Спосіб оброблення інструменту із аустенітних сплавів
Номер патенту: 68173
Опубліковано: 15.07.2004
Автори: Коваль Анатолій Данилович, Грабовський Володимир Якович, Канюка Віктор Іванович, Бєліков Сергій Борисович, Трикоз Галина Григорівна
Формула / Реферат
Спосіб оброблення інструменту з аустенітних сплавів, що включає гартування та кінцеве старіння при температурі 750-800°С, який відрізняється тим, що після гартування здійснюють попереднє старіння інструменту при температурі на 50-100°С нижче за температуру кінцевого старіння на максимальну твердість.
Текст
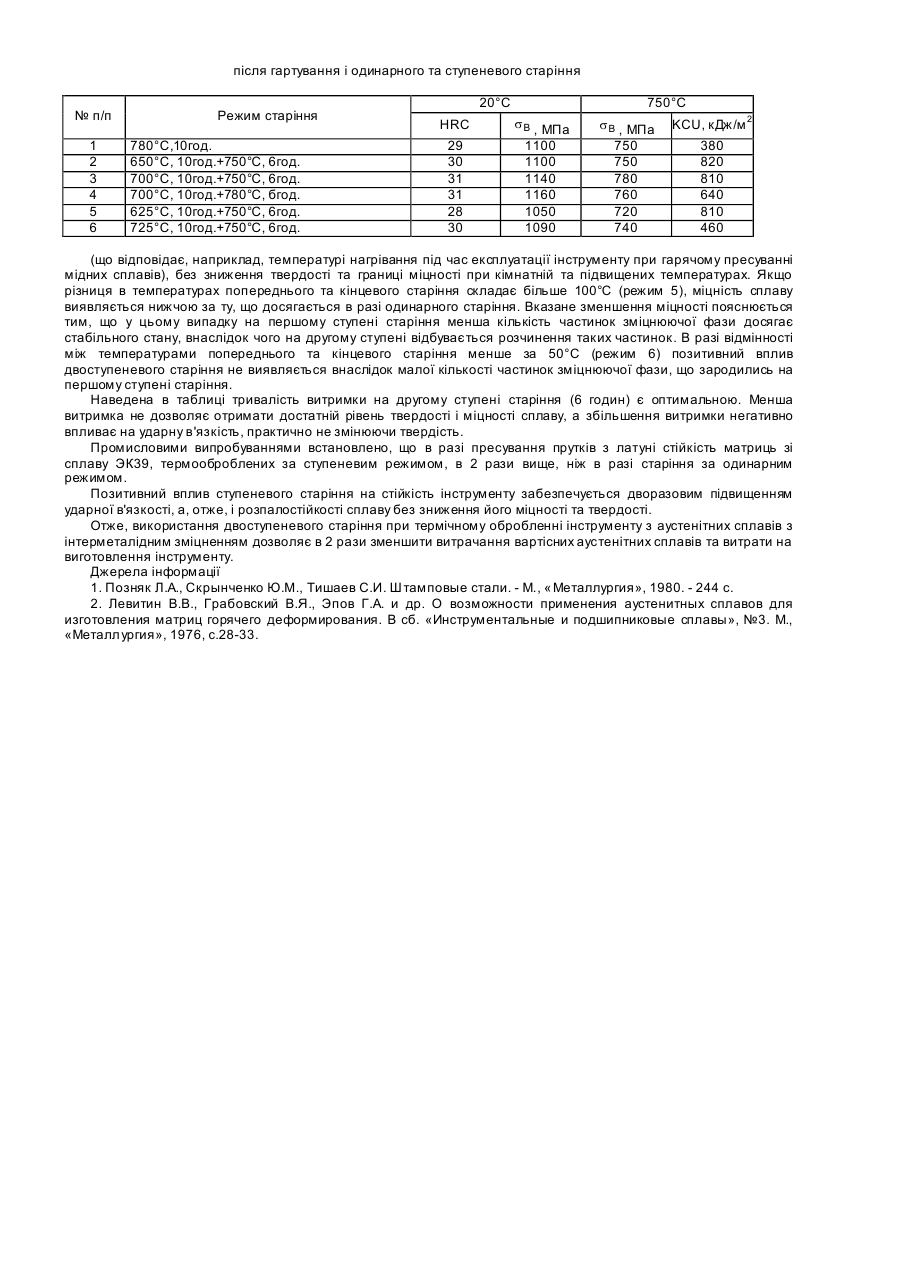
Винахід стосується галузі металооброблення і може бути використаним при термічному обробленні пресового та штампового інструменту для гарячих робіт. Аналогом є відомий спосіб термічного оброблення теплостійкого інструменту з серійних штампових сталей мартенситного класу та дисперсійне твердіючих аустенітних сплавів, який складається із гартування та відпускання (старіння) (Позняк Л.А., Скрынченко Ю.М., Тишаев С.И. Штамповые стали. - М., «Ме таллургия», 1980. -244с.). До недоліків відноситься недостатній рівень комплексу механічних властивостей для запобігання пластичної деформації та утворення тріщин в робочій частині інструменту. Прототипом є термічне оброблення інструменту з аустенітних сплавів з інтерметалідним зміцненням (Левитин В.В., Грабовский В.Я., Эпов Г.А. и др.) О возможности применения аустенитных сплавов для изготовления матриц горячего деформирования. В сб. «Инструментальные и подшипниковые сплавы», №3. М., «Металлургия», 1976, с.28-33), що передбачає гартування (оброблення на твердий розчин) від температур 11001250°С та наступне разове старіння при температурі 750-800°С, що відповідає найбільшому ступеню дисперсійного твердіння сплавів. Недоліком вказаного способу є те, що в разі досягнення високої твердості, необхідної для забезпечення працездатності інструменту, сплав має недостатню пластичність та, як наслідок, низьку тріщиностійкість в умовах циклічної температурно-силової дії під час експлуатації. Внаслідок цього на інструменті утворюються великі тріщини, що стає причиною швидкого виходу його з ладу. В основу винаходу поставлено задачу розробити спосіб оброблення інструменту з аустенітних сплавів, що зміцнюються інтерметалідами типу Nі3(Аl, Ті), для збільшення його експлуатаційної стійкості шляхом підвищення ударної в'язкості при збереженні високої твердості. Загальними з прототипом ознаками є: - гартування аустенітних сплавів з інтерметалідним зміцненням від температур 1100-1250°С. Відмінними від прототипу ознаками є: - проводять не одно-, а двоступеневе старіння інструменту, перший ступінь якого на 50-100°С нижче температури другого (кінцевого) ступеня старіння на максимальну твердість, що дозволяє підвищити стійкість інструменту в процесі експлуатації. Суттєвими ознаками винаходу є: - гартування в олії після витримки 2 години при температурі 1150°С; - попереднє старіння протягом 10 годин при температурах 650-700°С; - кінцеве старіння протягом 6 годин при температурах 750-780°С. Позитивний вплив на механічні властивості двоступеневого старіння забезпечується більш сприятливим ' виділенням частинок зміцнюючої g - фази. Старіння на першому ступені, яке здійснюється при зниженій температурі, а, отже, при більшому пересиченні твердого розчину, дозволяє підвищити густин у виділень частинок зміцнюючої фази. Під час відновлення, яке характерне для початкової стадії другого ступеню старіння, відбувається розчинення частинок розміром меншим за критичний та ріст частинок більшого розміру. В результаті формується структура, для якої характерні більша кількість частинок зміцнюючої фази в одиниці об'єму та менший розкид їх за розмірами. Це забезпечує більш однорідний розподіл пластичної деформації в об'ємі сплаву та, як наслідок, кращі характеристики пластичності (ударної в'язкості) при збереженні твердості та міцності на тому ж або більш високому рівні. В підсумку зростають розпалостійкість та працездатність пресового і штампового інструменту, виго товленого з такого сплаву. Пропонований спосіб випробувано при термічній обробці інструменту з аустенітного дисперсійне твердіючого ' сплаву на залізонікелевій основі ХН35ВТЮ (ЭК39), який зміцнюється інтерметалідними частинками g - фази типу Nі3(Аl, Ті). Для досліджень та промислових випробувань використовували ковані прутки сплаву діаметром 95-150мм виробництва заводу "Электросталь". Витоплення здійснювали у відкритій дуговій печі з розливанням до злитків вагою 0,7т. Вивчена плавка мала такий хімічний склад і мас. частка, %): вуглець 0,04 хром 12,5 нікель 34,3 титан 2,2 алюміній 1,4 вольфрам 6,3 кремній 0,33 марганець 0,11 бор за розрахунком 0,006 магній за розрахунком 0,04 залізо решта. Термічне оброблення сплаву складалось з гартування та наступного старіння. Гартування здійснювали за режимом: 1150°С, витримка 2 години, охолодження в олії. Після гартування для порівняння випробовували два різних способи старіння: одинарний та двоступеневий режими. Одинарне старіння здійснювали за режимом, що забезпечує сплаву максимальний ступінь дисперсійного твердіння: 780°С, 10 годин (твердість 29 HRC). Обираючи режим двоступеневого старіння, виходили з того, що температура першого ступеню має бути на 50100°C нижчою за температуру другого, яка, в свою чергу, має бути близькою до температури максимального твердіння сплаву при одинарному старінні. В таблиці наведені механічні властивості сплаву ЭК39 після гартування (1150°С, витримка 2 години, охолодження в олії) та старіння за одинарним та кількома ступеневими режимами. З наведених у таблиці даних випливає, що використання замість одинарного (режим 1) двоступеневого старіння з попереднім старінням при температурах на 50-100°С нижче кінцевого (режими 2-4) дозволяє в 1,7-2,1 рази підвищити ударну в'язкість сплаву при температурі випробувань 750°С. Таблиця Ме ханічні властивості сплаву ЭК39 при різних температурах випробувань після гартування і одинарного та ступеневого старіння № п/п 1 2 3 4 5 6 Режим старіння 780°С,10год. 650°С, 10год.+750°С, 6год. 700°С, 10год.+750°С, 6год. 700°С, 10год.+780°С, бгод. 625°С, 10год.+750°С, 6год. 725°С, 10год.+750°С, 6год. 20°С HRC 29 30 31 31 28 30 750°С s B , МПа 1100 1100 1140 1160 1050 1090 s B , МПа 750 750 780 760 720 740 KCU, кДж/м 2 380 820 810 640 810 460 (що відповідає, наприклад, температурі нагрівання під час експлуатації інструменту при гарячому пресуванні мідних сплавів), без зниження твердості та границі міцності при кімнатній та підвищених температурах. Якщо різниця в температурах попереднього та кінцевого старіння складає більше 100°С (режим 5), міцність сплаву виявляється нижчою за ту, що досягається в разі одинарного старіння. Вказане зменшення міцності пояснюється тим, що у цьому випадку на першому ступені старіння менша кількість частинок зміцнюючої фази досягає стабільного стану, внаслідок чого на другому ступені відбувається розчинення таких частинок. В разі відмінності між температурами попереднього та кінцевого старіння менше за 50°С (режим 6) позитивний вплив двоступеневого старіння не виявляється внаслідок малої кількості частинок зміцнюючої фази, що зародились на першому ступені старіння. Наведена в таблиці тривалість витримки на другому ступені старіння (6 годин) є оптимальною. Менша витримка не дозволяє отримати достатній рівень твердості і міцності сплаву, а збільшення витримки негативно впливає на ударну в'язкість, практично не змінюючи твердість. Промисловими випробуваннями встановлено, що в разі пресування прутків з латуні стійкість матриць зі сплаву ЭК39, термооброблених за ступеневим режимом, в 2 рази вище, ніж в разі старіння за одинарним режимом. Позитивний вплив ступеневого старіння на стійкість інструменту забезпечується дворазовим підвищенням ударної в'язкості, а, отже, і розпалостійкості сплаву без зниження його міцності та твердості. Отже, використання двоступеневого старіння при термічному обробленні інструменту з аустенітних сплавів з інтерметалідним зміцненням дозволяє в 2 рази зменшити витрачання вартісних аустенітних сплавів та витрати на виготовлення інструменту. Джерела інформації 1. Позняк Л.А., Скрынченко Ю.М., Тишаев С.И. Штамповые стали. - М., « Металлургия», 1980. - 244 с. 2. Левитин В.В., Грабовский В.Я., Эпов Г.А. и др. О возможности применения аустенитных сплавов для изготовления матриц горячего деформирования. В сб. «Инструментальные и подшипниковые сплавы», №3. М., «Металлургия», 1976, с.28-33.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for processing tool of austenite alloys
Автори англійськоюHrabovskyi Volodymyr Yakovych, Kaniuka Viktor Ivanovych, Koval Anatolii Danylovych, Bielikov Serhii Borysovych
Назва патенту російськоюСпособ обработки инструмента из аустенитных сплавов
Автори російськоюГрабовский Владимир Яковлевич, Канюка Виктор Иванович, Кузнец Анатолий Данилович, Беликов Сергей Борисович
МПК / Мітки
МПК: C21D 6/02
Мітки: спосіб, інструменту, аустенітних, оброблення, сплавів
Код посилання
<a href="https://ua.patents.su/2-68173-sposib-obroblennya-instrumentu-iz-austenitnikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб оброблення інструменту із аустенітних сплавів</a>
Спосіб оброблення сплавів алюмінію перед нанесенням лакофарбового покриття
Номер патенту: 49248
Опубліковано: 16.09.2002
Автори: Масик Орислава Богданівна, Мерцало Іванна Павлівна, Яворський Віктор Теофілович
МПК: C25D 11/04
Мітки: лакофарбового, сплавів, оброблення, покриття, алюмінію, нанесенням, спосіб
Формула / Реферат:
Спосіб оброблення сплавів алюмінію перед нанесенням лакофарбового покриття, що включає анодування в електроліті на основі сульфатної кислоти, який відрізняється тим, що електроліт додатково містить графіт дисперсністю 1-1,5 мкм, а анодування здійснюють при перемішуванні електроліту складу, г/л: сульфатна кислота 150 - 180, графіт 0,01 -0,5.
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту
Номер патенту: 21065
Опубліковано: 04.11.1997
Автори: Коровайченко Юрій Миколайович, Коровайченко Валентина Володимирівна
МПК: C21D 1/00
Мітки: твердосплавних, обробки, інструменту, елементів, ріжучого, спосіб, термічної
Формула / Реферат:
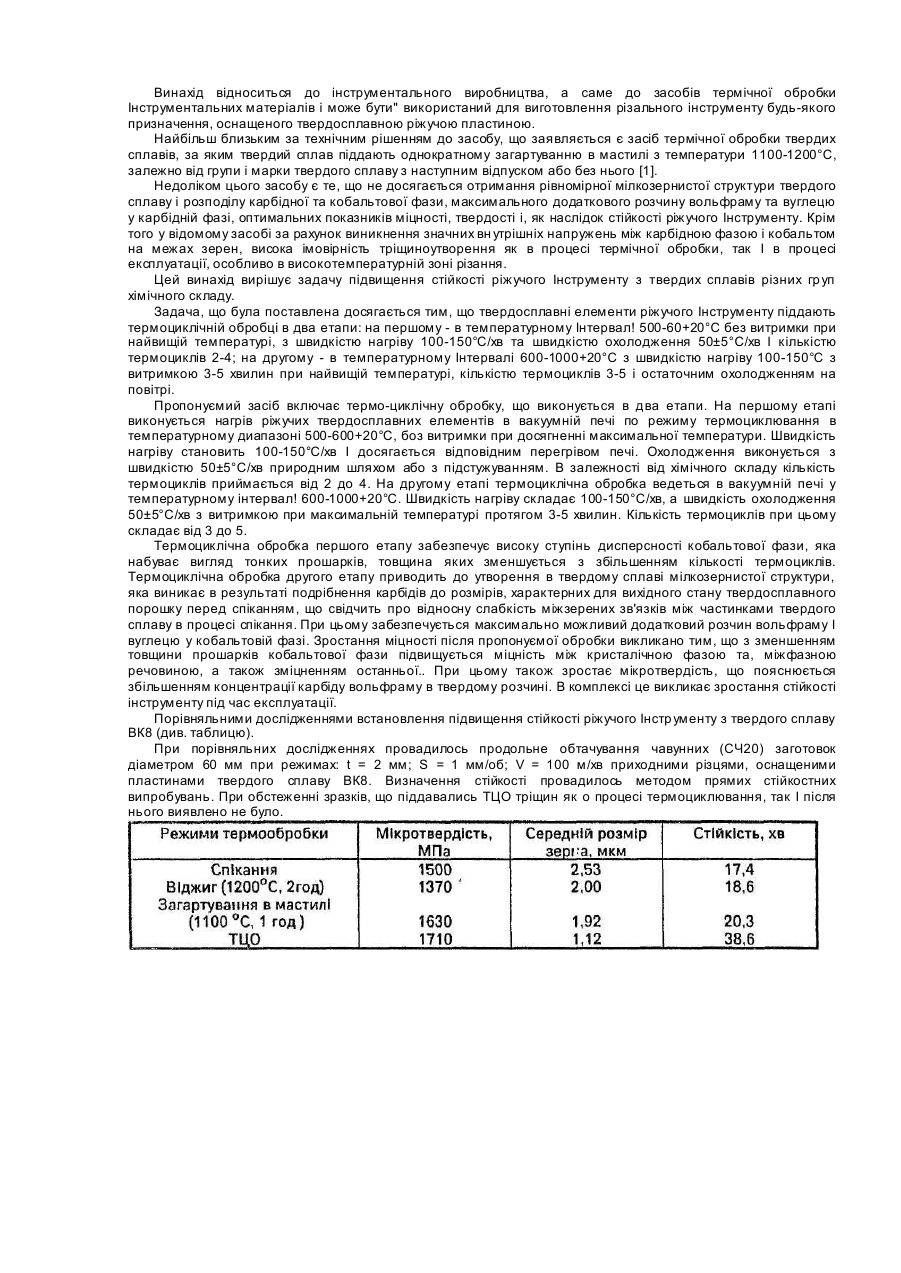
Спосіб термічної обробки твердосплавних елементів ріжучого інструменту, включаючий їх термічну обробку, який відрізняється тим, що твердосплавні елементи піддають термоциклічній обробці в два етапи: в температурному інтервалі 500-600+20°С, без витримки при максимальній температурі, з швидкістю нагріву 100— 150°С/хв та швидкістю охолодження 50± ±5°С/хв i кількістю термоциклів 2-4 i в температурному інтервалі 600-1000+20°С з швидкістю нагріву...
Спосіб зміцнення метастабільних аустенітних сталей
Номер патенту: 61298
Опубліковано: 17.11.2003
Автори: Малінов Володимир Леонідович, Малінов Леонід Соломонович
МПК: C21D 1/02
Мітки: сталей, зміцнення, метастабільних, аустенітних, спосіб
Формула / Реферат:
1. Спосіб зміцнення метастабільних аустенітних сталей, який включає холодну пластичну деформацію і відпуск, який відрізняється тим, що деформацію проводять в два етапи з проміжним і останнім відпусками.2. Спосіб по п.1, який відрізняється тим, що перший етап деформації проводять зі ступенями 20-50 %, а другий - 10-25 %.3. Спосіб по п.1, який відрізняється тим, що проміжний відпуск проводять при 650-750°С з витримуванням до 30...
Спосіб термо-механічної обробки високоміцних бета-титанових сплавів
Номер патенту: 40862
Опубліковано: 15.08.2001
Автори: Матвійчук Юрій Васильович, Марковський Павло Євгенович, Івасишин Орест Михайлович
МПК: C22F 1/18
Мітки: спосіб, високоміцних, сплавів, термо-механічної, бета-титанових, обробки
Формула / Реферат:
Спосіб термомеханічної обробки високоміцних бета-титанових сплавів, який включає: холодну деформацію не менш ніж на 50%, наступне швидке нагрівання, повторення циклу деформації і нагрівання та заключне старіння, який відрізняється тим, що перед першою деформацією сплав піддають попередньому швидкому нагріванню до температур в інтервалі від температури закінчення поліморфного перетворення (Тпп) до Тпп+80°С, кожне нагрівання після деформації...
Спосіб зміцнення інструменту з твердих сплавів
Номер патенту: 12597
Опубліковано: 28.02.1997
Автор: Самотугін Сергій Савелович
МПК: C21D 9/22
Мітки: інструменту, сплавів, спосіб, твердих, зміцнення
Формула / Реферат:
Способ упрочнения инструмента из твердых сплавов, включающий поверхностную обработку высококонцентрированным источником нагрева, отличающийся тем, что нагрев при обработке осуществляют до температуры выше окончания расплавления связующей фазы и ниже на 50°С начала расплавления карбидной фазы.
Попередній патент: Спосіб отримання сперми собак
Наступний патент: Спосіб запобігання утворенню асфальтосмолопарафінових відкладень
Випадковий патент: Гичкозбиральна машина