Поршень гідромашини
Формула / Реферат
Поршень гідромашини, що містить металеву пружну манжету, встановлену і закріплену на хвостовику поршня за допомогою проміжної втулки, що має опорний виступ і захисний бурт, який відрізняється тим, що між проміжною втулкою і внутрішньою циліндричною поверхнею манжети, ближче до її вільного контуру, встановлено температурну вставку, виконану з матеріалу з великим коефіцієнтом температурного розширення у вигляді кільця з подовжніми пазами і висотою до 1/3 внутрішньої частини манжети, при цьому зовнішня поверхня вставки і внутрішня поверхня манжети мають нульовий зазор.
Текст
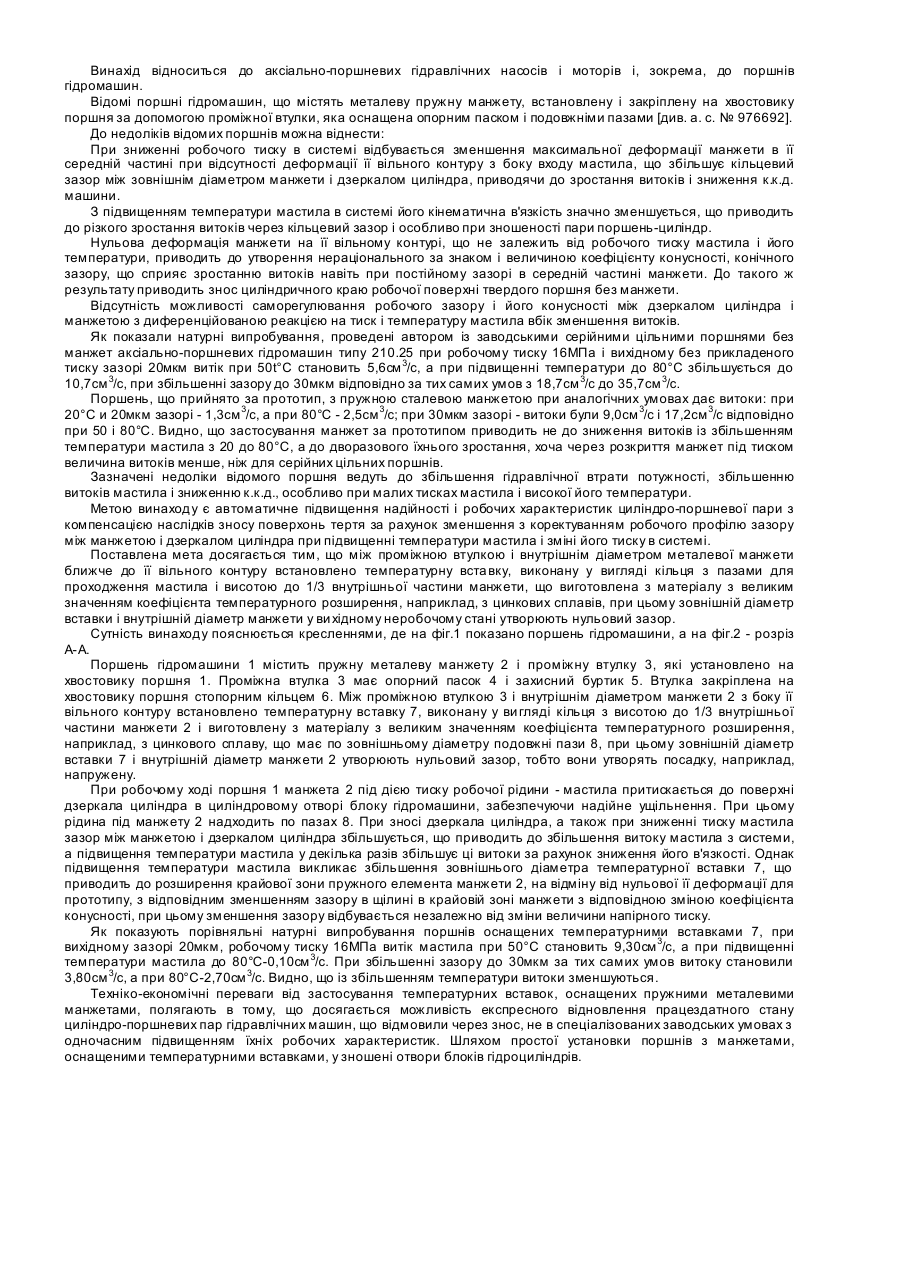
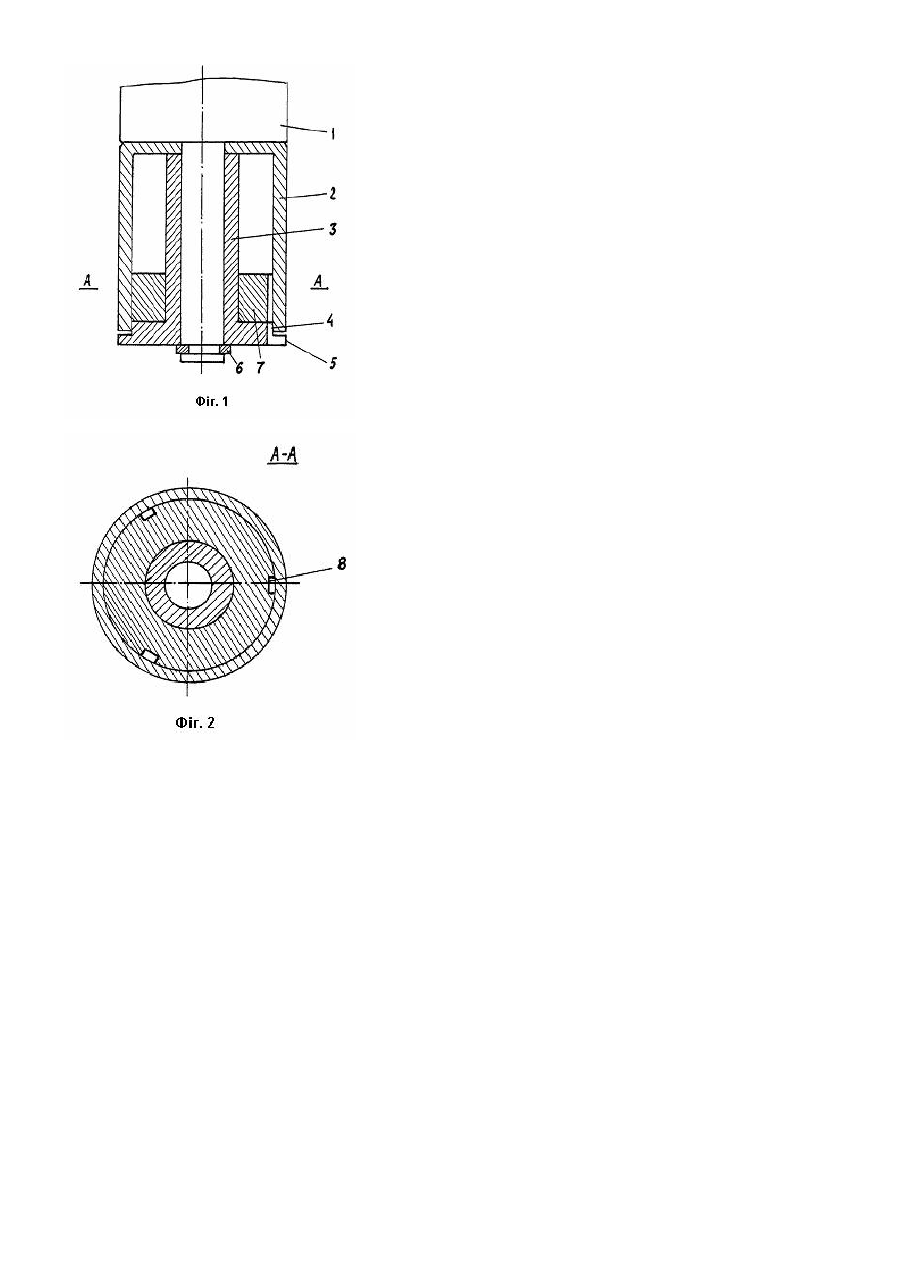
Винахід відноситься до аксіально-поршневих гідравлічних насосів і моторів і, зокрема, до поршнів гідромашин. Відомі поршні гідромашин, що містять металеву пружну манжету, встановлену і закріплену на хвостовику поршня за допомогою проміжної втулки, яка оснащена опорним паском і подовжніми пазами [див. а. с. № 976692]. До недоліків відомих поршнів можна віднести: При зниженні робочого тиску в системі відбувається зменшення максимальної деформації манжети в її середній частині при відсутності деформації її вільного контуру з боку входу мастила, що збільшує кільцевий зазор між зовнішнім діаметром манжети і дзеркалом циліндра, приводячи до зростання витоків і зниження к.к.д. машини. З підвищенням температури мастила в системі його кінематична в'язкість значно зменшується, що приводить до різкого зростання витоків через кільцевий зазор і особливо при зношеності пари поршень-циліндр. Нульова деформація манжети на її вільному контурі, що не залежить від робочого тиску мастила і його температури, приводить до утворення нераціонального за знаком і величиною коефіцієнту конусності, конічного зазору, що сприяє зростанню витоків навіть при постійному зазорі в середній частині манжети. До такого ж результату приводить знос циліндричного краю робочої поверхні твердого поршня без манжети. Відсутність можливості саморегулювання робочого зазору і його конусності між дзеркалом циліндра і манжетою з диференційованою реакцією на тиск і температуру мастила вбік зменшення витоків. Як показали натурні випробування, проведені автором із заводськими серійними цільними поршнями без манжет аксіально-поршневих гідромашин типу 210.25 при робочому тиску 16МПа і вихідному без прикладеного тиску зазорі 20мкм витік при 50t°С становить 5,6см 3/с, а при підвищенні температури до 80°С збільшується до 10,7см 3/с, при збільшенні зазору до 30мкм відповідно за тих самих умов з 18,7см 3/с до 35,7см 3/с. Поршень, що прийнято за прототип, з пружною сталевою манжетою при аналогічних умовах дає витоки: при 20°С и 20мкм зазорі - 1,3см 3/с, а при 80°С - 2,5см 3/с; при 30мкм зазорі - витоки були 9,0см 3/с і 17,2см 3/с відповідно при 50 і 80°С. Видно, що застосування манжет за прототипом приводить не до зниження витоків із збільшенням температури мастила з 20 до 80°С, а до дворазового їхнього зростання, хоча через розкриття манжет під тиском величина витоків менше, ніж для серійних цільних поршнів. Зазначені недоліки відомого поршня ведуть до збільшення гідравлічної втрати потужності, збільшенню витоків мастила і зниженню к.к.д., особливо при малих тисках мастила і високої його температури. Метою винаходу є автоматичне підвищення надійності і робочих характеристик циліндро-поршневої пари з компенсацією наслідків зносу поверхонь тертя за рахунок зменшення з коректуванням робочого профілю зазору між манжетою і дзеркалом циліндра при підвищенні температури мастила і зміні його тиску в системі. Поставлена мета досягається тим, що між проміжною втулкою і внутрішнім діаметром металевої манжети ближче до її вільного контуру встановлено температурну вста вку, виконану у вигляді кільця з пазами для проходження мастила і висотою до 1/3 внутрішньої частини манжети, що виготовлена з матеріалу з великим значенням коефіцієнта температурного розширення, наприклад, з цинкових сплавів, при цьому зовнішній діаметр вставки і внутрішній діаметр манжети у ви хідному неробочому стані утворюють нульовий зазор. Сутність винаходу пояснюється кресленнями, де на фіг.1 показано поршень гідромашини, а на фіг.2 - розріз А-А. Поршень гідромашини 1 містить пружну металеву манжету 2 і проміжну втулку 3, які установлено на хвостовику поршня 1. Проміжна втулка 3 має опорний пасок 4 і захисний буртик 5. Втулка закріплена на хвостовику поршня стопорним кільцем 6. Між проміжною втулкою 3 і внутрішнім діаметром манжети 2 з боку її вільного контуру встановлено температурну вставку 7, виконану у ви гляді кільця з висотою до 1/3 внутрішньої частини манжети 2 і виготовлену з матеріалу з великим значенням коефіцієнта температурного розширення, наприклад, з цинкового сплаву, що має по зовнішньому діаметру подовжні пази 8, при цьому зовнішній діаметр вставки 7 і внутрішній діаметр манжети 2 утворюють нульовий зазор, тобто вони утворять посадку, наприклад, напружену. При робочому ході поршня 1 манжета 2 під дією тиску робочої рідини - мастила притискається до поверхні дзеркала циліндра в циліндровому отворі блоку гідромашини, забезпечуючи надійне ущільнення. При цьому рідина під манжету 2 надходить по пазах 8.При зносі дзеркала циліндра, а також при зниженні тиску мастила зазор між манжетою і дзеркалом циліндра збільшується, що приводить до збільшення витоку мастила з системи, а підвищення температури мастила у декілька разів збільшує ці витоки за рахунок зниження його в'язкості. Однак підвищення температури мастила викликає збільшення зовнішнього діаметра температурної вставки 7, що приводить до розширення крайової зони пружного елемента манжети 2, на відміну від нульової її деформації для прототипу, з відповідним зменшенням зазору в щілині в крайовій зоні манжети з відповідною зміною коефіцієнта конусності, при цьому зменшення зазору відбувається незалежно від зміни величини напірного тиску. Як показують порівняльні натурні випробування поршнів оснащених температурними вставками 7, при вихідному зазорі 20мкм, робочому тиску 16МПа витік мастила при 50°С становить 9,30см 3/с, а при підвищенні температури мастила до 80°С-0,10см 3/с. При збільшенні зазору до 30мкм за тих самих умов витоку становили 3,80см 3/с, а при 80°С-2,70см 3/с. Видно, що із збільшенням температури витоки зменшуються. Техніко-економічні переваги від застосування температурних вставок, оснащених пружними металевими манжетами, полягають в тому, що досягається можливість експресного відновлення працездатного стану циліндро-поршневих пар гідравлічних машин, що відмовили через знос, не в спеціалізованих заводських умовах з одночасним підвищенням їхніх робочих характеристик. Шляхом простої установки поршнів з манжетами, оснащеними температурними вставками, у зношені отвори блоків гідроциліндрів.
ДивитисяДодаткова інформація
Назва патенту англійськоюPiston of a hydro-machine
Назва патенту російськоюПоршень гидромашины
МПК / Мітки
МПК: F04B 53/00, F16J 1/00
Мітки: гідромашини, поршень
Код посилання
<a href="https://ua.patents.su/2-67901-porshen-gidromashini.html" target="_blank" rel="follow" title="База патентів України">Поршень гідромашини</a>
Поршень двигуна внутрішнього згоряння
Номер патенту: 49689
Опубліковано: 16.09.2002
Автор: Сторчевой Микола Макарович
Мітки: двигуна, згоряння, поршень, внутрішнього
Формула / Реферат:
Поршень двигуна внутрішнього згоряння, який містить головку, юбку та бобишки з двох сторін, які виступають над неробочими поверхнями юбки поршня, який відрізняється тим, що зовнішні поверхні бобишок виконані робочими з несучою здатністю та з розміром по діаметру в межах від діаметра поршня до діаметра циліндра з радіусами кривизни, які не перевищують половини діаметра поршня.
Поршень охолоджуваний складений

Номер патенту: 39475
Опубліковано: 15.06.2001
Автор: Жадан Андрій Семенович
МПК: F02F 3/16
Мітки: складений, поршень, охолоджуваний
Формула / Реферат:
1. Поршень охолоджуваний складений, який містить в собі голівку з виконаною в ній порожниною камери згоряння і тронк, які жорстко з’єднані між собою за допомогою елементів з’єднання і утворюють центральну та кільцеву порожнини системи охолодження, яка включає канали підводу та відводу мастила, причому поверхня камери згоряння та бокова поверхня голівки поршня утворюють периферійний гребінь, який відрізняється тим, що кільцева порожнина...
Роздільний поршень амортизатора, що вільно плаває
Номер патенту: 60172
Опубліковано: 15.09.2003
Автор: Переверзєв Віктор Геннадійович
МПК: B60G 17/06
Мітки: роздільний, поршень, плаває, вільної, амортизатора
Формула / Реферат:
Роздільний поршень амортизатора, що вільно плаває, що містить жорсткий корпус з ущільненнями на зовнішній поверхні, який відрізняється тим, що корпус виконаний у вигляді порожнистого циліндра з мембраною у внутрішній порожнині.
Силова секція-поршень для магнітного транспорту
Номер патенту: 62274
Опубліковано: 15.12.2003
Автор: Міхайлюк Василь Петрович
МПК: F01B 13/00
Мітки: транспорту, силова, секція-поршень, магнітного
Формула / Реферат:
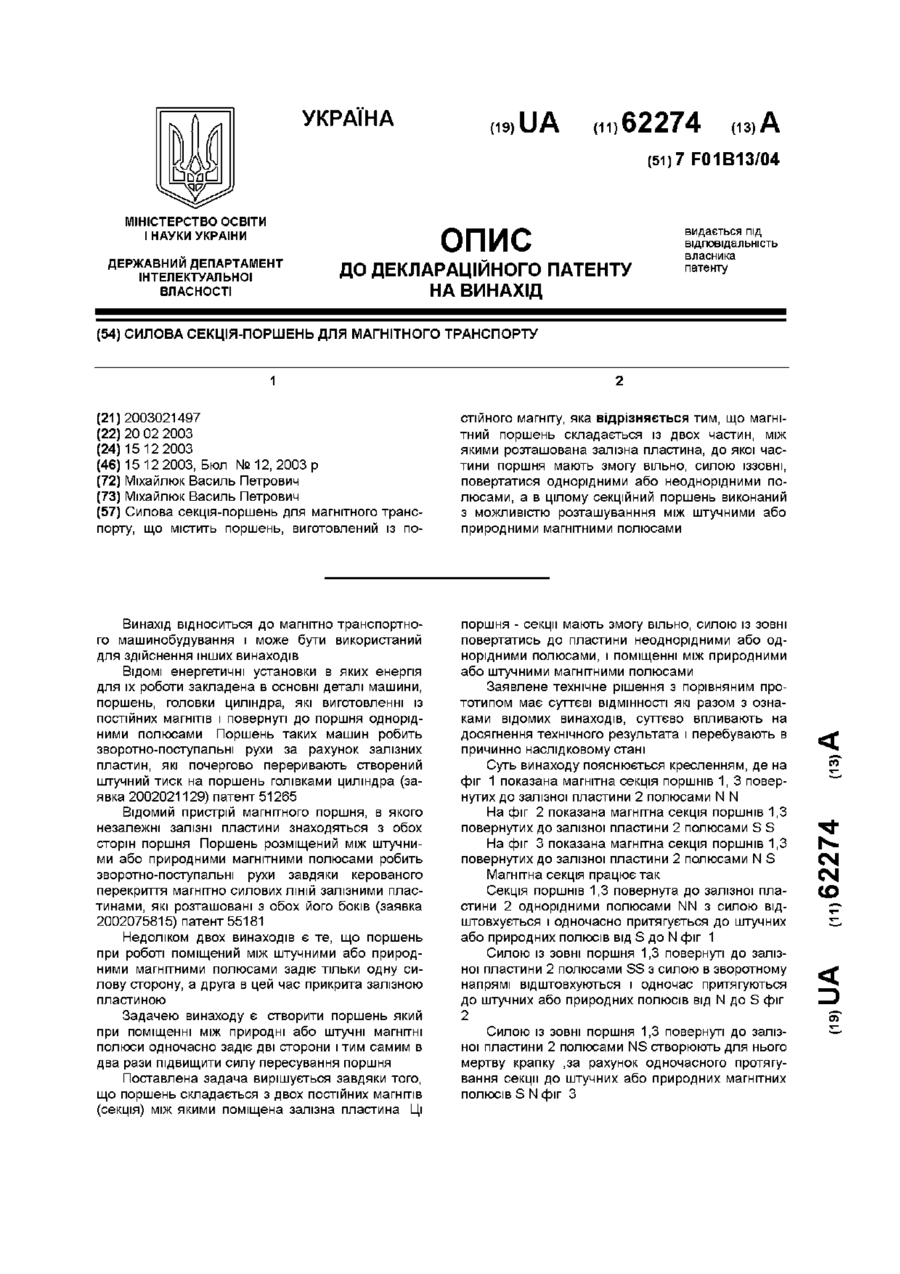
Силова секція-поршень для магнітного транспорту, що містить поршень, виготовлений із постійного магніту, яка відрізняється тим, що магнітний поршень складається із двох частин, між якими розташована залізна пластина, до якої частини поршня мають змогу вільно, силою іззовні, повертатися однорідними або неоднорідними полюсами, а в цілому секційний поршень виконаний з можливістю розташуванння між штучними або природними магнітними полюсами.
Поршень для двигуна внутрішнього згорання
Номер патенту: 11420
Опубліковано: 25.12.1996
Автор: Прокоф'єв Валентин Михайлович
МПК: F02F 3/00
Мітки: згорання, внутрішнього, поршень, двигуна
Формула / Реферат:
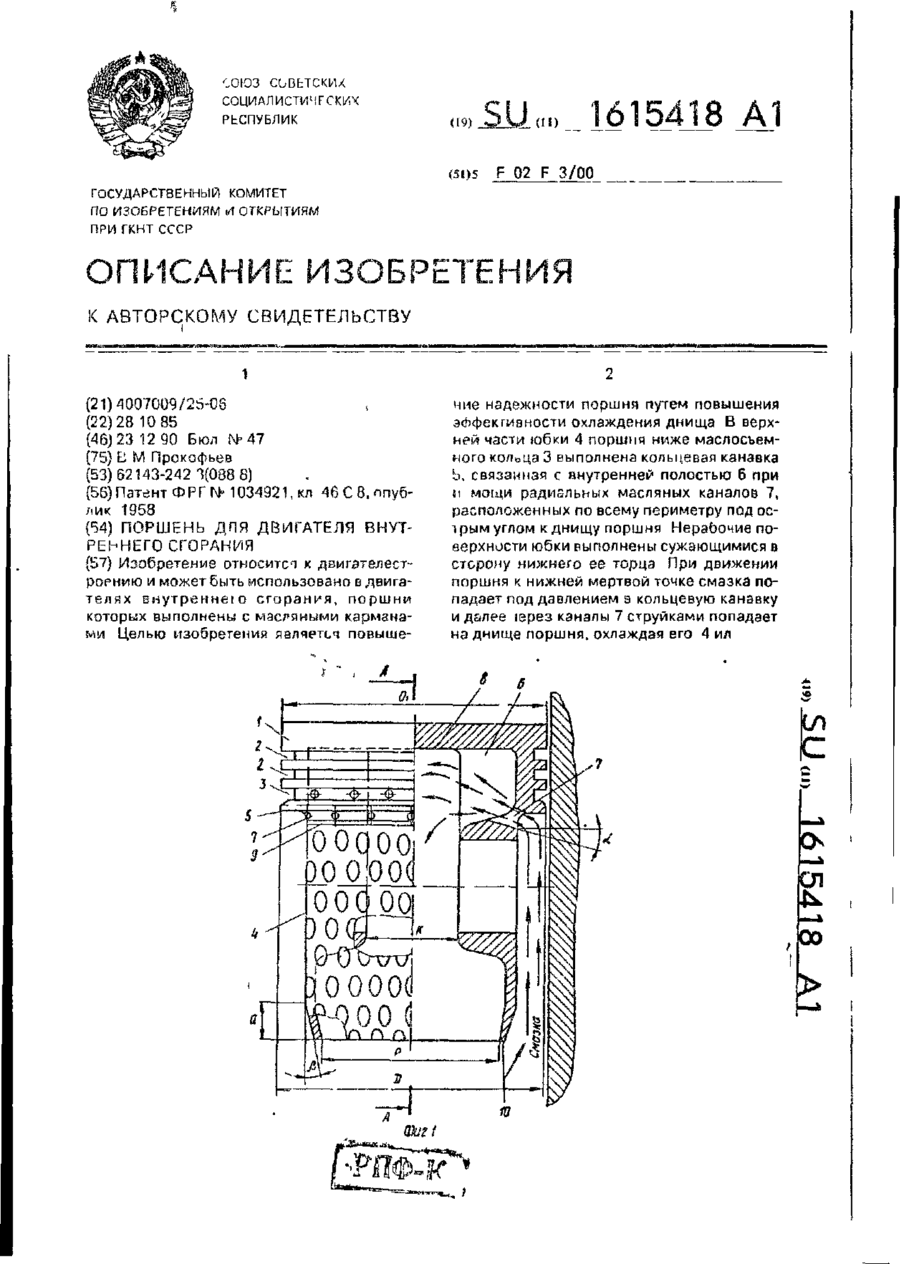
Поршень для двигателя внутреннего сгорания, содержащий головку с днищем, компрессионные и маслосьемные кольца, и юбку с неполной несущей поверхностью, причем в верхней части юбки, ниже маслосъемного кольца, включены радиальные масляные каналы, расположенные под острым углом к днищу поршня, отличающийся тем, что, с целью повышения надежности путем повышения эффективности охлаждения днища, масляные радиальные каналы выполнены по всему...
Попередній патент: Розчин для лікування трофічних розладів та запального процесу м’яких тканин “асвесем”
Наступний патент: Транспортно-енергетична мережа
Випадковий патент: Спосіб отримання солей омепразолу