Спосіб гарячої прокатки труб з відцентроволитої порожнистої заготовки
Номер патенту: 20794
Опубліковано: 07.10.1997
Автори: Сапогова Алла Євгенівна, Данилова Олена Валентинівна, Большаков Володимир Іванович, Пахомов Геннадій Євдокимович, Крихта Валерій Петрович, Гутников Семен Піменович
Формула / Реферат
Способ горячей прокатки труб из центробежнолитой полой заготовки, включающий нагрев заготовки, прокатку и раскатку, отличающийся тем, что раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с.
Текст
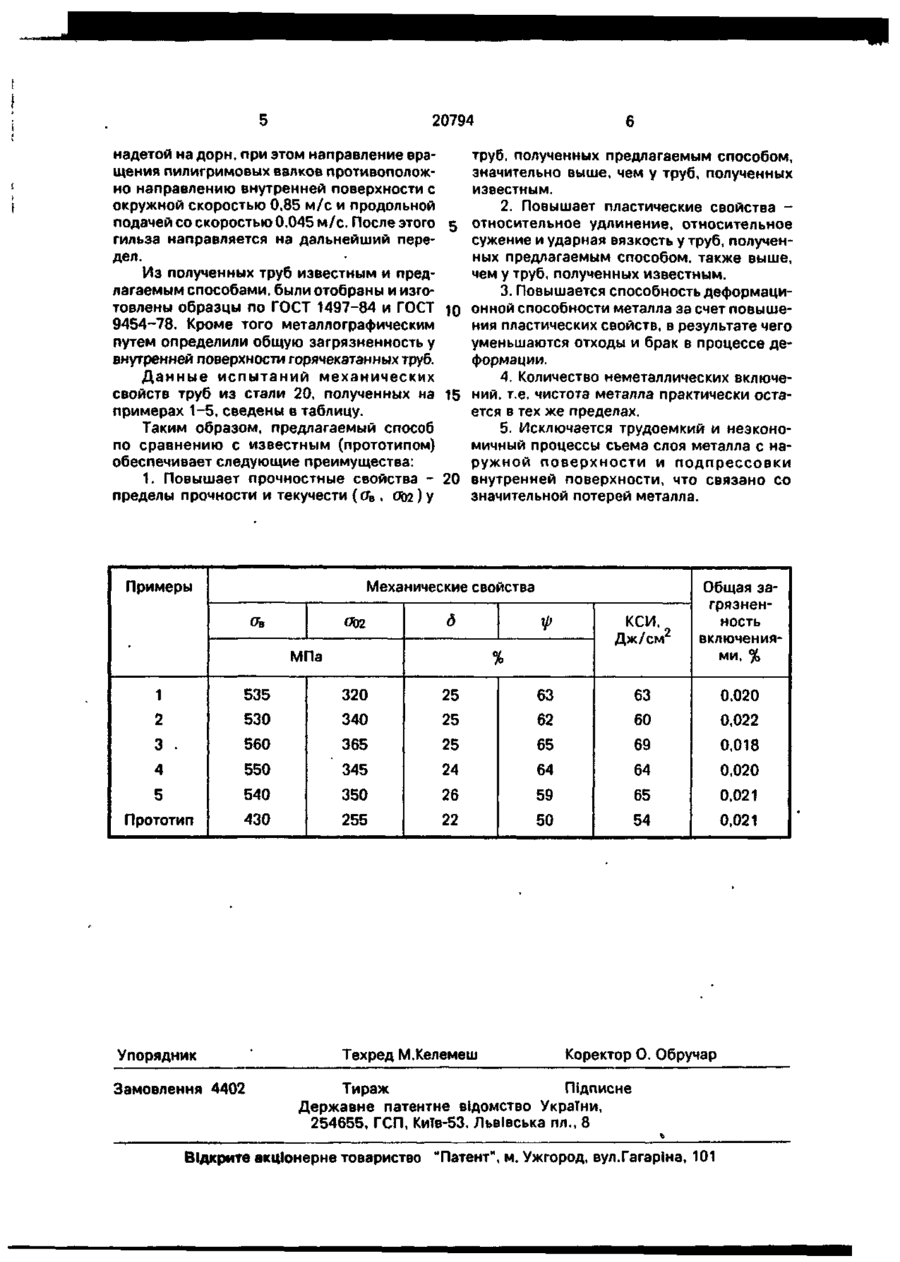
Способ горячей прокатки труб из центробежнолитой полой заготовки, включающий нагрев заготовки, прокатку и раскатку, о т л и ч а ю щ и й с я тем, что раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с. С > Изобретение относится к области прокатного производства и может быть использовано при изготовлении горячекатаных труб из центробежнолитых заготовок на пилиграмовых станах преимущественно из углеродистых и низколегированных марок стали с повышенными прочностными и лопастическими свойствами. Известен способ продольной прокатки труб [Авт.св. СССР №1329848, опублик. 1987], включающий деформацию гильзы в ручьевом калибре на оправке, отличающейся тем, что, с целью снижения поперечной разностейности труб, деформацию осуществляют в калибре со смещенными плоскостями разъема ручьями на величину, не более, чем разность радиуса калибра и половины его высоты. Недостатком этого способа является то, что при прошивке литого металла (слитка) из-за низких механических свойств коэффициент вытяжки находится в пределах 1,5 2,5, в результате чего гильза формируется толстостенной и сравнительно малой длины, что вызывает трудности при последующем переделе, кроме того расходуется значительное количество энергии на реализации этой операции. Наиболее близким по технической сущности к заявляемому способу получения труб преимущественно из центробежнолитой заготовки [Авт св. СССР № 1738408, кл. В 21 С 23/00]. Известный способ включает отливку полой заготовки, механическую обработку ее наружной поверхности и прессование из нее трубы, отличающейся тем, что с целью повышения производительности за счет снижения трудоемкости процесса обработки внутренней поверхности осуществляется предпрессовкой заготовки до размера внутреннего диаметра а*Вн, не превышающего 20 мм, и последующей ее прошивкой, при этом 20794 величина внутреннего диаметра dBH литой заготовки определяется из зависимости где D3 - наружный диаметр обточенной заготовки; Li - минимальная допустимая длина сплошной заготовки для получения трубы; 12 ~ максимальная длина заготовки ее . прошивки; Ок - диаметр контейнера прошивного пресса. Недостатками этого способа является механическая обработка ее наружной по- 15 верхности, а обработка внутренней поверхности осуществлялась подпрессовкой, что приведет к напряженному состоянию металла с всесторонним неравномерным сжатием. Кроме того, подпрессовка связана с 20 дополнительной значительной потерей металла. Указанные недостатки обусловлены тем, что с механической обработкой наружной и подпрессовкой внутренней поверхности снимается слой металла, что ведет к дополнительным значительным потерям. Кроме того, при подпрессовке внутренней поверхности нарушается целостность сцеп30 ления, что приводит к дополнительным напряжениям, которые могут привести к дефектам в процессе горячего деформирования. В основу изобретения поставлена зада- «_ ча усовершенствования способа горячей прокатки труб из центробежнолитой полой заготовки, в котором за счет режима раскатки внутренней поверхности труб обеспечивается устранение напряженного состояния 40 металла заготовки перед прокаткой и за счет этого повышаются прочностные и пластические свойства катанных труб, а за счет устранения операций механической обработки и подпрессовки снижается расход металла. .^ Поставленная задача решается так, что в способе горячей прокатки труб из центробежнолитой полой заготовки, включающей нагрев заготовок, прокатку и раскатку внутренней поверхности, согласно изобрете- -« нию, раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с. Заявителем не обнаружено решений, в __ которых устраняется напряженное состояние металла заготовки перед прокатом, создавались условия для повышения механических свойств за счет деформационного воздействия в процессе раскатки и про ведена экономия металла за счет устранения операций механической обработки и подпрессовки. Существенная новизна предлагаемого способа состоит в том, что благодаря нагреву заготовок перед прокатом происходит окисление поверхностей заготовок с образованием слоя окалины, которая в процессе кантовки и скалывания опадает, обнажая металл, после чего происходит очередное окисление. Этот процесс повторяется до конца нагрева заготовок и выдаче их из печи. В результате вместе с окалиной с поверхностей удаляются остатки песчаного теплоизоляционного покрытия, экзогенные неметаллические включения и другие дефекты, образование которых обусловлено центробежнолитым способом производства заготовок. После нагрева заготовки выдаются на отводящий рольганг и подаются на элонгатор, где происходит раскат по внутренней поверхности с окружной скоростью вращения 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с до получения гильзы с внутренним диаметром, превышающим диаметр дорна 8-18 мм. Производство бесшовных горячекатанных труб размером 219x10 мм из стали 20 с химическим составом по ГОСТ 1050-88 осуществляется следующим образом. Центробежнолитые полые заготовки из стали 20 размерами: наружный диаметр 360 мм, внутренний диаметр - 160 мм, длина - 1900 мм, загружаются в нагревательную методическую печь, где они подвергаются нагреву в трех зонах, где образуется и скалывается окалина в результате многочисленной кантовки через боковые окна печи. Очищается наружная и внутренняя поверхность от остатков песчаного теплоизоляционного покрытия, экзогенных и других неметаллических включений и других дефектов. После нагрева заготовки выдаются на отводящий рольганг, подаются с температурой 1220-1260°С на элонгатор, где, попадая на косо расположенные валки, которые сообщают заготовке вращение с окружной скоростью по внутренней поверхности 0,70 м/с и поступательное движение со скоростью 0,035 м/с, деформируются между валками и оправкой. По окончании раскатки уже гильза попадает на задний приемный сток стана, сходит со стержня и направляется для дальнейшей прокатки на пилигримовые станы. Предварительно смазанный дорн вводится внутрь гильзы и вместе с ней задается подающим аппаратом в валки пилигримового стана. Валки захватывают участок гильзы 20794 надетой на дорн, при этом направление вратруб, полученных предлагаемым способом, щения пилигримовых валков противоположзначительно выше, чем у труб, полученных но направлению внутренней поверхности с известным. окружной скоростью 0,85 м/с и продольной 2. Повышает пластические свойства подачей со скоростью 0,045 м/с. После этого относительное удлинение, относительное гильза направляется на дальнейший пересужение и ударная вязкость у труб, получендел. ных предлагаемым способом, также выше, Из полученных труб известным и предчем у труб, полученных известным. лагаемым способами, были отобраны и изго3. Повышается способность деформацитовлены образцы по ГОСТ 1497-84 и ГОСТ онной способности металла за счет повыше9454-78. Кроме того металлографическим ния пластических свойств, в результате чего путем определили общую загрязненность у уменьшаются отходы и брак в процессе девнутренней поверхности горячекатанных труб. формации. Данные испытаний механических 4. Количество неметаллических включесвойств труб из стали 20, полученных на 15 ний, т.е. чистота металла практически остапримерах 1-5, сведены в таблицу. ется в тех же пределах. Таким образом, предлагаемый способ 5. Исключается трудоемкий и неэконопо сравнению с известным (прототипом) мичный процессы съема слоя металла с наобеспечивает следующие преимущества: ружной поверхности и подпрессовки 1. Повышает прочностные свойства - 20 внутренней поверхности, что связано со значительной потерей металла. пределы прочности и текучести (а в . ОЬ2) у Примеры Механические свойства д КСИ, Дж/см 2 % МПа Общая загрязненность включениями, % 1 535 320 25 63 63 0,020 2 530 340 25 62 60 0,022 3 . 560 365 25 65 69 0,018 4 550 345 24 64 64 0,020 5 540 350 26 59 65 0,021 Прототип 430 255 22 50 54 0,021 Упорядник Замовлення 4402 Техред М.Келемеш Коректор О. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Автори англійськоюBolshakov Volodymyr Ivanovych, Krykhta Valerii Petrovych, Sapohova Alla Yevhenivna, Danylova Olena Valentynivna
Автори російськоюБольшаков Владимир Иванович, Крихта Валерий Петрович, Сапогова Алла Евгеньевна, Данилова Елена Валентиновна
МПК / Мітки
МПК: B21B 23/00
Мітки: заготовки, гарячої, спосіб, порожнистої, прокатки, відцентроволитої, труб
Код посилання
<a href="https://ua.patents.su/4-20794-sposib-garyacho-prokatki-trub-z-vidcentrovolito-porozhnisto-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячої прокатки труб з відцентроволитої порожнистої заготовки</a>
Спосіб гарячої прокатки
Номер патенту: 7895
Опубліковано: 26.12.1995
Автори: Столба Володимір Анатолійович, Кукуй Давид Пенхусович, Левицький Анатолій Петрович, Корінь Андрій Олександрович, Абалешев Валерій Олександрович, Губайдулін Вячеслав Фуатович, Шум Валентин Борисович
МПК: B21B 1/02
Мітки: гарячої, прокатки, спосіб
Формула / Реферат:
Способ горячей прокатки, включающий нагрев заготовки, деформацию в несколько проходов, подстуживание поверхности проката и последующую прокатку в несколько проходов, отличающийся тем, что, с целью повышения качества поверхности проката путем удаления плен, подстуживание производят на 2-10% температуры раската в предыдущем проходе, последующую прокатку осуществляют с коэффициентом трения 0,8-0,95 коэффициента трения раската в предыдущем...
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Фролов Віктор Пилипович, Сєніна Тетяна Володимирівна, Курін Вадим Юлійович, Першин Володимир Олександрович
МПК: B21B 21/00
Мітки: спосіб, прокатки, пільгерної, труб, холодної
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Спосіб гарячої прокатки штаб
Номер патенту: 17820
Опубліковано: 03.06.1997
Автори: Клочков Володимир Васильович, Піховкін Микола Миколайович, Васильєв Олександр Геннадійович, Качан Олександр Михайлович, Фішкін Ісаак Борисович, Путнокі Олександр Юліусович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Пінчук Віталій Іосифович, Мовшович Вілорд Соломонович, Лівшиц Леонід Аркадійович, Тилик Василь Трохимович
МПК: B21B 1/22
Мітки: спосіб, прокатки, штаб, гарячої
Формула / Реферат:
Способ горячей прокатки полос, включающий прокатку полос с натяжением в непрерывной чистовой группе клетей НШПС с дополнительным обжатием участков концов в зависимости от толщины готовой полосы за счет перемещения нажимных винтов клетей и уменьшения зазора между рабочими валками, отличающийся тем, что дополнительное обжатие в клетях выполняют в соответствии с выражением DSI=m[0,05(6-h)+0,1 (6-n)].начало установки нажимных винтов...
Спосіб прокатки труб на пільгерному стані з рухомою кліттю
Номер патенту: 12725
Опубліковано: 28.02.1997
Автори: Вольфович Георгій Вольфович, Кириченко Віктор Васильович, Вольфович Валерій Вольфович, Гамерштейн Володимир Аронович, Бондаренко Анатолій Петрович, Макаркін Ніколай Стєпановіч, Попов Марат Васильович, Фельдман Олександр Ісакович
МПК: B21B 21/00
Мітки: прокатки, пільгерному, рухомою, труб, стані, спосіб, кліттю
Формула / Реферат:
(57) Способ прокатки труб на пильгерном стане с подвижной клетью, включающий порционную подачу металла заготовки патроном подачи в валки, имеющие зоны редуцирования, обжатия и калибровки, деформацию ее на неподвижной оправке уменьшающегося сечения, извлечение оправки при остановленных валках при подходе патрона в крайнее его положение, отличающийся тем, что перед извлечением оправки порцию металла, поданную при подходе патрона в крайнее...
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Гончар Володимир Павлович, Куцін Володимир Семенович, Павленко Владислав Максимович, Ксаверчук Леонід Петрович, Соболенко Олександр Вікторович, Сапригін Хразален Михайлович, Босий Андрій Володимирович, Клепанда Володимир Вікторович
МПК: B21C 37/08, B21C 37/06
Мітки: виготовлення, спосіб, заготовки, прямошовних, зварних, серпоподібної, труб
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
Попередній патент: Пристрій для капілярної дефектоскопії
Наступний патент: Вентиль
Випадковий патент: Труба будівельного риштування для конструктивної системи будівельного риштування і елемент будівельного риштування