Спосіб зміцнення інструменту з твердих сплавів
Формула / Реферат
Способ упрочнения инструмента из твердых сплавов, включающий поверхностную обработку высококонцентрированным источником нагрева, отличающийся тем, что нагрев при обработке осуществляют до температуры выше окончания расплавления связующей фазы и ниже на 50°С начала расплавления карбидной фазы.
Текст
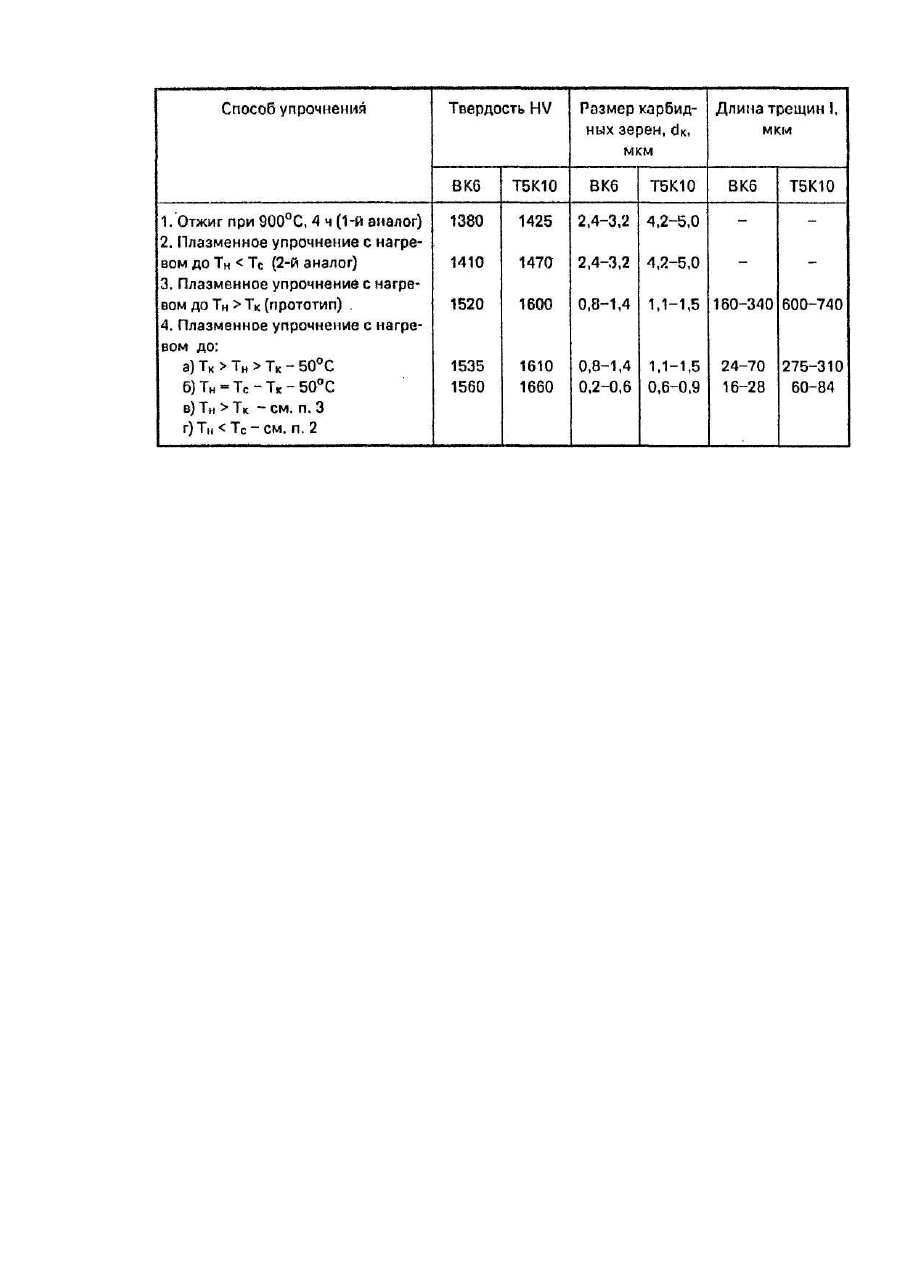
Изобретение относится к области термообработки изделий, в частности к упрочнению режущего, штампового и формообразующего инструмента, выполненного из спеченных твердых сплавов типов ВК (WCC0), TK(WC-TiC-Co) и др. Инструментальные спеченные твердые сплавы состоят из тугоплавкой упрочняющей фазы - карбидов и относительно легкоплавкой связующей фазы. Причинами выхода из строя инструмента, изготовленного из твердых сплавов, являются недостаточно высокая твердость и повышенная .хрупкость, что в значительной мере определяется размером зерна карбидной фазы и физико-механическими свойствами связующей фазы. Наиболее близким техническим решением (прототипом) является способ упрочнения твердосплавного инструмента, включающий обработку ВКИН - лазерным лучом с оплавлением поверхности (Григорьянц А.Г., Сафонов А.Н. Методы поверхностной лазерной обработки. М., Высшая школа, 1987, с. 88). Способ позволяет повысить твердость поверхностного рабочего слоя за счет измельчения и растворения как мелких, так и крупных карбидных зерен. Однако, высокая температура нагрева поверхностного слоя, необходимая для расплавления карбидной фазы, приводит к выгоранию связующей фазы и образованию пор, а также образованию трещин вследствие высоких внутренних напряжений. Следствием этого является снижение работоспособности инструмента. В основу изобретения поставлена задача усовершенствования способа упрочнения инструмента из твердых сплавов, в котором изменение режима обработки позволит обеспечить измельчение карбидной фазы и легирование связующей фазы, и за счет этого повысить твердость и снизить хрупкость рабочей поверхности инструмента. Для решения поставленной задачи в способе упрочнения инструмента из твердых сплавов, включающем обработку ВКИН, в соответствии с изобретением, нагрев рабочей поверхности осуществляют до температуры выше окончания расплавления связующей фазы и ниже на 50°С начала расплавления карбидной фазы. Выбор указанного интервала изменения температуры нагрева при поверхностном упрочнении обусловлен следующим. Концентрированный поверхностный нагрев твердосплавного инструмента с частичным расплавлением (только связующей фазы) способствует интенсивному растворению мелких зерен карбидной фазы и измельчению крупных зерен по механизму контактного растворения периферийных тонкослойных поверхностей карбид-связка. В результате этого в неравновесных условиях сверхбыстрого охлаждения происходит распад образовавшегося пересыщенного твердого раствора карбидов в связке с выделением и насыщением последней мелкодисперсными карбидами. Следствием указанных процессов является повышение твердости упрочненной рабочей поверхности инструмента. Повышение температуры нагрева выше указанного предела (Тк = 50°С, где Тк -температура плавления карбидной фазы) приводит к значительному перегреву, испарению и выгоранию связующей фазы, следствием чего является образование пор и трещин. Снижение температуры нагрева ниже нижнего предела, равного температуре плаоления связки Тс, не способствует растворению и измельчению крупных карбидных зерен и насыщению связки легирующими элементами. Твердость упрочненной поверхности ниже, чем при обработке с нагревом до оптимальных температур. Пример конкретного выполнения. Пластины из твердых сплавов В Кб и Т5К10 в Состоянии поставки подвергались упрочнению по способам-аналогам, способу-прототипу и предлагаемому способу. Поверхностное упрочнение осуществлялось высококонцентрированной плазменной струей с использованием плазмотрона косвенного действия с секционированной межэлектродной вставкой по авт.св. № 1815067. Мо щность плазменной струи - 32 кВТ. Температура нагрева при плазменной обработке в пределах Тн = Тс...Тк (обозначения - см. выше) регулировалась скоростью перемещения плазмотрона в интервале соответсгвенно 20... 8 м/час. Рассмотренные способы упрочнения и их режимы приведены в таблице. На упрочненных пластинах выполнялись замеры твердости по Виккерсу и металлографическими исследованиями на микроскопе иНеофот-21" определялись размеры зерен карбидной фазы d к и длина трещин I. Рез ультаты исследований также приведены в таблице. Испытаниями установлено, что при упрочнении твердых сплавов по предлагаемому способу посредством поверхностной обработки высококонцентрированным источником нагрева при назначении температуры нагрева в предлагаемых пределах обеспечивав гея повышение твердости, измельчение карбидной фазы и снижение хрупкости по сравнению с прототипом.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hardening of work tool from carbide material
Автори англійськоюSamotuhin Serhii Savelovych
Назва патенту російськоюСпособ упрочнения инструмента из твердых сплавов
Автори російськоюСамотугин Сергей Савелович
МПК / Мітки
МПК: C21D 9/22
Мітки: спосіб, сплавів, зміцнення, твердих, інструменту
Код посилання
<a href="https://ua.patents.su/2-12597-sposib-zmicnennya-instrumentu-z-tverdikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення інструменту з твердих сплавів</a>
Спосіб одержання молібден-мідного та вольфрам-мідного сплавів для електродного інструменту
Номер патенту: 12059
Опубліковано: 25.12.1996
Автори: Русанов Олег Миколайович, Май Владислав Кондратович, Скороход Валерій Володимирович, Уварова Ірина Володимирівна, Рак Микола Максимович, Марек Борис Анатолійович, Ландау Тетяна Євгенівна, Тишкова Тетяна Тимофіївна, Радченко Петро Якович, Панічкіна Валентина Вікторівна, Горобец Григорій Олександрович, Сиротюк Михайло Михайлович
МПК: C22C 1/04
Мітки: сплавів, молібден-мідного, спосіб, одержання, електродного, вольфрам-мідного, інструменту
Формула / Реферат:
Способ получения молибден-медного и вольфрам-медного сплавов для электродного инструмента, включающий смешивание порошков, прессование, нагрев выше температуры плавления меди и спекание при этой температуре в восстановительной среде, отличающийся тем, что, с целью упрощения способа, смешиванию подвергают порошки с поверхностями 0,3-0,5 м2/г смешивание проводят до получения удельной поверхности смеси 1,0-1,3 м2/г, а нагрев осуществляют со...
Спосіб зміцнення хромокремневольфрамових сталей

Номер патенту: 4216
Опубліковано: 27.12.1994
Автор: Спектор Юрій Олександрович
МПК: C21D 1/78, C23C 10/10
Мітки: хромокремневольфрамових, сталей, спосіб, зміцнення
Формула / Реферат:
1. Способ упрочнения хромокремневольфрамовых сталей, включающий нагрев под закалку, совмещенный с нитроцементацией, закалку и отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости, нагрев под закалку проводят до 980-1000 °С, а время отпуска назначают в соответствии с требуемой твердостью. 2. Способ по п. 1, отличающийся тем, что закалку проводят в масло.3. Способ по п. 1, отличающийся тем, что закалку...
Спосіб переробки відходів вольфрамо-кобальтових твердих сплавів
Номер патенту: 2624
Опубліковано: 26.12.1994
Автори: Цалюк Раїса Хаімовна, Мартинова Людмила Михайлівна, Мошкун Валентина Федорівна, Павлоцька Елла Григорівна, Бондаренко Володимир Петрович
Мітки: спосіб, сплавів, твердих, вольфрамо-кобальтових, відходів, переробки
Формула / Реферат:
1. Способ переработки отходов вольфрамо-кобальтовых твердых сплавов, включающий предварительное окисление отходов кислородсодержащим газом, окончательную обработку газом до полного окисления, восстановление газообразным восстановителем и карбидизацию в углеродсодержащей среде, отличающийся тем, что предварительное окисление проводят при температуре 900-1100°С в течение 0,5-1,5 часов до создания поверхностного окисленного слоя с последующим...
Спосіб визначення оптимальної температури нагріву під загартування титанових сплавів
Номер патенту: 1306
Опубліковано: 25.03.1994
Автори: Гріднев Віталій Никифорович, Теруков Андрій Вікторович, Марковський Павло Євгенович, Івасишин Орест Михайлович, Ошкадьоров Станіслав Петрович
МПК: C22F 1/18
Мітки: загартування, сплавів, температури, спосіб, визначення, оптимальної, нагріву, титанових
Формула / Реферат:
Способ определения оптимальной температуры нагрева под закалку титановых сплавов, включающий измерение температуры полиморфного превращения закаливаемого сплава и выбор тсмпературы закалки в зависимости от температуры полиморфного превращения и скорости нагрета, отличающийся тем, что, с целью повышения достоверности определения за счет уменьшения разброса свойств, дополнительно определяют сруктурный параметр а, равный средней толщине частин...
Спосіб поверхневого зміцнення
Номер патенту: 11118
Опубліковано: 25.12.1996
Автори: Звягін Олександр Іванович, Гордон Анатолій Михайлович, Самотугін Сергій Савелович, Лещинський Леонід Кимович, Пірч Ігор Іванович, Федоров Едуард Левонович, Бойко Сергій Борисович, Сичьов Михайло Іванович, Тарариков Олексій Миколаєвич
МПК: C21D 1/09
Мітки: спосіб, зміцнення, поверхневого
Формула / Реферат:
(57) Способ поверхностного упрочнения, включающий нагрев высококонцентрированным источником нагрева со сканированием луча в поперечном направлении, отличающийся тем, что при изменении направления движения источника нагрева на шаг, равный ширине зоны термического воздействия, осуществляют дополнительное сканирование луча в продольном направлении.
Попередній патент: Пристрій для встановлення змін жорсткості частин бурильного інструменту
Наступний патент: Зварювальний трансформатор
Випадковий патент: Лікувальний засіб