Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом
Формула / Реферат
1. Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, що має тіло, виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольованого виробу, основу, бічні грані і розміщену під кутом до основи зразка похилу грань з відбивачем у вигляді плоскодонного отвору, який відрізняється тим, що тіло зразка виготовлене як півциліндр, радіус кривизни якого відповідає радіусу кривизни контрольованого виробу, і в тілі зразка, з боку основи по один бік від вертикальної осьової площини півциліндра, виконано ряд послідовно розташованих похилих граней, на кожній з яких виконаний щонайменше один відбивач як плоскодонний отвір, причому похилі грані з відбивачами нахилені до основи зразка під кутами, послідовність значень яких утворює арифметичну прогресію.
2. Стандартний зразок за п. 1, який відрізняється тим, що в тілі зразка виготовлено додатковий ряд послідовно розташованих похилих граней з відбивачами, які розміщені по інший бік від вертикальної осьової площини півциліндра щодо наявного ряду похилих граней з відбивачами, причому в поперечних перерізах відносно осі півциліндра похилі грані цих рядів утворюють пари, кут між якими дорівнює 90°, при цьому осі плоскодонних отворів для кожної пари похилих граней розміщені в одному поперечному перпендикулярному основі перерізі і перетинаються в точці на циліндричній поверхні зразка, а донні поверхні плоскодонних отворів розміщені на однаковій відстані від цієї точки.
3. Стандартний зразок за пп. 1 або 2, який відрізняється тим, що на кожній похилій грані послідовно розташовані три відбивачі як плоскодонні отвори, причому глибина кожного наступного отвору відрізняється від глибини попереднього на одну і ту ж постійну величину.
4. Стандартний зразок за кожним з пп. 1-3, який відрізняється тим, що він має додаткову похилу грань з відбивачами, яка розміщена під кутом до основи зразка з боку однієї з його бічних граней, і в цій бічній грані, по інший бік від вертикальної осьової площини півциліндра щодо зазначеної додаткової похилої грані, виконано ряд бічних циліндричних отворів, причому глибина розташування кожного наступного отвору від циліндричної поверхні в радіальному напрямку відрізняється від глибини попереднього отвору на одну і ту ж постійну величину.
5. Стандартний зразок за п. 4, який відрізняється тим, що в бічній грані з бічними циліндричними отворами виготовлено групу коаксіальних циліндричних отворів.
6. Стандартний зразок за кожним з пп. 2-5, який відрізняється тим, що на циліндричній поверхні зразка нанесені поперечні риски, які розміщені по лінії її перетину з кожною площиною, що проходить через осі плоскодонних отворів, які на кожній парі похилих граней з відбивачами розміщені один напроти одного.
7. Стандартний зразок за кожним з пп. 2-6, який відрізняється тим, що на циліндричній поверхні зразка нанесені поздовжні риски, які паралельні твірній циліндричної поверхні і проходять через точки перетину осей плоскодонних отворів, які на кожній парі похилих граней з відбивачами розміщені один напроти одного.
8. Стандартний зразок за кожним з пп. 1-7, який відрізняється тим, що він містить напрямну для ультразвукового перетворювача, яка встановлена на циліндричній поверхні зразка з можливістю її фіксування в заданому положенні.
Текст
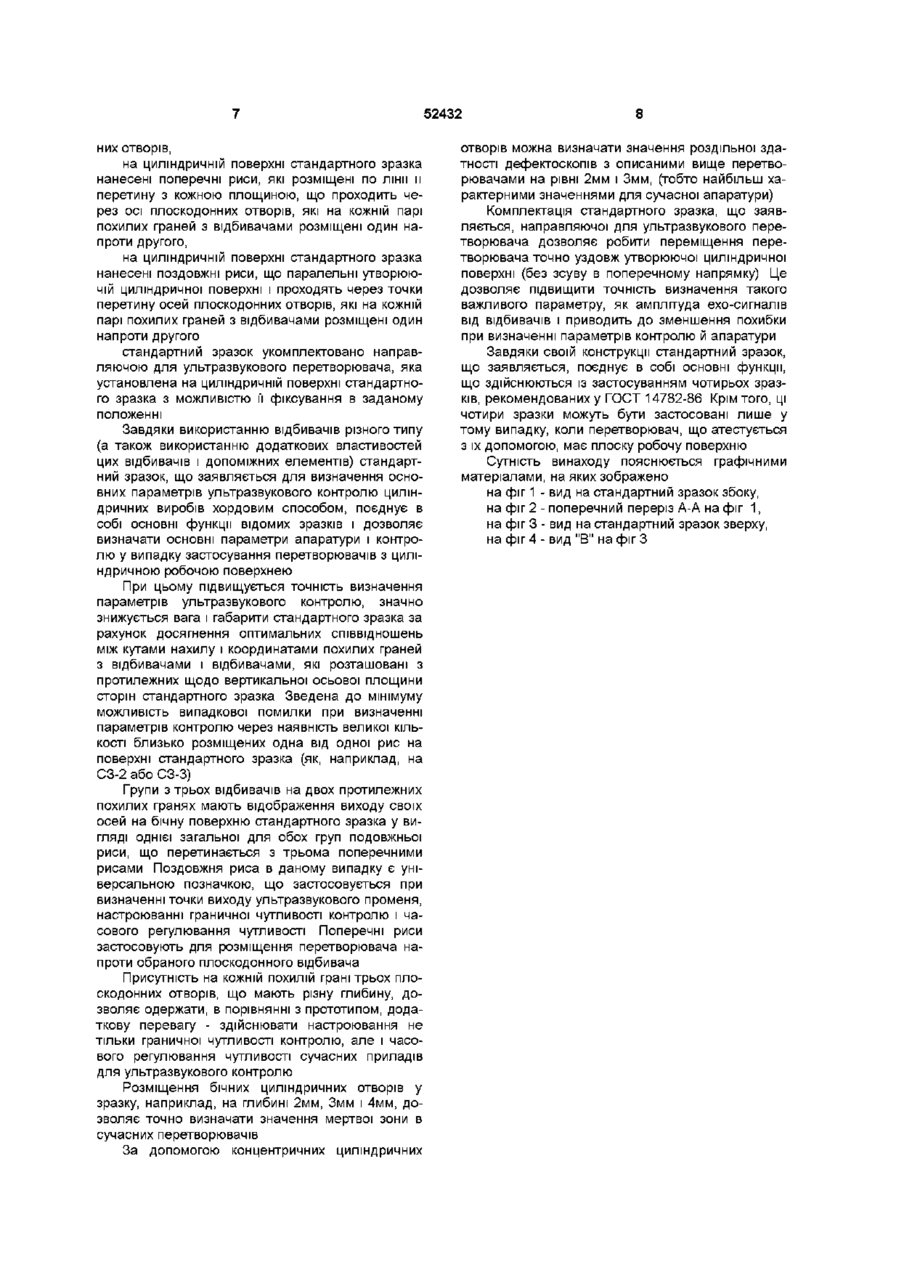
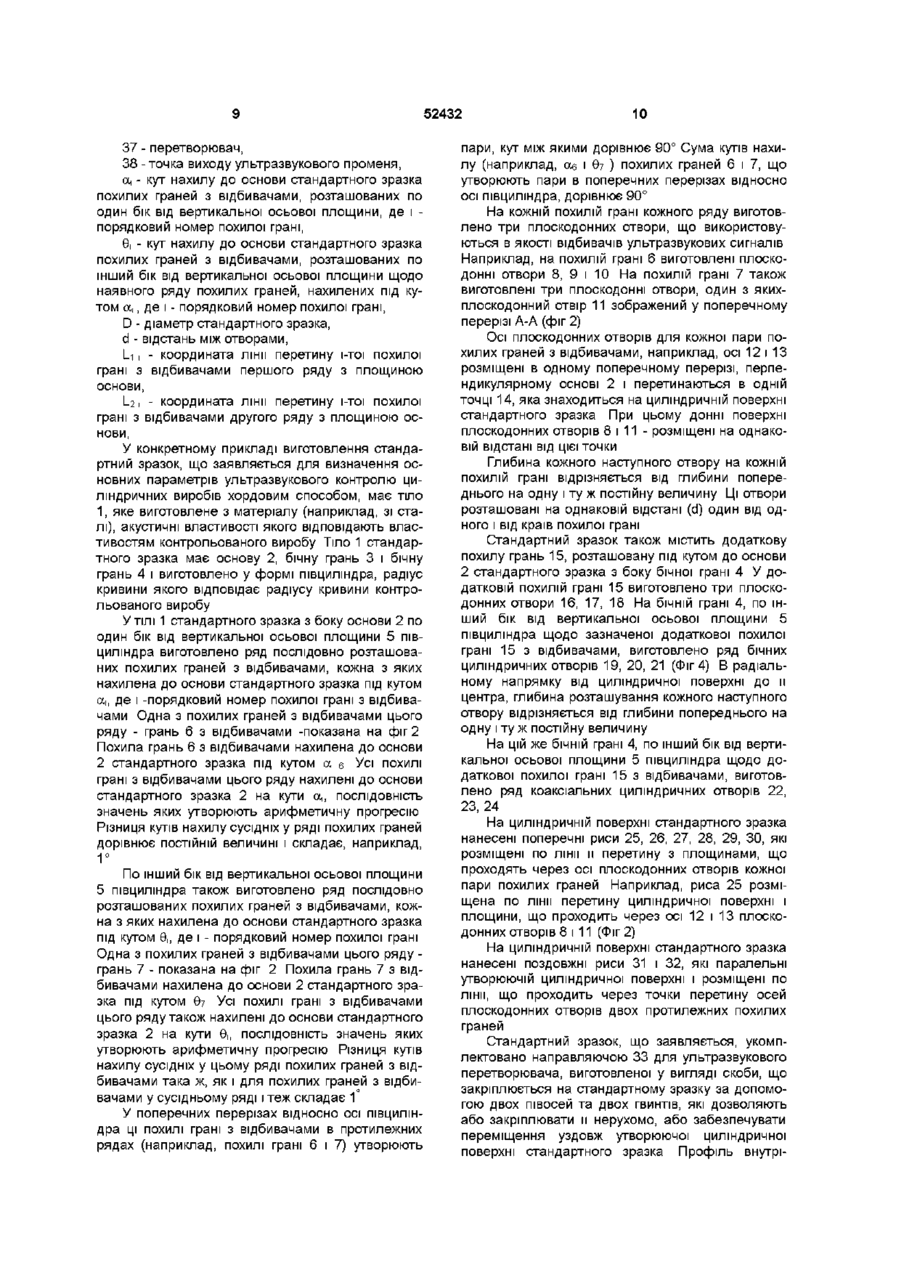
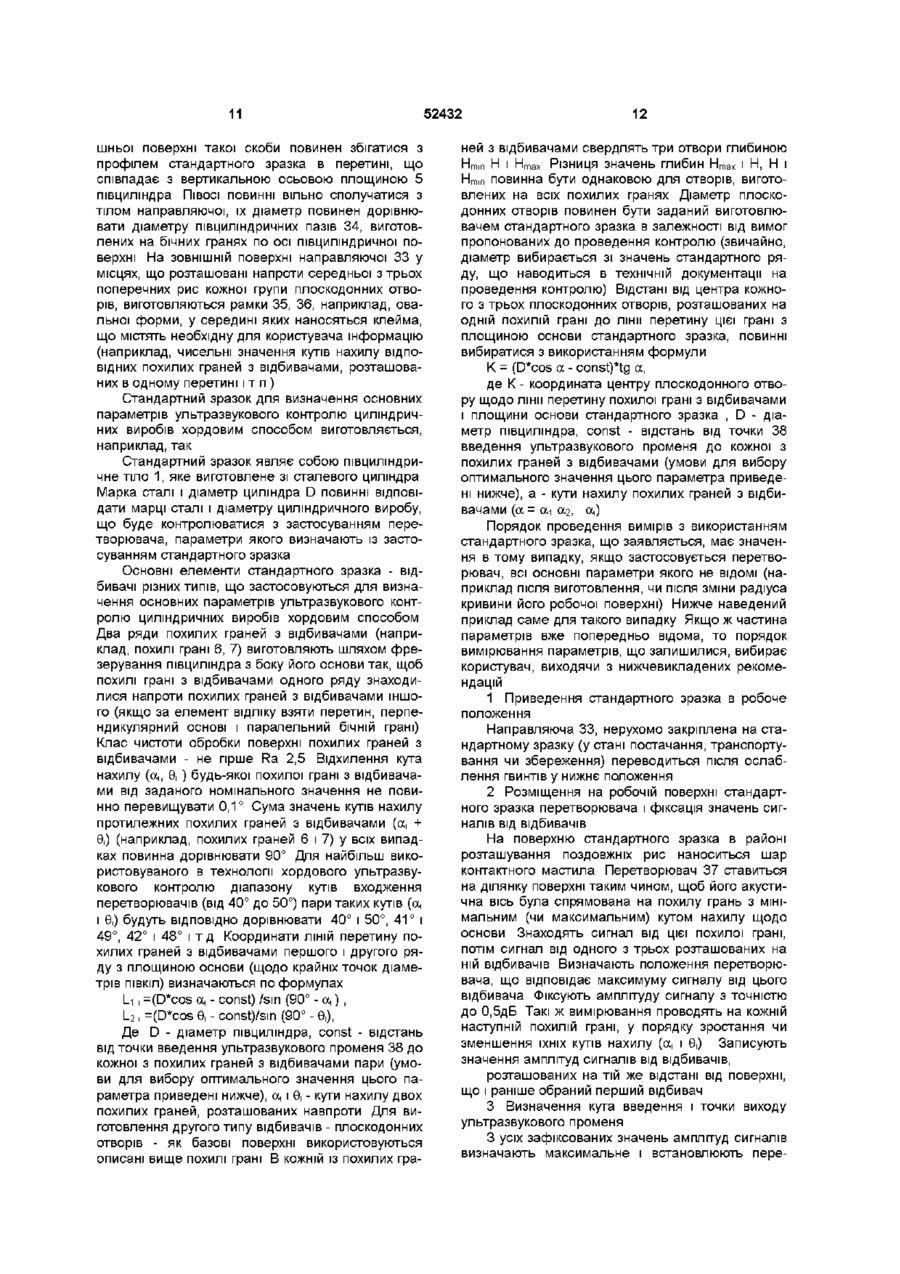
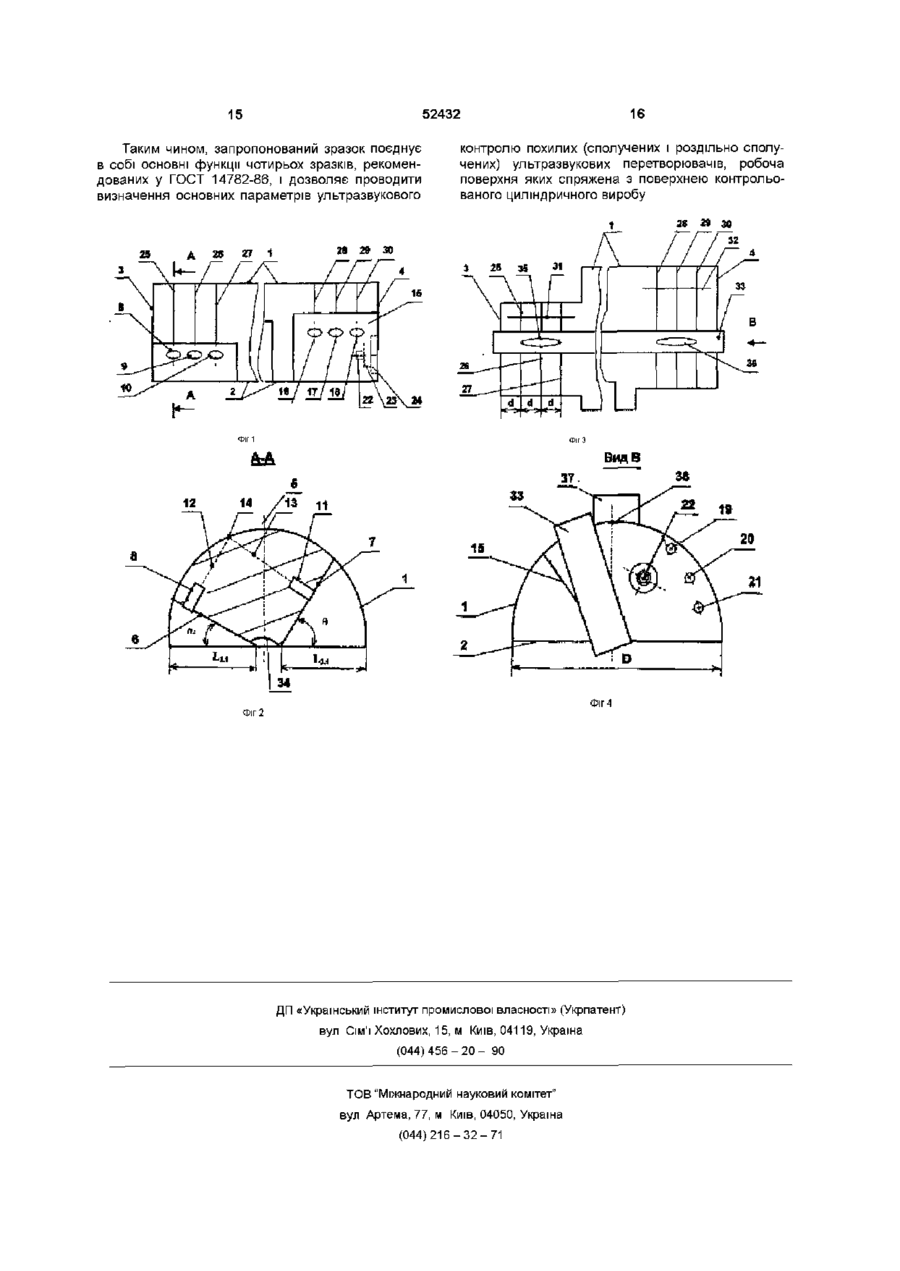
1 Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, що має тіло, виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольованого виробу, основу, бічні грані і розміщену під кутом до основи зразка похилу грань з відбивачем у вигляді плоскодонного отвору, який відрізняється тим, що тіло зразка виготовлене як півциліндр, радіус кривизни якого відповідає радіусу кривизни контрольованого виробу, і в ТІЛІ зразка, з боку основи по один бік від вертикальної осьової площини півциліндра, виконано ряд послідовно розташованих похилих граней, на кожній з яких виконаний щонайменше один відбивач як плоскодонний отвір, причому похилі грані з відбивачами нахилені до основи зразка під кутами, ПОСЛІДОВНІСТЬ значень яких утворює арифметичну прогресію 2 Стандартний зразок за п 1, який відрізняється тим, що в ТІЛІ зразка виготовлено додатковий ряд послідовно розташованих похилих граней з відбивачами, які розміщені по інший бік від вертикальної осьової площини півциліндра щодо наявного ряду похилих граней з відбивачами, причому в поперечних перерізах відносно осі півциліндра похилі грані цих рядів утворюють пари, кут між якими дорівнює 90°, при цьому осі плоскодонних отворів для кожної пари похилих граней розміщені в одному поперечному перпендикулярному основі перерізі і перетинаються в точці на циліндричній поверхні зразка, а донні поверхні плоскодонних отворів розміщені на однаковій відстані від цієї точки 3 Стандартний відрізняється тим, що на кожній похилій грані послідовно розташовані три відбивачі як плоскодонні отвори, причому глибина кожного наступного отвору відрізняється від глибини попереднього на одну і ту ж постійну величину 4 Стандартний зразок за кожним з пп 1 - 3, який відрізняється тим, що він має додаткову похилу грань з відбивачами, яка розміщена під кутом до основи зразка з боку однієї з його бічних граней, і в цій бічній грані, по інший бік від вертикальної осьової площини півциліндра щодо зазначеної додаткової похилої грані, виконано ряд бічних циліндричних отворів, причому глибина розташування кожного наступного отвору від циліндричної поверхні в радіальному напрямку відрізняється від глибини попереднього отвору на одну і ту ж постійну величину 5 Стандартний зразок за п 4, який відрізняється тим, що в бічній грані з бічними циліндричними отворами виготовлено групу коаксіальних циліндричних отворів 6 Стандартний зразок за кожним з пп 2 - 5, який відрізняється тим, що на циліндричній поверхні зразка нанесені поперечні риски, які розміщені по лінії и перетину з кожною площиною, що проходить через осі плоскодонних отворів, які на кожній парі похилих граней з відбивачами розміщені один напроти одного 7 Стандартний зразок за кожним з пп 2 - 6, який відрізняється тим, що на циліндричній поверхні зразка нанесені поздовжні риски, які паралельні твірній циліндричної поверхні і проходять через точки перетину осей плоскодонних отворів, які на кожній парі похилих граней з відбивачами розміщені один напроти одного 8 Стандартний зразок за кожним з пп 1 - 7 , який відрізняється тим, що він містить напрямну для ультразвукового перетворювача, яка встановлена на циліндричній поверхні зразка з можливістю и фіксування в заданому положенні зразок за пп 1 або 2, який Винахід відноситься до дослідження матеріалів за допомогою ультразвукових хвиль і може бути використаний для визначення основних параметрів ультразвукового контролю циліндричних со сч Ю 52432 виробів хордовим способом ВІДОМІ стандартні зразки СЗ-1, СЗ-2, СЗ-3 для виміру основних параметрів апаратури ультразвукового контролю, кожний з яких містить тіло стандартного зразка і має основу, бічні грані і відбивачі, що виготовлено у вигляді бічних циліндричних отворів Ці зразки призначені для виміру і перевірки основних параметрів апаратури і контролю при ехо-імпульсному методі і суміщеній схемі включення п'єзоелектричного перетворювача з плоскою робочою поверхнею і частотою 1,25Мгц (і більш) за умови, що ширина перетворювача не перевищує 20мм (див ГОСТ 14782-86) У об'єкта, що заявляється, і аналогів збігаються наступні суттєві ознаки зразки містять тіло стандартного зразка і мають основу, бічні грані і відбивачі у вигляді циліндричних отворів Отриманню очікуваного технічного результату при використанні аналога перешкоджають наступні причини Стандартний зразок СЗ-1 виготовляється з органічного скла марки ТОСП за ГОСТ 17622-72 і має формупаралелепіпеда У ньому виконана група коаксіальних циліндричних отворів діаметром 15, 20, і 30мм Висота сходинок, утворених переходами від одного отвору до іншого, дорівнює 2,5 і 7,5мм Коаксіальні циліндричні отвори в стандартному зразку СЗ-1 дозволяють фіксувати здатність розрізнення ультразвукового контролю по дальності на рівні 2,5 і 7,5мм При перерахуванні цих значень у здатність розрізнення по сталі (для поперечних хвиль) отримаємо наступні значення 7,2 і 21,6мм Такі значення не характерні для сучасних ультразвукових дефектоскопів, що дозволяють отримувати здатність розрізнення на рівні 2 - Змм (при контролі виробів з низьковуглецевих і низьколегованих сталей) Зразок СЗ-2 також має форму паралелепіпеда, але виготовляється зі сталі марки 20 за ГОСТ 1050-74 чи сталі марки 3 Якщо контрольований виріб виготовлений з матеріалу, акустичні властивості якого відрізняються від властивостей матеріалів приведених вище, то рекомендовано виготовляти зразок з контрольованого матеріалу У зразку виготовлені два бічних циліндричних отвори діаметром 2мм на глибині 3 і 8мм Крім того, на глибині 44мм свердлять ще один отвір, який аналогічний вище згаданим, але його діаметр дорівнює 6мм На бічній поверхні стандартного зразка нанесена шкала для визначення кутів уведення перетворювачів Ціна поділки шкали - 1° БІЧНІ циліндричні отвори в стандартному зразку СЗ-2, що призначені для визначення значення мертвої зони, виготовлені тільки на глибині 3 і 8мм Стандартний зразок СЗ-3 має форму пів циліндра діаметром 110мм На його бічній поверхні нанесена шкала з ціною поділки 1мм «О» шкали збігається з віссю циліндричної поверхні стандартного зразка На плоскій поверхні, утвореній в результаті видалення половини циліндричної заготовки, з якої виготовлений зразок, по осі циліндричної поверхні нанесені дві поздовжні риси довжиною по 5мм, що починаються від бічних поверхонь стандартного зразка Сучасні дефектоскопи, які укомплектовані похилими перетворювачами частотою 2,5 і 5Мгц, як правило, мають мертву зону менш Змм (а застосу вання перетворювачів частотою менш 2,5Мгц приводить до значення мертвої зони на рівні 3 - 4мм) Отже, застосування тільки наявних на СЗ-2 бічних циліндричних отворів не досить для встановлення істинного значення мертвої зони Кут введення ультразвукового променя похилого перетворювача визначають за допомогою бічного циліндричного отвору, розташованого в СЗ-2 на глибині 44мм До проведення такого вимірювання попередньо необхідно визначити точку виходу ультразвукового променя з використанням стандартного зразка СЗ3 Потім при скануванні уздовж робочої поверхні СЗ-2 знайдена точка виходу зіставляється з тією поділкою на бічній поверхні, що відповідає максимальній амплітуді сигналу, відбитого від вище вказаного отвору Циліндричний отвір не є спрямованим відбивачем і, отже, обгинаюча амплітуд ехо сигналів у зоні, що відповідає дійсному значенню кута введення, не має чітко вираженого екстремуму Тому утрудняється пошук положення перетворювача, що відповідає максимальному значенню сигналу, і не виключена можливість помилки при його визначенні Ширина основної пелюстки діаграми спрямованості визначається на СЗ-2 з використанням вище згаданого циліндричного отвору Амплітуди ехо-сигналів фіксуються при положеннях перетворювача, при яких точка виходу ультразвукового променя збігається з цілими значеннями шкали кутів у діапазоні, коли амплітуда зменшується на 6 дБ від максимального значення Але при віддаленні (наближенні) перетворювача від поділки, що відповідає максимуму сигналу, величина сигналу в кожній визначеній точці буде залежати не тільки від форми пелюстки діаграми, але і від відстані між точкою виходу ультразвукового променя і бічною поверхнею циліндричного отвору В цьому випадку на результат вимірів буде впливати загасання ультразвукового сигналу, що у будь-якому матеріалі є функцією відстані до відбивача Граничну чутливість контролю, який проводиться з допомогою перетворювачів, що мають плоску робочу поверхню, рекомендовано настроювати з використанням окремого стандартного зразка, вимоги до якого сформульовані в п 2 9 З ГОСТ 14782-86 Найбільш близьким за сукупністю ознак до винаходу, що заявляється, є обраний як прототип стандартний зразок, тіло якого виготовлене з матеріалу, що має такі ж акустичні властивості, як і матеріал контрольованого виробу Зразок має форму паралелепіпеда, одна з граней якого нахилена під певним кутом до його основи (цей кут повинен дорівнювати куту введення перетворювача) На цій похилій грані в ТІЛІ зразка під кутом 90° до неї виготовляється плоскодонний отвір, дно якого використовується в якості відбивача ультразвукових сигналів (див ГОСТ 14782-86, п 2 9 3) У об'єкта, що заявляється, і прототипу збігаються наступні суттєві ознаки зразки мають тіло, що виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольваного виробу, основу, бічні грані і розташовану під кутом до основи похилу грань з відбивачем у вигляді плоскодонного отвору 52432 Отриманню очікуваного технічного результату при використанні прототипу перешкоджають причини, що викладені нижче Відомий стандартний зразок, навіть при додатковому використанні інших стандартних зразків (таких як стандартні зразки СЗ-1, СЗ-2, СЗ-3), не дозволяє проводити визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, бо неможливо провести вимірювання основних параметрів похилих (сполучених і роздільно-сполучених) ультразвукових перетворювачів, робоча поверхня яких повинна мати такий радіус кривини, як і поверхня контрольованого циліндричного виробу В основу винаходу поставлено задачу створити такий стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, у якому удосконалення шляхом введення нових елементів, зміни взаємного розташування елементів і зміни форми виготовлення елементів дозволило б при використанні винаходу забезпечити досягнення технічного результату, що полягає в здійсненні визначення на одному стандартному зразку основних параметрів ультразвукового контролю циліндричних виробів хордовим способом Винахід, що заявляється, характеризується нижче переліченими суттєвими ознаками, які виражені визначеними поняттями, достатніми для їхньої ідентифікації, спрямовані на вирішення поставленої задачі і достатні для досягнення очікуваного технічного результату у всіх випадках, на які поширюється обсяг правової охорони Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, що заявляється як винахід, має тіло, яке виготовлене з матеріалу, акустичні властивості якого відповідають властивостям контрольованого виробу, основу і бічні грані Тіло стандартного зразка виготовлене у формі пів циліндра, радіус кривини якого відповідає радіусу кривини контрольованого виробу В ТІЛІ стандартного зразка з боку основи по один бік від вертикальної осьової площини пів циліндра виготовлено ряд послідовно розташованих похилих граней, на кожній з яких виготовлено, щонайменше, один відбивач у вигляді плоскодонного отвору Причому ці похилі грані з відбивачами нахилені до основи стандартного зразка під кутами, ПОСЛІДОВНІСТЬ значень яких утворює арифметичну прогресію При використанні винаходу очікується досягнення технічного результату, що полягає в здійсненні визначення з допомогою одного стандартного зразка основних параметрів ультразвукового контролю циліндричних виробів, який виконують хордовим способом Запропонований зразок дозволяє проводити виміри основних параметрів похилих (сполучених і роздільно-сполучених) ультразвукових перетворювачів, робоча поверхня яких спряжена з поверхнею контрольованого циліндричного виробу Завдяки своїй конструкції цей зразок об'єднує в собі основні функції, що раніше можна було виконати, застосовуючи чотири зраз ки, які рекомендовано ГОСТ 14782-86 Крім того ці чотири зразки можуть бути застосовані лише у тому випадку, коли перетворювач, що атестується з їх допомогою, має плоску робочу поверхню Між сукупністю суттєвих ознак винаходу і технічним результатом, що досягається, є такий причинно-наслідковий зв'язок Виготовлення тіла стандартного зразка у формі пів циліндра, радіус кривини якого відповідає радіусу кривини контрольованого виробу, дозволяє проводити вимір основних параметрів похилих сполучених і роздільно-сполучених ультразвукових перетворювачів, робоча поверхня яких спряжена з поверхнею контрольованого циліндричного виробу Поєднання в одному зразку ряду послідовно розташованих похилих граней, на кожній з яких виготовлений, щонайменше, один відбивач у вигляді плоскодонного отвору, і виготовлення цих похилих граней нахиленими до основи стандартного зразка під кутами, ПОСЛІДОВНІСТЬ значень яких утворює арифметичну прогресію, дозволяє досягти мінімально можливих значень похибок геометричних розмірів поверхонь, що відбивають (відносно регламентованих номінальних значень) При виготовленні в одному зразку ряду послідовно розташованих похилих граней, кут нахилу яких послідовно збільшується, (наприклад на 1°) можна забезпечити високу точність виготовлення цих кутів нахилу ( ± 0,1°) Це дозволяє вимірювати ДІЙСНІ значення кутів введення перетворювачів з мінімальною похибкою В окремих випадках виготовлення винахід, що заявляється, характеризується наступними ВІДМІТНИМИ ВІД прототипу ознаками в ТІЛІ стандартного зразка виготовлено додатковий ряд послідовно розташованих похилих граней з відбивачами, що розміщені по інший бік від вертикальної осьової площини пів циліндра щодо наявного ряду похилих граней з відбивачами, причому в поперечних перерізах відносно осі пів циліндра похилі грані цих рядів утворюють пари, кут між якими дорівнює 90°, при цьому осі плоскодонних отворів для кожної пари похилих граней розміщені в одному поперечному перпендикулярному основі перерізі і перетинаються в точці на циліндричній поверхні стандартного зразка, а донні поверхні плоскодонних отворів розміщені на однаковій відстані від цієї точки, на кожній похилій грані послідовно розташовані три відбивачі у вигляді плоскодонних отворів, причому глибина кожного наступного отвору відрізняється від глибини попереднього на одну і ту ж постійну величину, стандартний зразок має додаткову похилу грань з відбивачами, яка розташована під кутом до основи стандартного зразка з боку однієї з його бічних граней, і в цій бічній грані, по інший бік від вертикальної осьової площини пів циліндра щодо зазначеної додаткової похилої грані, виготовлено ряд бічних циліндричних отворів, причому глибина розташування кожного наступного отвору від циліндричної поверхні в радіальному напрямку відрізняється від глибини попереднього на одну і ту ж постійну величину, в бічній грані з бічними циліндричними отворами виготовлено групу коаксіальних циліндрич 52432 них отворів, на циліндричній поверхні стандартного зразка нанесені поперечні риси, які розміщені по лінії и перетину з кожною площиною, що проходить через осі плоскодонних отворів, які на кожній парі похилих граней з відбивачами розміщені один напроти другого, на циліндричній поверхні стандартного зразка нанесені поздовжні риси, що паралельні утворюючій циліндричної поверхні і проходять через точки перетину осей плоскодонних отворів, які на кожній парі похилих граней з відбивачами розміщені один напроти другого стандартний зразок укомплектовано направляючою для ультразвукового перетворювача, яка установлена на циліндричній поверхні стандартного зразка з можливістю її фіксування в заданому положенні Завдяки використанню відбивачів різного типу (а також використанню додаткових властивостей цих відбивачів і допоміжних елементів) стандартний зразок, що заявляється для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, поєднує в собі основні функції відомих зразків і дозволяє визначати основні параметри апаратури і контролю у випадку застосування перетворювачів з циліндричною робочою поверхнею При цьому підвищується точність визначення параметрів ультразвукового контролю, значно знижується вага і габарити стандартного зразка за рахунок досягнення оптимальних співвідношень між кутами нахилу і координатами похилих граней з відбивачами і відбивачами, які розташовані з протилежних щодо вертикальної осьової площини сторін стандартного зразка Зведена до мінімуму можливість випадкової помилки при визначенні параметрів контролю через наявність великої КІЛЬКОСТІ близько розміщених одна від одної рис на поверхні стандартного зразка (як, наприклад, на СЗ-2 або СЗ-3) Групи з трьох відбивачів на двох протилежних похилих гранях мають відображення виходу своїх осей на бічну поверхню стандартного зразка у вигляді однієї загальної для обох груп подовжньої риси, що перетинається з трьома поперечними рисами Поздовжня риса в даному випадку є універсальною позначкою, що застосовується при визначенні точки виходу ультразвукового променя, настроюванні граничної чутливості контролю і часового регулювання чутливості Поперечні риси застосовують для розміщення перетворювача напроти обраного плоскодонного відбивача Присутність на кожній похилій грані трьох плоскодонних отворів, що мають різну глибину, дозволяє одержати, в порівнянні з прототипом, додаткову перевагу - здійснювати настроювання не тільки граничної чутливості контролю, але і часового регулювання чутливості сучасних приладів для ультразвукового контролю Розміщення бічних циліндричних отворів у зразку, наприклад, на глибині 2мм, Змм і 4мм, дозволяє точно визначати значення мертвої зони в сучасних перетворювачів За допомогою концентричних циліндричних отворів можна визначати значення роздільної здатності дефектоскопів з описаними вище перетворювачами на рівні 2мм і Змм, (тобто найбільш характерними значеннями для сучасної апаратури) Комплектація стандартного зразка, що заявляється, направляючої для ультразвукового перетворювача дозволяє робити переміщення перетворювача точно уздовж утворюючої циліндричної поверхні (без зсуву в поперечному напрямку) Це дозволяє підвищити точність визначення такого важливого параметру, як амплітуда ехо-сигналів від відбивачів і приводить до зменшення похибки при визначенні параметрів контролю й апаратури Завдяки своїй конструкції стандартний зразок, що заявляється, поєднує в собі основні функції, що здійснюються із застосуванням чотирьох зразків, рекомендованих у ГОСТ 14782-86 Крім того, ці чотири зразки можуть бути застосовані лише у тому випадку, коли перетворювач, що атестується з їх допомогою, має плоску робочу поверхню Сутність винаходу пояснюється графічними матеріалами, на яких зображено на фіг 1 - вид на стандартний зразок збоку, на фіг 2 - поперечний переріз А-А на фіг 1, на фіг 3 - вид на стандартний зразок зверху, на фіг 4 - вид "В" на фіг З 52432 37 - перетворювач, 38 - точка виходу ультразвукового променя, а, - кут нахилу до основи стандартного зразка похилих граней з відбивачами, розташованих по один бік від вертикальної осьової площини, де і порядковий номер похилої грані, Є, - кут нахилу до основи стандартного зразка похилих граней з відбивачами, розташованих по інший бік від вертикальної осьової площини щодо наявного ряду похилих граней, нахилених під кутом а,, де і - порядковий номер похилої грані, D - діаметр стандартного зразка, d - відстань між отворами, І_і і - координата лінії перетину і-тої похилої грані з відбивачами першого ряду з площиною основи, І_21 - координата лінії перетину і-тої похилої грані з відбивачами другого ряду з площиною основи, У конкретному прикладі виготовлення стандартний зразок, що заявляється для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом, має тіло 1, яке виготовлене з матеріалу (наприклад, зі сталі), акустичні властивості якого відповідають властивостям контрольованого виробу Тіло 1 стандартного зразка має основу 2, бічну грань 3 і бічну грань 4 і виготовлено у формі півциліндра, радіус кривини якого відповідає радіусу кривини контрольованого виробу У ТІЛІ 1 стандартного зразка з боку основи 2 по один бік від вертикальної осьової площини 5 півциліндра виготовлено ряд послідовно розташованих похилих граней з відбивачами, кожна з яких нахилена до основи стандартного зразка під кутом а,, де і -порядковий номер похилої грані з відбивачами Одна з похилих граней з відбивачами цього ряду - грань 6 з відбивачами -показана на фіг 2 Похила грань 6 з відбивачами нахилена до основи 2 стандартного зразка під кутом а є Усі похилі грані з відбивачами цього ряду нахилені до основи стандартного зразка 2 на кути а,, ПОСЛІДОВНІСТЬ значень яких утворюють арифметичну прогресію Різниця кутів нахилу сусідніх у ряді похилих граней дорівнює ПОСТІЙНІЙ величині і складає, наприклад, По інший бік від вертикальної осьової площини 5 півциліндра також виготовлено ряд послідовно розташованих похилих граней з відбивачами, кожна з яких нахилена до основи стандартного зразка під кутом Є,, де і - порядковий номер похилої грані Одна з похилих граней з відбивачами цього ряду грань 7 - показана на фіг 2 Похила грань 7 з відбивачами нахилена до основи 2 стандартного зразка під кутом 07 Усі ПОХИЛІ грані з відбивачами цього ряду також нахилені до основи стандартного зразка 2 на кути Є,, ПОСЛІДОВНІСТЬ значень яких утворюють арифметичну прогресію Різниця кутів нахилу сусідніх у цьому ряді похилих граней з відбивачами така ж, як і для похилих граней з відбивачами у сусідньому ряді і теж складає 1° У поперечних перерізах відносно осі півциліндра ці похилі грані з відбивачами в протилежних рядах (наприклад, похилі грані 6 і 7) утворюють 10 пари, кут між якими дорівнює 90° Сума кутів нахилу (наприклад, ає і 07 ) похилих граней 6 і 7, що утворюють пари в поперечних перерізах відносно осі півциліндра, дорівнює 90° На кожній похилій грані кожного ряду виготовлено три плоскодонних отвори, що використовуються в якості відбивачів ультразвукових сигналів Наприклад, на похилій грані 6 виготовлені плоскодонні отвори 8, 9 і 10 На похилій грані 7 також виготовлені три плоскодонні отвори, один з якихплоскодонний отвір 11 зображений у поперечному перерізі А-А (фіг 2) Осі ПЛОСКОДОННИХ отворів для кожної пари похилих граней з відбивачами, наприклад, осі 12 і 13 розміщені в одному поперечному перерізі, перпендикулярному основі 2 і перетинаються в одній точці 14, яка знаходиться на циліндричній поверхні стандартного зразка При цьому донні поверхні плоскодонних отворів 8 і 11 - розміщені на однаковій відстані від цієї точки Глибина кожного наступного отвору на кожній похилій грані відрізняється від глибини попереднього на одну і ту ж постійну величину Ці отвори розташовані на однаковій відстані (d) один від одного і від країв похилої грані Стандартний зразок також містить додаткову похилу грань 15, розташовану під кутом до основи 2 стандартного зразка з боку бічної грані 4 У додатковій похилій грані 15 виготовлено три плоскодонних отвори 16, 17, 18 На бічній грані 4, по інший бік від вертикальної осьової площини 5 півциліндра щодо зазначеної додаткової похилої грані 15 з відбивачами, виготовлено ряд бічних циліндричних отворів 19, 20, 21 (Фіг 4) В радіальному напрямку від циліндричної поверхні до и центра, глибина розташування кожного наступного отвору відрізняється від глибини попереднього на одну і ту ж постійну величину На цій же бічній грані 4, по інший бік від вертикальної осьової площини 5 півциліндра щодо додаткової похилої грані 15 з відбивачами, виготовлено ряд коаксіальних циліндричних отворів 22, 23, 24 На циліндричній поверхні стандартного зразка нанесені поперечні риси 25, 26, 27, 28, 29, ЗО, які розміщені по лінії и перетину з площинами, що проходять через осі плоскодонних отворів кожної пари похилих граней Наприклад, риса 25 розміщена по лінії перетину циліндричної поверхні і площини, що проходить через осі 12 і 13 плоскодонних отворів 8 і 11 (Фіг 2) На циліндричній поверхні стандартного зразка нанесені поздовжні риси 31 і 32, які паралельні утворюючій циліндричної поверхні і розміщені по лінії, що проходить через точки перетину осей плоскодонних отворів двох протилежних похилих граней Стандартний зразок, що заявляється, укомплектовано направляючою 33 для ультразвукового перетворювача, виготовленої у вигляді скоби, що закріплюється на стандартному зразку за допомогою двох півосей та двох гвинтів, які дозволяють або закріплювати и нерухомо, або забезпечувати переміщення уздовж утворюючої циліндричної поверхні стандартного зразка Профіль внутрь 11 52432 шньої поверхні такої скоби повинен збігатися з профілем стандартного зразка в перетині, що співпадає з вертикальною осьовою площиною 5 півциліндра ПІВОСІ ПОВИННІ ВІЛЬНО сполучатися з тілом направляючої, їх діаметр повинен дорівнювати діаметру півциліндричних пазів 34, виготовлених на бічних гранях по осі півциліндричної поверхні На ЗОВНІШНІЙ поверхні направляючої 33 у місцях, що розташовані напроти середньої з трьох поперечних рис кожної групи плоскодонних отворів, виготовляються рамки 35, 36, наприклад, овальної форми, у середині яких наносяться клейма, що містять необхідну для користувача інформацію (наприклад, чисельні значення кутів нахилу ВІДПОВІДНИХ похилих граней з відбивачами, розташованих в одному перетині і т п ) Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом виготовляється, наприклад, так Стандартний зразок являє собою півциліндричне тіло 1, яке виготовлене зі сталевого циліндра Марка сталі і діаметр циліндра D повинні відповідати марці сталі і діаметру циліндричного виробу, що буде контролюватися з застосуванням перетворювача, параметри якого визначають із застосуванням стандартного зразка Основні елементи стандартного зразка - відбивачі різних типів, що застосовуються для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом Два ряди похилих граней з відбивачами (наприклад, похилі грані 6, 7) виготовляють шляхом фрезерування півциліндра з боку його основи так, щоб похилі грані з відбивачами одного ряду знаходилися напроти похилих граней з відбивачами іншого (якщо за елемент відліку взяти перетин, перпендикулярний основі і паралельний бічній грані) Клас чистоти обробки поверхні похилих граней з відбивачами - не гірше Ra 2,5 Відхилення кута нахилу (а,, Є, ) будь-якої похилої грані з відбивачами від заданого номінального значення не повинно перевищувати 0,1° Сума значень кутів нахилу протилежних похилих граней з відбивачами (а, + Є,) (наприклад, похилих граней 6 і 7) у всіх випадках повинна дорівнювати 90° Для найбільш використовуваного в технології хордового ультразвукового контролю діапазону кутів входження перетворювачів (від 40° до 50°) пари таких кутів (а, і Є,) будуть ВІДПОВІДНО дорівнювати 40° і 50°, 41° і 49°, 42° і 48° і т д Координати ЛІНІЙ перетину по хилих граней з відбивачами першого і другого ряду з площиною основи (щодо крайніх точок діаметрів ПІВКІЛ) визначаються по формулах І_і і =(D*cos а, - const) /sin (90° - а,) , І_21 =(D*cos Є, - const)/sm (90° - Є,), Де D - діаметр півциліндра, const - відстань від точки введення ультразвукового променя 38 до кожної з похилих граней з відбивачами пари (умови для вибору оптимального значення цього параметра приведені нижче), а, і 6, - кути нахилу двох похилих граней, розташованих навпроти Для виготовлення другого типу відбивачів - плоскодонних отворів - як базові поверхні використовуються описані вище похилі грані В кожній із похилих гра 12 ней з відбивачами свердлять три отвори глибиною Нищ Н І Нтах РіЗНИЦЯ ЗНЗЧеНЬ ГЛИбИН Н т а х І Н, Н І Нтт повинна бути однаковою для отворів, виготовлених на всіх похилих гранях Діаметр плоскодонних отворів повинен бути заданий виготовлювачем стандартного зразка в залежності від вимог пропонованих до проведення контролю (звичайно, діаметр вибирається зі значень стандартного ряду, що наводиться в технічній документації на проведення контролю) Відстані від центра кожного з трьох плоскодонних отворів, розташованих на одній похилій грані до лінії перетину цієї грані з площиною основи стандартного зразка, повинні вибиратися з використанням формули К = (D*cos a - const)*tg а, де К - координата центру плоскодонного отвору щодо лінії перетину похилої грані з відбивачами і площини основи стандартного зразка , D - діаметр півциліндра, const - відстань від точки 38 введення ультразвукового променя до кожної з похилих граней з відбивачами (умови для вибору оптимального значення цього параметра приведені нижче), а - кути нахилу похилих граней з відбивачами (а = ои а,2, а,) Порядок проведення вимірів з використанням стандартного зразка, що заявляється, має значення в тому випадку, якщо застосовується перетворювач, всі основні параметри якого не ВІДОМІ (наприклад після виготовлення, чи після зміни радіуса кривини його робочої поверхні) Нижче наведений приклад саме для такого випадку Якщо ж частина параметрів вже попередньо відома, то порядок вимірювання параметрів, що залишилися, вибирає користувач, виходячи з нижчевикладених рекомендацій 1 Приведення стандартного зразка в робоче положення Направляюча 33, нерухомо закріплена на стандартному зразку (у стані постачання, транспортування чи збереження) переводиться після ослаблення гвинтів у нижнє положення 2 Розміщення на робочій поверхні стандартного зразка перетворювача і фіксація значень сигналів від відбивачів На поверхню стандартного зразка в районі розташування поздовжніх рис наноситься шар контактного мастила Перетворювач 37 ставиться на ділянку поверхні таким чином, щоб його акустична вісь була спрямована на похилу грань з мінімальним (чи максимальним) кутом нахилу щодо основи Знаходять сигнал від цієї похилої грані, потім сигнал від одного з трьох розташованих на ній відбивачів Визначають положення перетворювача, що відповідає максимуму сигналу від цього відбивача Фіксують амплітуду сигналу з точністю до 0,5дБ Такі ж вимірювання проводять на кожній наступній похилій грані, у порядку зростання чи зменшення їхніх кутів нахилу (а, і Є,) Записують значення амплітуд сигналів від відбивачів, розташованих на тій же відстані від поверхні, що і раніше обраний перший відбивач 3 Визначення кута введення і точки виходу ультразвукового променя З усіх зафіксованих значень амплітуд сигналів визначають максимальне і встановлюють пере 13 52432 творювач 37 на ділянку, де перетинаються риси, що відображають вісь того плоскодонного отвору, на якому це значення отримане Орієнтують перетворювач так, щоб одержати максимальну амплітуду сигналу і фіксують його в цьому положенні Підводять ДО нерухомого перетворювача направляючу 33 і закріплюють її так, щоб вона прилигала до передньої гранні перетворювача Після цього зміщують перетворювач, пересуваючи його уздовж направляючої ліворуч чи праворуч на відстань достатню для того, щоб ехо-імпульс від плоскодонного отвору (ПО) зник, а сигнал від похилої грані (ПГ) досяг максимального значення Необхідно записати це значення Потім В аналогічному порядку такі ж вимірювання проводять ще для двох чи трьох ПО (і ВІДПОВІДНИХ їм ПГ), первісно зафіксовані амплітуди сигналів від яких відрізняються від зафіксованого максимального значення на величину 0,5 -1дб Значення кута введення перетворювача відповідає куту нахилу ПГ, від якої отримано максимальне значення сигналу Положення точки виходу ультразвукового променя на перетворювачі збігається з точкою перетину поперечної і поздовжньої рис на стандартному зразку, в момент досягнення максимуму сигналу від цієї ПГ Проекція точки виходу наноситься на бічну поверхню перетворювача (позначається вертикальної рисою) Знайдене значення кута введення записують у паспорт перетворювача 4 Побудова діаграми спрямованості перетворювача Є 05 Методика побудови діаграми спрямованості Є 0 5 практично збігається з методикою визначення кута введення перетворювача Єдиною ВІДМІННІСТЮ є те, що перше вимірювання починають проводити на тій ПГ, від якої отримано максимальну амплітуду сигналу Потім вимірювання амплітуди повторюють для серії відбивачів, що мають кут нахилу більший, ніж у першої ПГ Вимірювання закінчують у той момент, коли амплітуда сигналу від чергової ПГ зменшиться, в порівнянні з зафіксованим спочатку максимальним значенням не менш, ніж на 6 дБ Такі ж вимірювання проводять для серії відбивачів, що мають кут нахилу менший, чим у першої ПГ і закінчують при досягненні того ж значення сигналу, як і у попередньому випадку За отриманим значенням амплітуд сигналів і зв'язаних з ними кутів нахилу ПГ будують залежність А = f(a), що і є діаграмою спрямованості бо 5 * 5 Визначення мертвої зони Перетворювач 37 установлюють з того краю стандартного зразка, де розташовані бічні циліндричні отвори (БЦО) Попередньо на цю ділянку наносять мастило Спочатку перетворювач орієнтують так, щоб на екрані дефектоскопа з'явився ехо-імпульс від відбивача, розташованого на глибині 4 мм від поверхні Потім такі ж вимірювання проводять для відбивачів на глибині 3 мм і 2 мм Величиною мертвої зони перетворювача буде значення глибини того бічного циліндричного отвору, ехо-імпульс від якого ще можна спостерігати за межами зони шумів Знайдене значення мертвої зони записують у паспорт перетворювача 14 6 Визначення здатності розрізнення по дальності Перетворювач 37 необхідно встановити з того ж краю стандартного зразка, що і при вимірюванні мертвої зони Скануючи уздовж краю стандартного зразка, одержують сигнал від крайнього відбивача - найбільшого серед групи концентричних циліндричних отворів Після ЦЬОГО переміщають перетворювач уздовж утворюючої напівциліндра до моменту появи на екрані дефектоскопа ехоімпульсу від наступного відбивача (не втрачаючи при цьому з поля зору ехо-імпульс від першого відбивача) Оптимальне положення перетворювача для визначення здатності розрізнення по дальності відповідає наявності на екрані дефектоскопа двох імпульсів, перший з яких, розташований ліворуч, відповідає крайньому (більшому) отвору Далі порядок проведення операцій відповідає загальноприйнятій методиці Отримане значення здатності розрізнення по дальності записують у паспорт перетворювача 7 Встановлення діапазону контролю, настроювання глибиноміра Наявність у стандартному зразку, що заявляється, відбивачів, розташованих на різній глибині, дозволяє застосовувати його для встановлення діапазону контролю (часової тривалості горизонтального розгорнення екрана дефектоскопа) Для проведення цієї операції в якості ближнього відбивача можна вибрати один з трьох бічних циліндричних отворів (БЦО), а в якості дальнього - кут стандартного зразка чи один з ПО тієї похилої грані, сигнал від якої має максимальну амплітуду (для даного перетворювача) Вибір глибини залягання дальнього відбивача залежить від товщини контрольованого об'єкта Ті Ж відбивачі можна застосовувати і для настроювання глибиноміра дефектоскопа 8 Настроювання часового регулювання чутливості дефектоскопа Настроювання часового регулювання чутливості (ЧРЧ) дефектоскопа виконується з використанням трьох ПО тієї ПГ, кут нахилу якої відповідає куту введення перетворювача Настроювання виконується ВІДПОВІДНО до рекомендацій, що містяться в інструкції з експлуатації застосовуваного дефектоскопа 9 Настроювання чутливості дефектоскопа Настроювання чутливості проводиться після настроювання ЧРЧ із застосуванням будь-якого з трьох використовуваних для цього ПО Якщо розмір відбивача (площа дна ПО чи його діаметр) збігається з мінімальним розміром дефекту, що підлягає фіксації (звичайно цей розмір задається в нормативно-технічній документації (НТД) на проведення контролю), то настроювання полягає в приведенні висоти ехо-імпульсу на екрані дефектоскопа до визначеного стандартного рівня при заданому показанні атенюатора - А У залежності від типу дефектоскопа, як стандартний рівень приймають висоту ехо-імпульсу, рівну висоті екрана чи його половині Якщо ж розмір наявних у зразку відбивачів не збігається з мінімальним розміром дефекту, що підлягає виявленню, то після настроювання необхідно ввести відповідну поправку 52432 15 Таким чином, запропонований зразок поєднує в собі основні функції чотирьох зразків, рекомендованих у ГОСТ 14782-86, і дозволяє проводити визначення основних параметрів ультразвукового А ге 2Й » ят 1 16 контролю похилих (сполучених і роздільно сполучених) ультразвукових перетворювачів, робоча поверхня яких спряжена з поверхнею контрольованого циліндричного виробу З О А-А Вид В з* > 12 1S 1» г— у' \ 34 Фіг 4 Фіг 2 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 20 21
ДивитисяДодаткова інформація
Назва патенту англійськоюStandard sample for determining main parameters of ultrasonic monitoring of cylindrical articles by measuring chord lengths
Назва патенту російськоюСтандартный образец для определения основных параметров ультразвукового контроля цилиндрических изделий по длине хорд
МПК / Мітки
МПК: G01N 29/04
Мітки: основних, способом, стандартний, циліндричних, параметрів, визначення, контролю, зразок, виробів, ультразвукового, хордовим
Код посилання
<a href="https://ua.patents.su/8-52432-standartnijj-zrazok-dlya-viznachennya-osnovnikh-parametriv-ultrazvukovogo-kontrolyu-cilindrichnikh-virobiv-khordovim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Стандартний зразок для визначення основних параметрів ультразвукового контролю циліндричних виробів хордовим способом</a>
Спосіб ультразвукового контролю виробів у вигляді тіл обертання і пристрій для його реалізації
Номер патенту: 39453
Опубліковано: 15.06.2001
Автори: Крайківський Ростислав Степанович, Погребенник Володимир Дмитрович
МПК: G01N 29/34
Мітки: вигляді, контролю, ультразвукового, реалізації, тіл, пристрій, спосіб, виробів, обертання
Формула / Реферат:
1. Спосіб ультразвукового контролю виробів у вигляді тіл обертання, який полягає у тому, що у виріб випромінюють імпульси ультразвукових коливань у процесі його сканування похилим променем перетворювача, приймають відбиті від дефекта ехо-сигнали і вимірюють їх час надходження ti відносно сигналу зондування, а наявність дефекту визначають при досягненні встановленого значення різницею часів надходження відбитого сигналу у двох послідовних...
Спосіб ультразвукового контролю якості збирання трубних виробів з натягом
Номер патенту: 16195
Опубліковано: 29.08.1997
Автори: Подрушняк Людмила Федорівна, Бажалук Ярополк Мирославович, Чеховська Лідія Андріївна, Даниляк Ярослав Богданович, Карпаш Олег Михайлович, Турко Федір Іванович, Мігаль Іван Григорович
МПК: G01N 29/04
Мітки: збирання, трубних, спосіб, ультразвукового, натягом, якості, виробів, контролю
Формула / Реферат:
Способ ультразвукового контроля качества сборки трубных изделий с натягом, заключающийся в том, что ультразвуковые колебания излучают под углом к внешней поверхности трубного изделия в плоскости поперечного сечения к его продольной оси, принимают эхо-сигналы, отраженные от внутренних поверхностей охватывающей и охватываемой труб, и по соотношению их амплитуд судят о качестве сборки, отличающийся тем, что, с целью повышения точности и...
Спосіб ультразвукового контролю виробів
Номер патенту: 13203
Опубліковано: 28.02.1997
Автори: Балакірєв Павло Аркадійович, Владіміров Сергій Альбертович, Биков Ігор Дмитрович
МПК: G01N 29/04
Мітки: контролю, спосіб, виробів, ультразвукового
Формула / Реферат:
Способ ультразвукового контроля изделий, заключающийся в том, что в изделие излучают импульсы ультразвуковых колебаний, принимают эхо-сигналы, отраженные от структуры материала изделия и его дефекта, по величине амплитуды эхо-сигналов от структуры судят о качестве акустического контакта, по величине амплитуды эхо-сигналов от дефекта судят о качестве изделия, отличающийся тем, что начало приема эхо-сигналов от структуры материала изделия...
Спосіб неруйнівного електричного контролю фізико-механічних параметрів слабоелектропровідних матеріалів і виробів
Номер патенту: 22814
Опубліковано: 21.04.1998
Автори: Соколовський Ярослав Іванович, Яцун Андрій Михайлович, Поберейко Богдан Петрович, Яцун Михайло Андрійович, Шикиринець Ігор Михайлович, Ільницький Іван Миколайович
МПК: G01N 27/00
Мітки: виробів, контролю, неруйнівного, фізико-механічних, матеріалів, спосіб, електричного, слабоелектропровідних, параметрів
Формула / Реферат:
Спосіб неруйнівного електричного контролю фізико-механічних параметрів слабо-електропровідних матеріалів і виробів, який заснований на тому, що крізь об'єкт контролю пропускають електричний струм і за його величиною та формою визначають параметри об'єкта контролю, який відрізняється тим, що в об'єкті контролю збуджуються власні згасаючі коливання струму, амплітуда, частота і коефіцієнт згасання яких залежать одночасно від питомої електричної...
Прилад для здійснення неруйнівного електричного контролю фізико-механічних параметрів слабоелектропровідних матеріалів і виробів
Номер патенту: 22813
Опубліковано: 21.04.1998
Автори: Яцун Михайло Андрійович, Ільницький Іван Миколайович, Соколовський Ярослав Іванович, Яцун Андрій Михайлович, Шикиринець Ігор Михайлович, Поберейко Богдан Петрович
МПК: G01N 27/00
Мітки: здійснення, контролю, виробів, матеріалів, неруйнівного, фізико-механічних, слабоелектропровідних, параметрів, електричного, прилад
Формула / Реферат:
Прилад для здійснення неруйнівного електричного контролю фізико-механічних параметрів слабоелектропровідних матеріалів і виробів, який складається з послідовно з'єднаних генератора Імпульсів напруги прямокутної форми, вимірного кола первинного перетворювача, блоку обробки інформації та вимірного блоку, який відрізняється тим, що вимірне коло виконане у вигляді коливного контура, під'єднаного до генератора через активний опір та комутатор.
Попередній патент: Багатодіапазонна система контролю температури
Наступний патент: Спосіб діагностики псоріазу
Випадковий патент: Спосіб вирощування картоплі