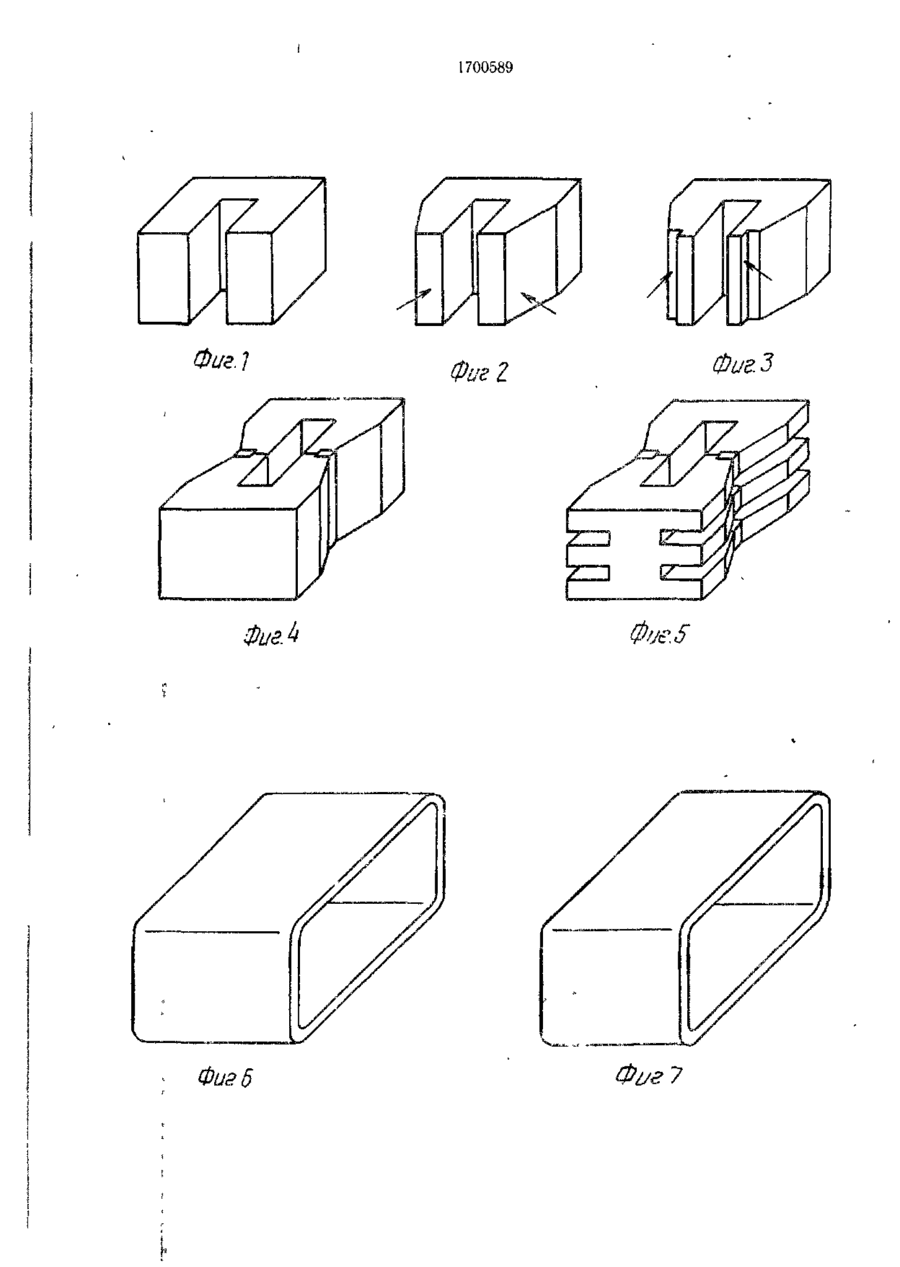
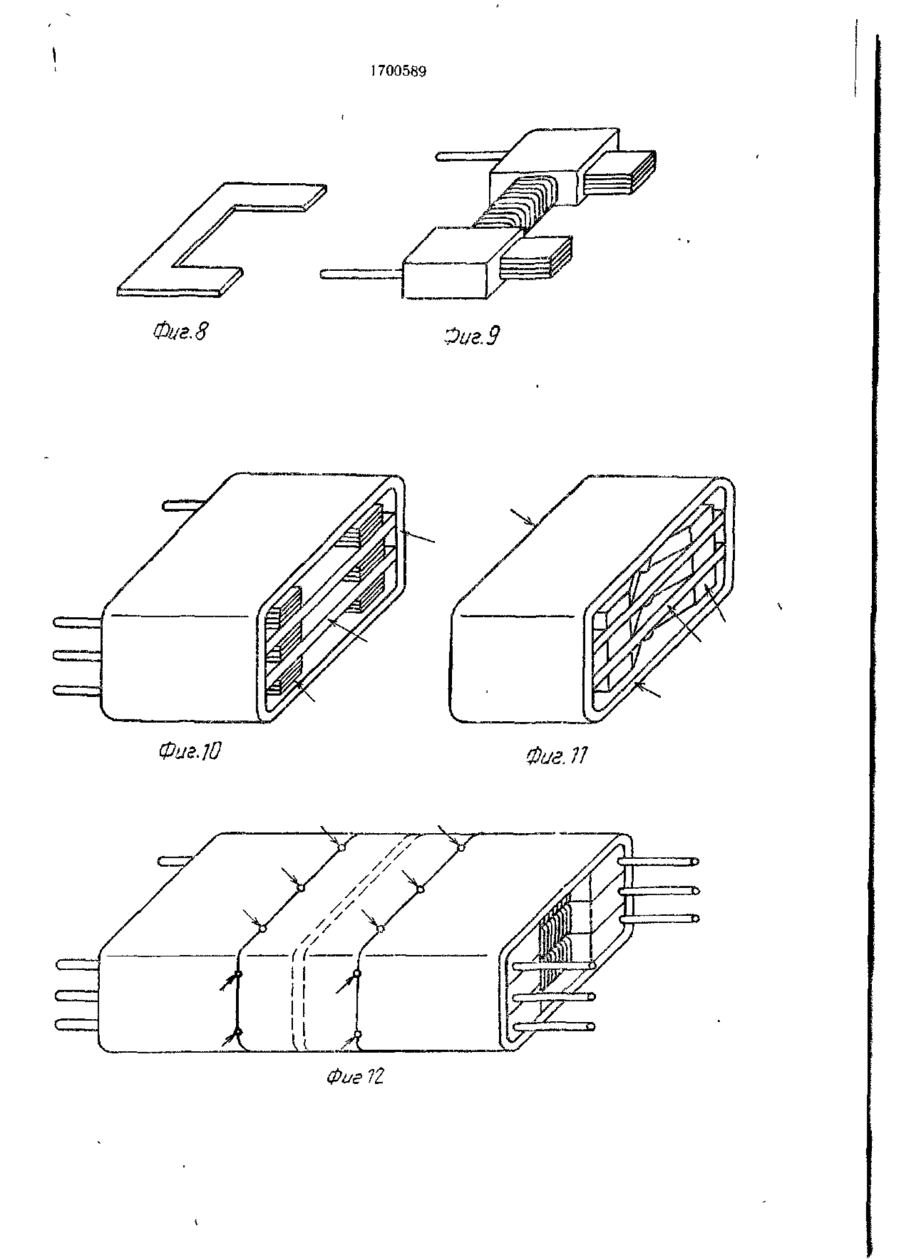
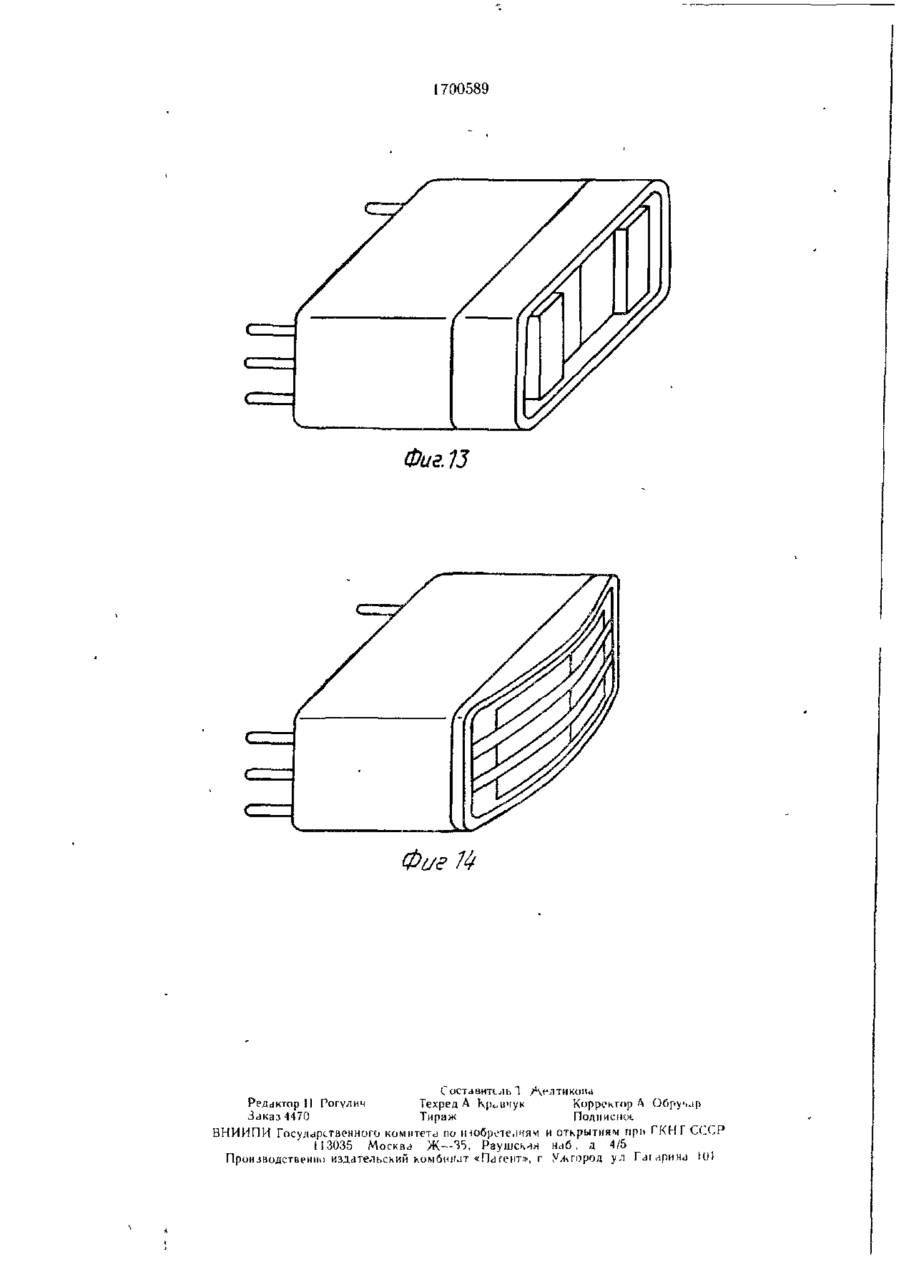
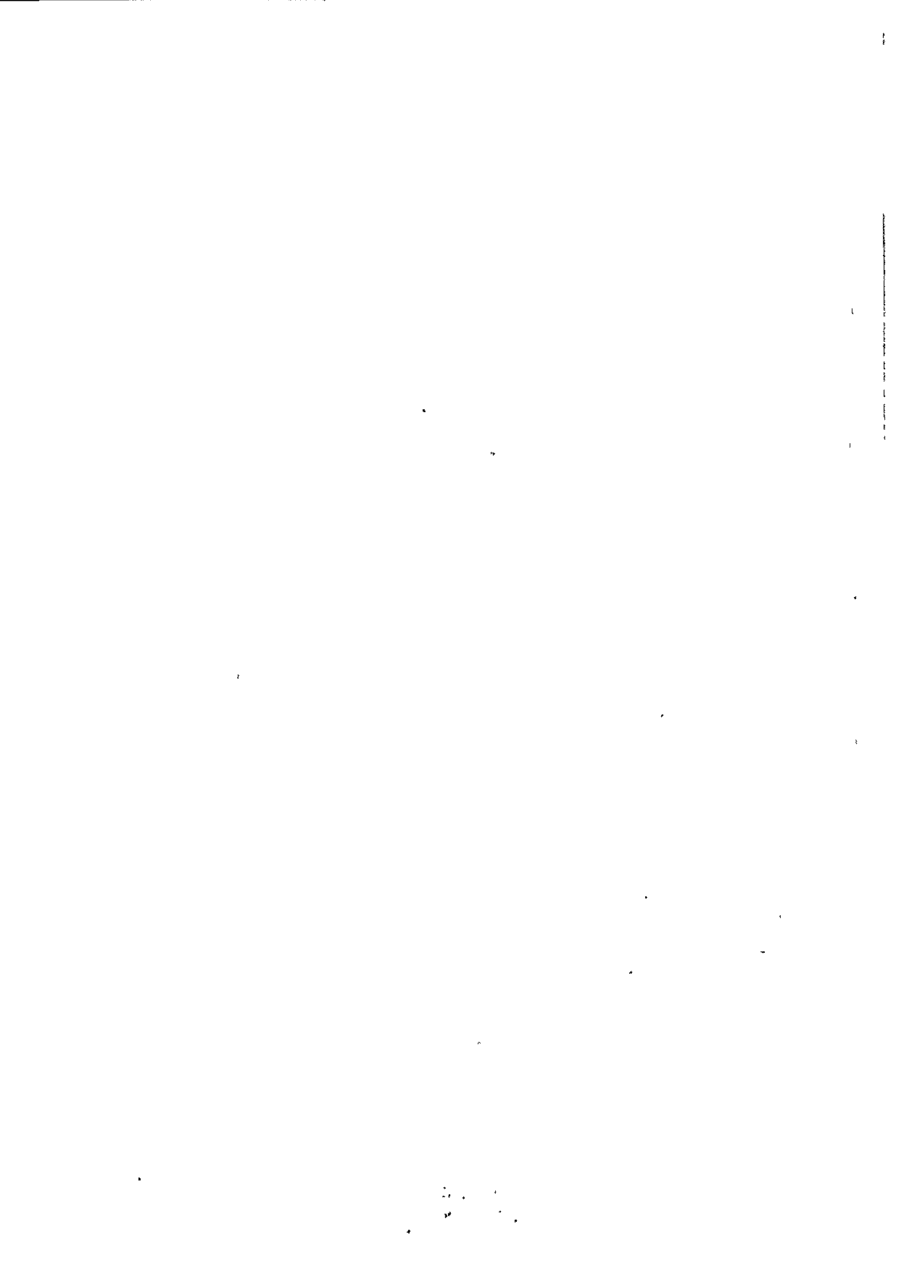
Изобретение относится к приборостроению и, в частности, к технике магнитной записи. Целью изобретения является повы шение качества и процента выхода годных издел.ш путем упрощения технологического процесса. Способ включает изготовление корпуса из трех частей для сборки одновре менно двух головок, размещение обмоток на полусердечниках П-образной формы и установку вместе с экранами в крайних частях корпуса Изготовление полюсных наконечников производят из заготовок трапецеидальной формы сечения с окном путем скрепления двух заготовок по поверхностям с окном с предварительной сошлифовкой торцовых стыковочных поверхностей наполовину и напылением на оставшуюся поверхность немагнитного слоя рабочего зазора. В сдвоенных полюсных наконечниках прорезают меж канальные пазы и устанавливают их вместе с экранами в среднюю часть корпуса Три части корпуса стыкуют и сваривают лазерной сваркой Абразивным диском перерезают среднюю часть корпуса с полюсными наконечниками Производят финишную обработку рабочей поверхности 14 ил. Изобретение относится к приборостроению, в частности к технике магнитной записи, конкретнее к способам изготовления магнитных головок, полюсных наконечников и поверхности, контактирующей с носителем записи, и может быть использовано в аппаратуре магнитной записи Целью изобретения является повышение качества и процента выхода юдных изделий путем упрощения техпроцесса. На фит. 1 показана заготовка для полюсных наконечников; на фиг. 2 и 3 — этапы обработки заготовки; на фиг 4 — сборка сдвоенных полюсных наконечников; на фиг 5 — прорезание пазов под межканальные экраны; на фиг. 6 — крайние части корпуса; на фиг. 7 — средняя часть корпуса; на фиг. 8 — П-образная пластина; на фиг 9 — полусердечник с обмоткой; на фиг. 10 — установка'полусердечников и меж канальных экранов в крайнич частях корпу са, на фиг 1 1 — установка сдвоенных полюсов наконечников в средней части корпуса. на фиг. 12 — совместная сборка двух магнитных головок и закрепление с помощью лазерной точечной сварки, на фиг. 13 — магнитная головка после резки; на фиг. 14 — финишная обработка рабочей поверхности до вскрытия рабочих зазоров Способ реализуется следующим образом Из магнитно-мягкого материала, например пермалоя, изготавливают корпус из трех частей для сборки сразу двух магнитных головок (фиг 6 и 7), затем из пластин (фиг. 8) набирают полусердечники П-образной формы и размещают на них обмотку (фиг 9) Собранные таким образом полусердечники с закрепленными выводами устанавливают в крайних частях корпуса (фиг 10) и закрепляют в нем, например, T ! '*t 1700589 эпоксидным компаундом, затем поверхности корпуса, торцовые части полусердечников и экранов в сборе (на фиг. 10 показаны стрелками) подвергают обработке с обеспечением шероховатости поверхности не более 5 0,1 мкм и неплоскостности не более 1 мкм. Для изготовления сеидастовых наконечников получают П-образную заготовку (фиг. I) с окном, при этом ширину окна выбирают опытным путем, исходя из макси- • I Q мальной тепловой и механической деструкции сеидаста в оптимальном режиме абразивной резки. По концам под углом с внешних сторон и по торцам заготовку обрабатывают (фиг. 2), далее на торцовых стыковочных поверхностях сошлифовывают часть 15 поверхности на 1/2 ширины плоскости рабочего зазора (фиг 3, стрелками показаны поверхности обработки). Размер ширины сошлнфовки выбран, исходя из необходимой прочности крепления. На оставшуюся стыковочную поверхность наносят, например, 20 напылением, немагнитный опой из вольфрама или иного немагнитного материала. Образовавшиеся при сошлифовке полости (фиг 3) заполняют при сборке скрепляющим твердым немагнитным материалом, частично 2Jзаполняющим и угловой желоб (фиг. 4). Скрепленные таким образом с двух сторон полюсные наконечники поступают на дальнейшую обработку и сборку. Прорезание межканальных пазов осуществляют с двух сторон до перемычки, скрепляющих обе груп- 30 пы полюсных наконечников (фиг. 5). Далее сдвоенные полюсные наконечники помещают в среднюю часть корпуса (фиг. 7), расположив их эквидистантно сердечникам в крайних частях корпуса {фиг. 10), устанавливают межканальные экраны и закрепляют, 3 5 например, с помощью эпоксидного компаунда (фиг. I I ) , после чего обрабатывают стыковочные поверхности (указаны стрелкам'1} совместно с торцами полукорпусов, обеспечивая шероховатость поверхности не более 40 0,1 мкм и неплоскостность не более 1 мкм. В зависимости о г вида магнитной головки я полюсных наконечниках в процессе сборки (фиг. 1 1) возможна установка износостойких вкладышей. К стыковочным поверхностям полюсных наконечников (фи-г. 11) пристыковывают сборки с полусердечниками в крайних частях корпуса (фиг. 10) и после сопряжения всех трех частей корпуса сваривают точечной, лазерной сваркой (на фиг. 12 показано стрелками) с глубиной проварки магнитномягкой оболочки до 0,5—0,7 ее толщины, затем абразивным диском среднюю часть корпуса совместно с перемычками в зоне окна полюсных наконечников (на фиг. 12, показано пунктиром) перерезают на две магнитные головки (фиг. 13), после чего производят финишную обработку рабочей поверхности до вскрытия рабочего зазора (фиг. 14). Формула изобретения Способ изготовления магнитной головки, при котором формируют полусердечники П-образной формы из набора пластин, размещают на них обмотки с выводами, крепят в собранном виде в корпусе, а также формируют заготовки полюсных наконечников с трапецеидальной формой сечения, обрабатывают стыковочные поверхности, содержащие меньшую сторону трапеции, наносят на них немагнитный слой рабочего зазора и скрепляют две заготовки полюсных наконечннков по указанным поверхностям, нарезают межканальные пазы, собирают и устанавливают межканальные экраны и производят финишную обработку рабочей поверхности до вскрытия рабочих зазоров, отличающийся тем, что, с целью повышения качества и процента выхода годных изделий п>тем упрощения техпроцесса, формирование заготовок полюсных наконечников выполняют из сеидаста с окном прямоугольной формы, расположенным с меньшей стороны трапеции, при обработке торцовые стыковочные поверхности полюсных наконечников сошлифовывают наполовину, образовавшиеся полости заполняют при сборке скрепляющим немагнитным материалом, а сборку осуществляют одновременно двух магнитных головок, для чего изготавливают корпус из трех отдельных частей из магнитно-мягкого материала, крайние части корпуса в сборе с полусердечниками обрабатывают по плоскости, перпендикулярной рабочему зазору, с шероховатостью поверхности не более 0,і мкм при неплоскостности не более 1 мкм, в среднюю часть корпуса устанавливают сборку со сдвоенными полюсными наконечниками, закрепляют их эквидистантно полусердечникам в крайних частях корпуса, за45 тем обрабатывают обе пристыковочные плоскости с- упомянутыми шероховатостью поверхности и нешюскостностью, сопрягают крайние части корпуса со средней и сваривают лазерной сваркой глубиной не более 0.5—0,7 мкм толщины оболочки корпуса, далее абразивным диском перерезают среднюю часть корпуса совместно с сеидастовыми полюсными наконечниками, при этом ширина окна полюсных наконечников превышает величину тепловой деструкции сеидаста в зоне резки. 1700589 iz ФиеЛ Фиг.1* Фиг 5 ФиаЗ Фиг Z We.S 700589 г. 8 Оиг. 9 Фиг.Ю фаг. /7 12 1700589 Фиг. 13 ФигП Составитель! Редактор 1! Рогулич Техред А кр^ичук Корректор А Заказ 4470 Тираж Подписное ВНИИПИ Государственного комитете! но інобрете.ічяч и открытиям при ГКНГ СССР 113035 Москва Ж--Т5, Раушскин н.іб , д 4/5 Производственно издательский комбшмт =сПагент», г Ужгород у л Гагарина Ю1
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for magnetic head
Автори англійськоюSeredin Mykola Mykhailovych, Besschastnii Anatolii Ipatovych, Yaroslav Volodymyr Viktorovych, Luhov Vitalii Oleksiiovych
Назва патенту російськоюСпособ изготовления магнитной головки
Автори російськоюСередин Николай Михайлович, Бессчастный Анатолий Ипатович, Ярослав Владимир Викторович, Лугов Виталий Алексеевич
МПК / Мітки
МПК: G11B 5/127, G11B 5/29
Мітки: виготовлення, головки, магнітної, спосіб
Код посилання
<a href="https://ua.patents.su/6-7447-sposib-vigotovlennya-magnitno-golovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення магнітної головки</a>
Спосіб виготовлення тонкоплівкового магнітопровода магнітної головки (його варіанти)

Номер патенту: 2047
Опубліковано: 20.12.1994
Автор: Галанський Владислав Михайлович
МПК: G11B 5/127, G11B 5/31
Мітки: спосіб, тонкоплівкового, його, магнітної, головки, виготовлення, магнітопровода, варіанти
Формула / Реферат:
1. Способ изготовления тонкопленочного магнитопровода магнитной головки, заключающийся в формировании тонкопленочных элементов магнитопровода с рабочим зазором путем вакуумного напыления или химического осаждения на подложку, отличающийся тем, что, с целью улучшения магнитных параметров магнитопровода за счет уменьшения влияния различных коэффициентов расширения при напылении или осаждении, формирование тонкопленочных элементов...
Спосіб збирання магнітного ущільнення
Номер патенту: 551
Опубліковано: 15.12.1993
Автори: Кравцов Олександр Іванович, Комаров Володимир Олексійович
МПК: F16J 15/40
Мітки: збирання, спосіб, ущільнення, магнітного
Формула / Реферат:
Способ сборки магнитного уплотнения, заключающийся в сборке магнитной обоймы, заполнении кольцевых зазоров, образованных выступами полюсных наконечников и размещенной в их отверстиях втулкой, герметизирующей композицией и перемещении обоймы по валу с последующим монтажом ее в корпус уплотнения, отличающийся тем, что в отверстия полюсных наконечников при их вертикальном расположении последовательно вводят втулку из немагнитного материала,...
Спосіб магнітної сепарації
Номер патенту: 2224
Опубліковано: 26.12.1994
Автори: Гергалов Леонід Олексійович, Кушка Олександр Миколаєвич, Терновцев Віталій Омелянович, Михайловський Віктор Леонідович
МПК: B01D 35/06, B03C 1/00
Мітки: сепарації, магнітної, спосіб
Формула / Реферат:
1. Способ магнитной сепарации, включающий пропускание жидкости через ферромагнитную насадку, выполненную из постоянно намагниченных элементов, которую периодически регенерируют, отличающийся тем, что, с целью упрощения процесса регенерации и повышения его эффективности, регенерацию осуществляют обратной водовоздушной промывкой при интенсивности подачи воды в пределах 30— 40 л/(с • м2), а воздуха 40—50л (с • м2 ). 2. Способ по...
Спосіб магнітної сепарації зернистого матеріалу з різною шершавістю поверхні
Номер патенту: 4408
Опубліковано: 27.12.1994
Автори: Ільницька Галина Дмитриївна, Невструєв Георгій Федосович, Олейніков Борис Андрійович, Давидов Микола Олексійович, Мельник Віталій Іванович
МПК: B03C 1/00
Мітки: матеріалу, шершавістю, поверхні, магнітної, зернистого, сепарації, різною, спосіб
Формула / Реферат:
1. Способ магнитной сепарации зернистого материала с различной шероховатостью поверхности, преимущественно сверхтвердого материала, включающий нанесение на зернистый материал ферромагнитного материала и последующую магнитную сепарацию, отличающийся тем, что, с целью увеличения выхода немагнитного продукта и его прочности за счет повышения контрастности магнитных свойств зернистого материала путем избирательного адгезионного закрепления...
Спосіб виготовлення шин та прес-форма для його здійснення
Номер патенту: 5381
Опубліковано: 28.12.1994
Автори: Дзюра Євген Антонович, Коваленко Олексій Андрійович, Науменко Олександр Петрович, Столяр Ігор Анатолійович
МПК: B29C 35/02, B29D 30/00, B29L 30/00
Мітки: прес-форма, шин, здійснення, спосіб, виготовлення
Формула / Реферат:
1. Способ изготовления шин, при котором в пресс-форму концентрично устанавливают предварительно изготовленные кольцевые заготовки, выполненные из одинаковых или различных резиновых смесей, и при смыкании пресс-формы производят формование шин с последующей вулканизацией, отличающийся тем, что перед формованием шины осуществляют одновременную фиксацию кольцевых заготовок, причем образующую посадочную часть шины заготовку фиксируют по...
Попередній патент: Вузол герметизації опори шарошки бурового долота
Наступний патент: Пристрій для вимірювання середньої швидкості переміщення магнітного носія
Випадковий патент: Харчовий продукт (варіанти)