Спосіб виготовлення гнутих профілей
Номер патенту: 2979
Опубліковано: 26.12.1994
Автори: Здибель Микола Маркович, Марченко Віктор Семенович, Калужський Володимир Борисович
Формула / Реферат
1. Способ изготовления гнутых профилей преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, отличающийся тем, что, с целью снижения трудоемкости при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной на всех переходах и равной ширине горизонтальной стенки готового профиля.
2. Способ по п. 1, отличающийся тем, что величину LB контакта горизонтальной стенки профиля с верхним валком принимают равной
где LH — величина контакта горизонтальной стенки профиля с нижним валком, мм, ai — суммарный угол подгибки в і-й клети, град; S — толщина заготовки, мм.
3. Способ по пп. 1, 2, отличающийся тем, что радиус мест изгиба определяют по зависимости
где К — ширина прямого участка между закруглениями в готовом профиле, мм; Ri — радиус места изгиба в і-й клети, мм.
Текст
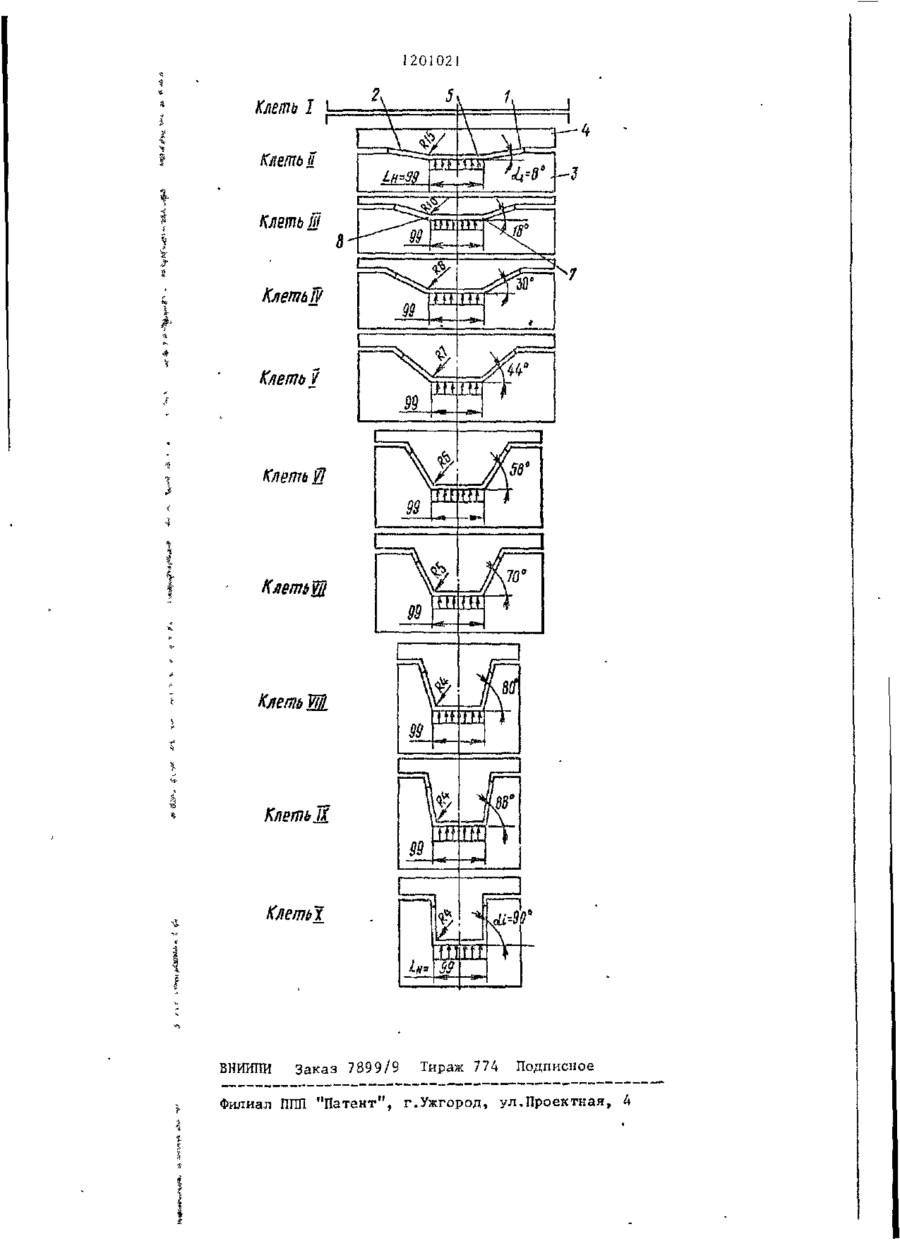
СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН C5D4 В 21 Р 5/06 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИИ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ U 1 ) 3760953/25-27 • ' ' • . - . ' (22) 04.07.84 " . ... (46) 30.12.85. Бюл. № 48 (71) Запорожский металлургический комбинат "Запорожсталь" им.С.Орджоникидзе (72) В.Б.Калужский, Н.М.Здыбель и В.С.Марченко (53) 621.981 .1(088.8) / ' . : . (56) Авторское свидетельство СССР * 845956, кл, В 21 D 5/08, Ї2.П.79. (54)(57) 1.СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ преимущественно швеллерного типа путем многопереходной подгибки в валках боковых стенок профиля, о т л и ч а ю щ и й с я тем, что, с целью снижения., трудоемкости "'• '• при изготовлении одинаковых профилей из различных марок материалов, гибку ведут с сохранением величины контакта горизонтальной стенки профиля с нижним валком постоянной : на всех переходах и равной ширине горизонтальной стенки готового профи- • ля. 2. Способ по п.1, о т л и ч а ющ и и с я тем, что величину L 6 контакта горизонтальной стенки профиля с верхним валком принимают равной - .••••• •. . . * . ' Ц = L H - 2Stg -XJ_, . : , где L H - величина контакта горизон; тальной стенки профиля с нижним валком, мм. с(; - суммарный угол подгибки в і-й клети, град; S - толщина заготовки, мм. 3. Способ по пп.І и 2, о т л и ч а ю щ и й с я тем, что радиус мест изгиба определяют по зависимости ' R: = где К LH - К -.ширина прямого участка между закруглениями в готовом профиле, мм; - радиус места изгиба в і-й клети, мм. — « . -Є*- J (Л 1 1201021 Изобретение относится к обработке металлов давлением, в частности к способам изготовления гнутых профилей проката в валках клетей профилегибочных станов. Цель изобретения - снижение трудоемкости при изготовлении профилей одинаковой конфигурации из различных марок материалов за счет универса]Q лизации валков. На чертеже показана последовательность операций при изготовлении швеллера 100x80x5 согласно предлагаемому способу. j5 L^ = L H - 2-Stg Ц- , где S - толщина заготовки; d, - суммарный угол .подгибки в і-й клети. Так, для клети ІУ L 6 = 99-2*5 х х tg 30/2 = 96,32 мм. Радиус мест 7 и 8 изгиба может быть выбран:постоянной величины, равный радиусу готового профиля, либо радиусу в чистовой клети; переменной величины, назначенный в зависимости от выработки комплекта валков (no практическим данным); переменной величины из выражения Способ осуществляется путем послеl К довательной подгибки боковых стеR. = нок 1 и 2 в валках 3 и 4 клетей 1-Х профилегибочного стана. При этом где К$ - радиус места изгиба в клегибку ведут с сохранением постоянной 20 ти і; на всех переходах величины контакта К - прямой участок между заL H горизонтальной стенки 5 с нижним круглениями в готовом провалком 3 и равной 99 мм с учетом пруфиле. жинения мест 7 и 8 изгиба. Угол подПредлагаемый способ в сравнении с 25 гибки д, боковых стенок 1 и 2 ( приизвестным позволяет сократить колинимают по переходам равным 8, 18, чество валков на профили, имеющие 30, 44, 58, 70, 80, 88, 90°. одинаковую величину основания; уменьВеличину контакта L B горизонтальной шить количество сборок-разборок комстенки 5 профиля с верхни* валком 4 плектов валков; уменьшить количест30 во завалок-вЬЕвалок валков. определяют по зависимости і 20102 Клеть I Клеть і Клетьш Клеть Ж Кпвтьїї Клеть! ВИТ Н ИЩ Заказ 7899/9 Тираж 774 Подписное Филиал П П "Патент", г.Ужгород, ул.Проектная, А П
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing the bent profiles
Автори англійськоюKaluzhskyi Volodymyr Borysovych, Zdybel Mykola Markovych, Marchenko Viktor Semenovych
Назва патенту російськоюСпособ изготовления гнутых профилей
Автори російськоюКалужский Владимир Борисович, Здибель Николай Маркович, Марченко Виктор Семенович
МПК / Мітки
МПК: B21D 5/06
Мітки: профілей, виготовлення, спосіб, гнутих
Код посилання
<a href="https://ua.patents.su/4-2979-sposib-vigotovlennya-gnutikh-profilejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гнутих профілей</a>
Спосіб виготовлення гнутих профілів розставленого перерізу
Номер патенту: 1706
Опубліковано: 25.10.1994
Автор: Докторов Марк Юхимович
МПК: B21D 5/06
Мітки: гнутих, перерізу, виготовлення, спосіб, профілів, розставленого
Формула / Реферат:
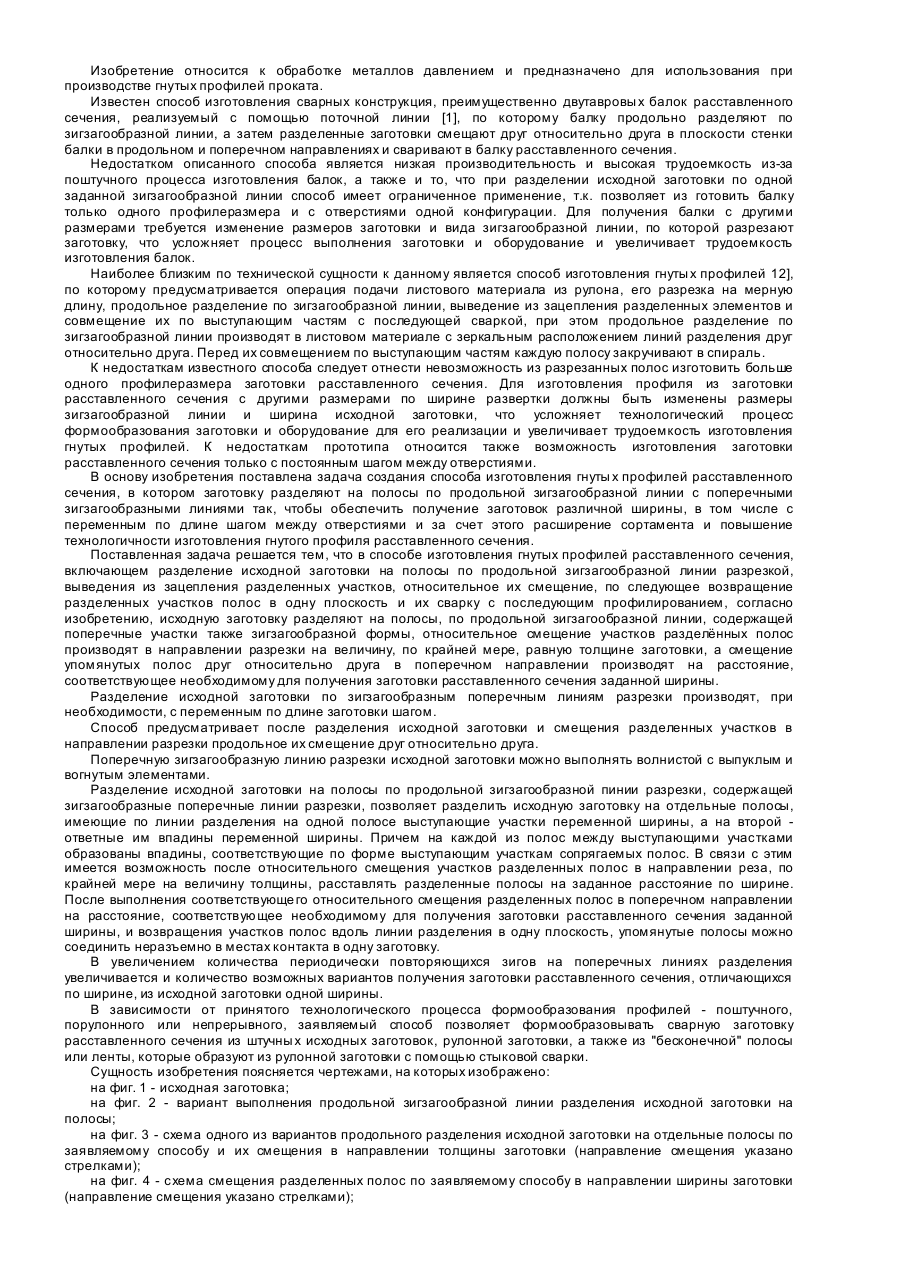
1. Способ изготовления гнутых профилей расставленного сечения, включающий разделение исходной заготовки на полосы по продольной зигзагообразной линии разрезкой, выведение из зацепления разделенных участков, относительное их смещение, последующее возвращение разделенных участков полос в одну плоскость и их сварку с последующим профилированием, отличающийся тем, что исходную заготовку разделяют на полосы по продольной зигзагообразной линии,...
Спосіб прокатки швелерних профілей
Номер патенту: 1143
Опубліковано: 30.12.1993
Автори: Дорожко Іван Кирилович, Мирошниченко Анатолій Васильович, Мних Юрій Вікентійович, Проценко Юрій Юрійович, Кірієнко Анатолій Іванович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович
МПК: B21B 1/08
Мітки: швелерних, спосіб, прокатки, профілей
Формула / Реферат:
1 .Способ прокатки швеллерных профилей, включающий получение заготовки в виде полосового раската с треугольными выступами в местах образования сопряжений полок и стенки профиля и последующую формовку из него элементов профиля с подгибкой полок к поверхности, противоположной треугольным выступам, отличающийся тем, что, с целью повышения качества профиля за счет стабилизации мест гиба, перед формовкой полок и стенки на полосовом раскате у...
Пристрій для закріплення віконних профілей
Номер патенту: 1083
Опубліковано: 30.12.1993
Автор: Оліферовський Петро Васильович
МПК: E04F 21/00
Мітки: профілей, пристрій, віконних, закріплення
Формула / Реферат:
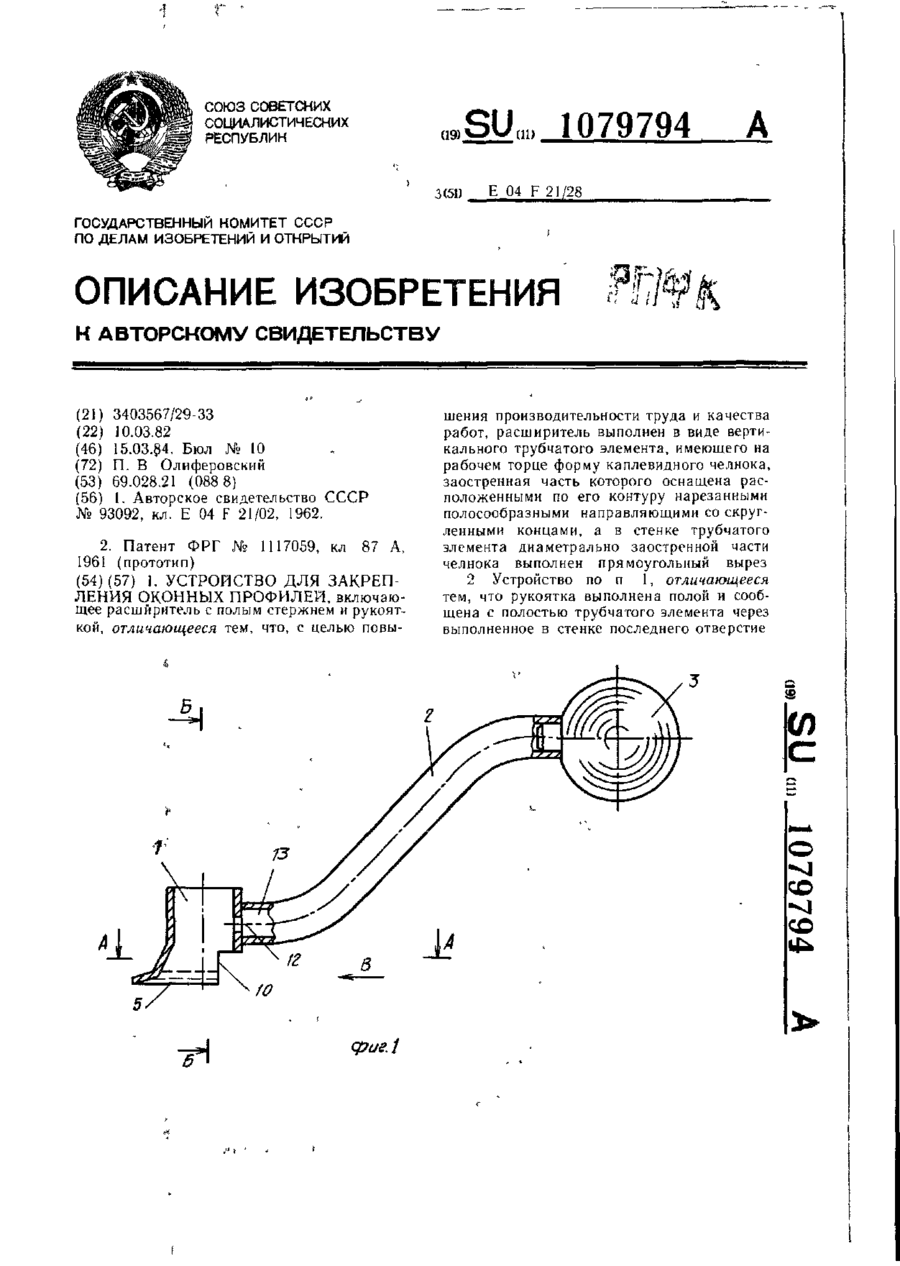
(57) 1. УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ОКОННЫХ ПРОФИЛЕЙ, включающее расширитель с полым стержнем и рукояткой, отличающееся тем, что, с целью повышения производительности труда и качества работ, расширитель выполнен в виде вертикального трубчатого элемента, имеющего на рабочем торце форму каплевидного челнока, заостренная часть которого оснащена расположенными по его контуру нарезанными полосообразными направляющими со скругленными концами, а в...
Спосіб правки профілей
Номер патенту: 2672
Опубліковано: 26.12.1994
Автори: Андре Фаессель, Раймон Ів Дерош, Ів Бурдон
МПК: B21D 3/00
Мітки: правки, профілей, спосіб
Формула / Реферат:
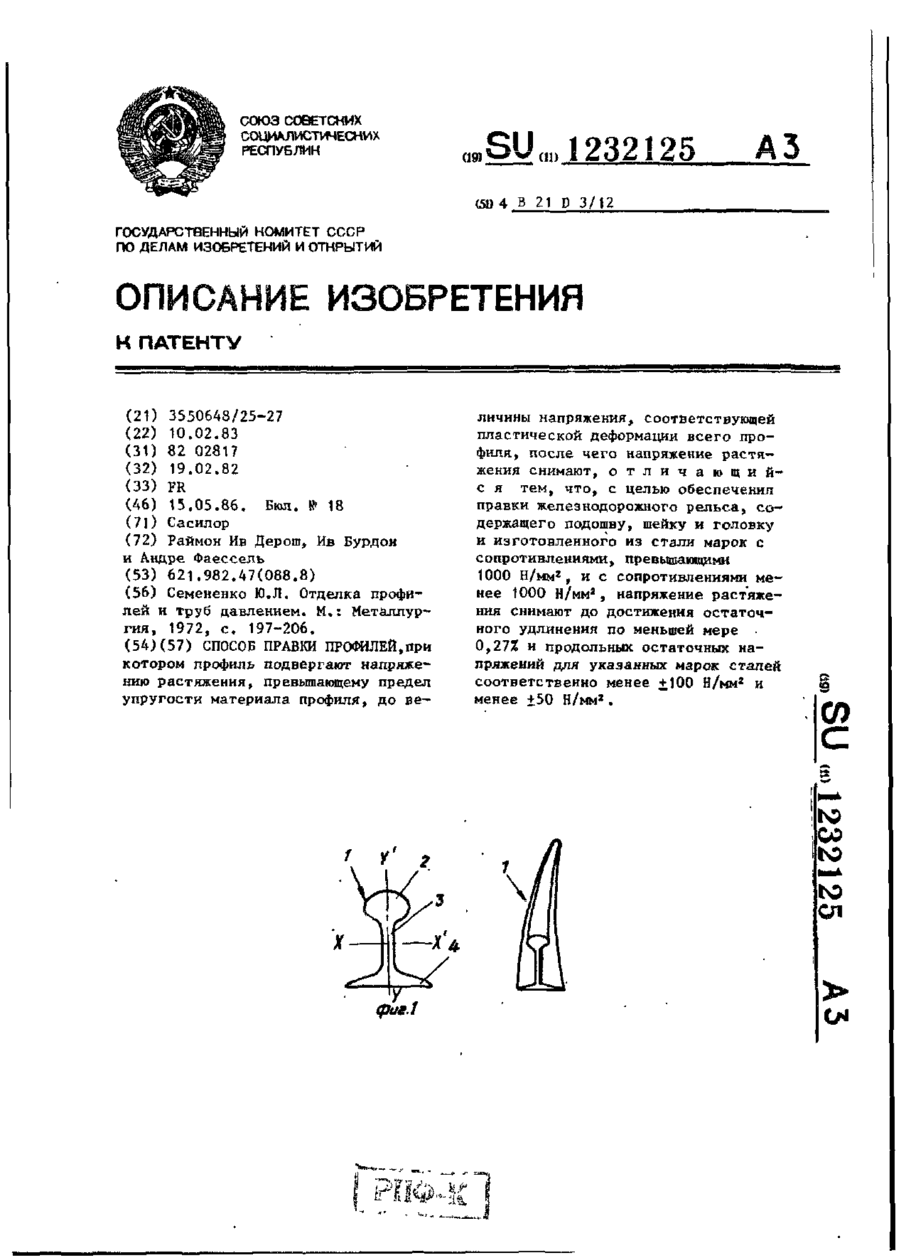
Способ правки профилей, при котором профиль подвергают напряжению растяжения, превышающему предел упругости материала профиля, до величины напряжения, соответствующей пластической деформации всего профиля, после чего напряжение растяжения снимают, отличающийся тем, что, с целью обеспечения правки железнодорожного рельса, содержащего подошву, шейку и головку и изготовленного из стали марок с сопротивлениями, превышающими 1000Н/мм, и с...
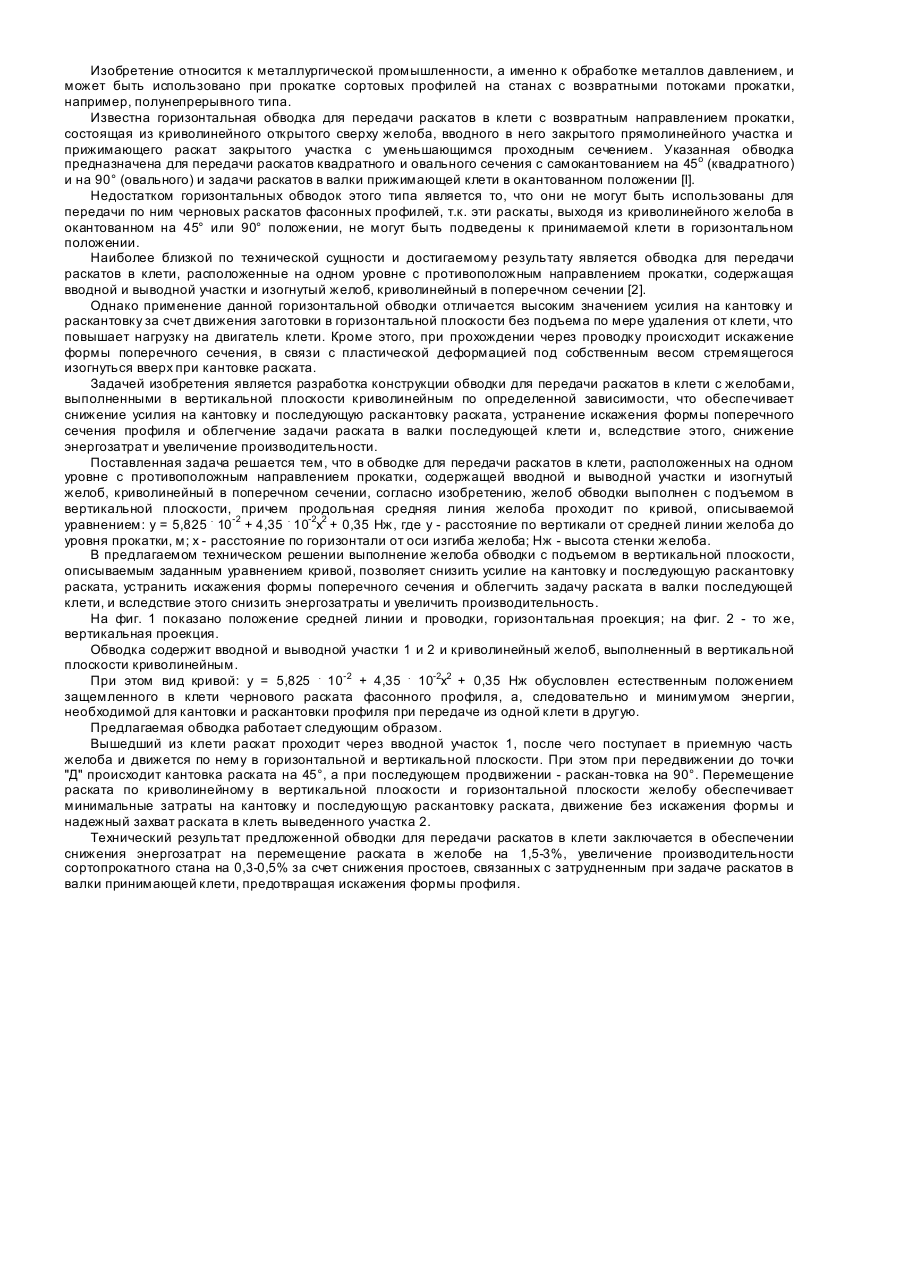
Обводка для передавання раскатов в кліті
Номер патенту: 1354
Опубліковано: 25.03.1994
Автори: Локтіонов Петро Якович, Чічкан Артур Олексійович, Проценко Юрій Юрійович, Дорожко Іван Кирилович, Чудновець Олександр Миколайович, Луцький Михайло Борисович, Луценко Віктор Олександрович, Величко Павло Михайлович, Луцький Борис Хананович
МПК: B21B 39/14
Мітки: кліті, обводка, раскатов, передавання
Формула / Реферат:
Обводка для передачи раскатов в клети, расположенных на одном уровне с противоположным направлением прокатки, содержащая вводной и выводной участки и изогнутый желоб, криволинейный в поперечном сечении, отличающаяся тем, что желоб обводки выполнен с подъемом в вертикальной плоскости, причем продольная средняя линия желоба проходит по кривой, описываемой уравнением у = 5,825 . 10-2 +4,35 . 10-2x2 +0,35 Нж, где у - расстояние по вертикали от...
Попередній патент: З’єднувальна головка для пневматичної гальмівної системи транспортних засобів
Наступний патент: Реактор для виробництва сажі
Випадковий патент: Вузол модуляції імпульсного стабілізатора