Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Васильєв Олександр Геннадійович, Лівшиц Леонід Аркадійович, Пінчук Віталій Іосифович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Путнокі Олександр Юліусович, Ніколаєв Віктор Олександрович, Клочков Володимир Васильович, Піховкін Микола Миколайович, Фішкін Ісаак Борисович, Качан Олександр Михайлович, Трофімов Віталій Олександрович, Штехно Олег Миколайович


Текст
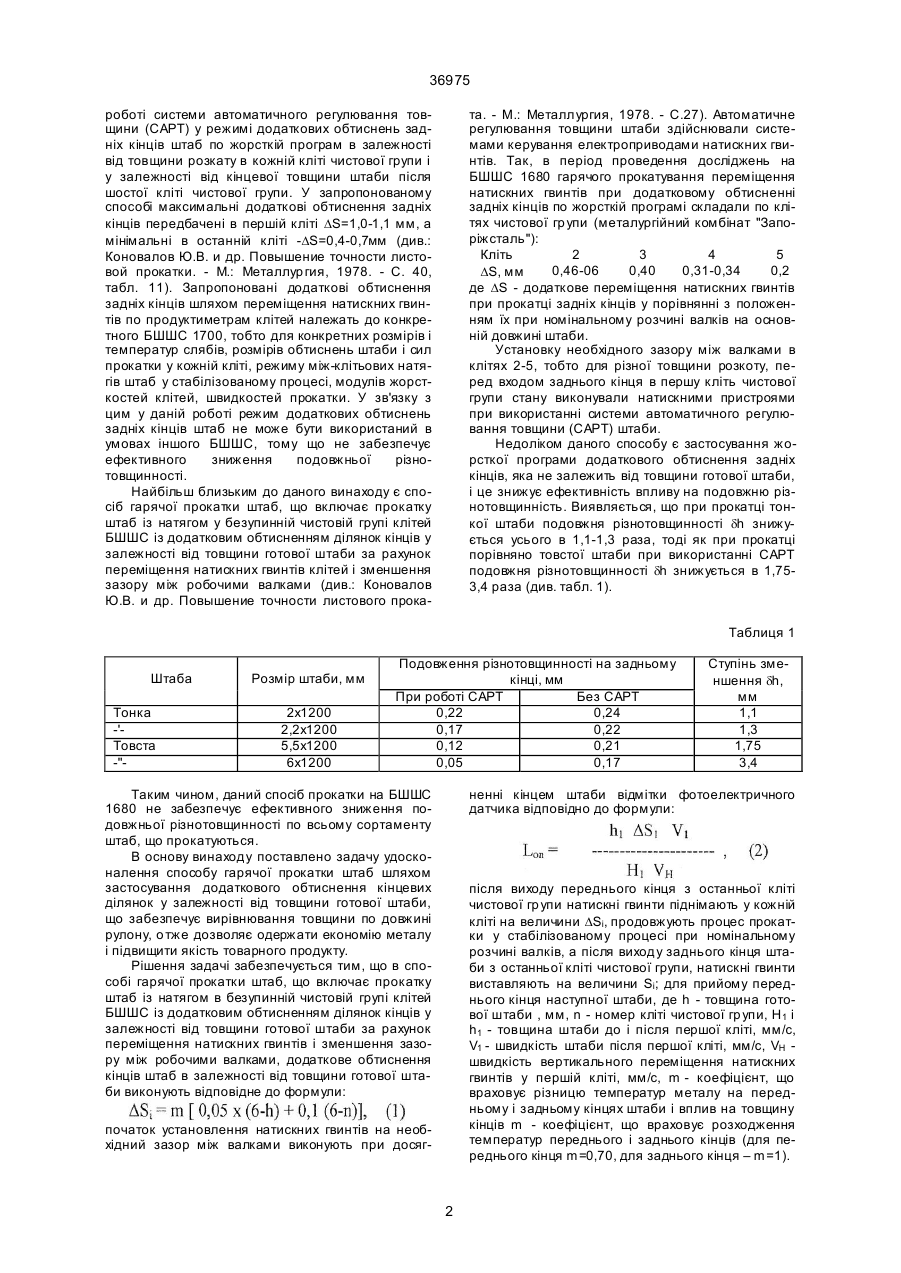
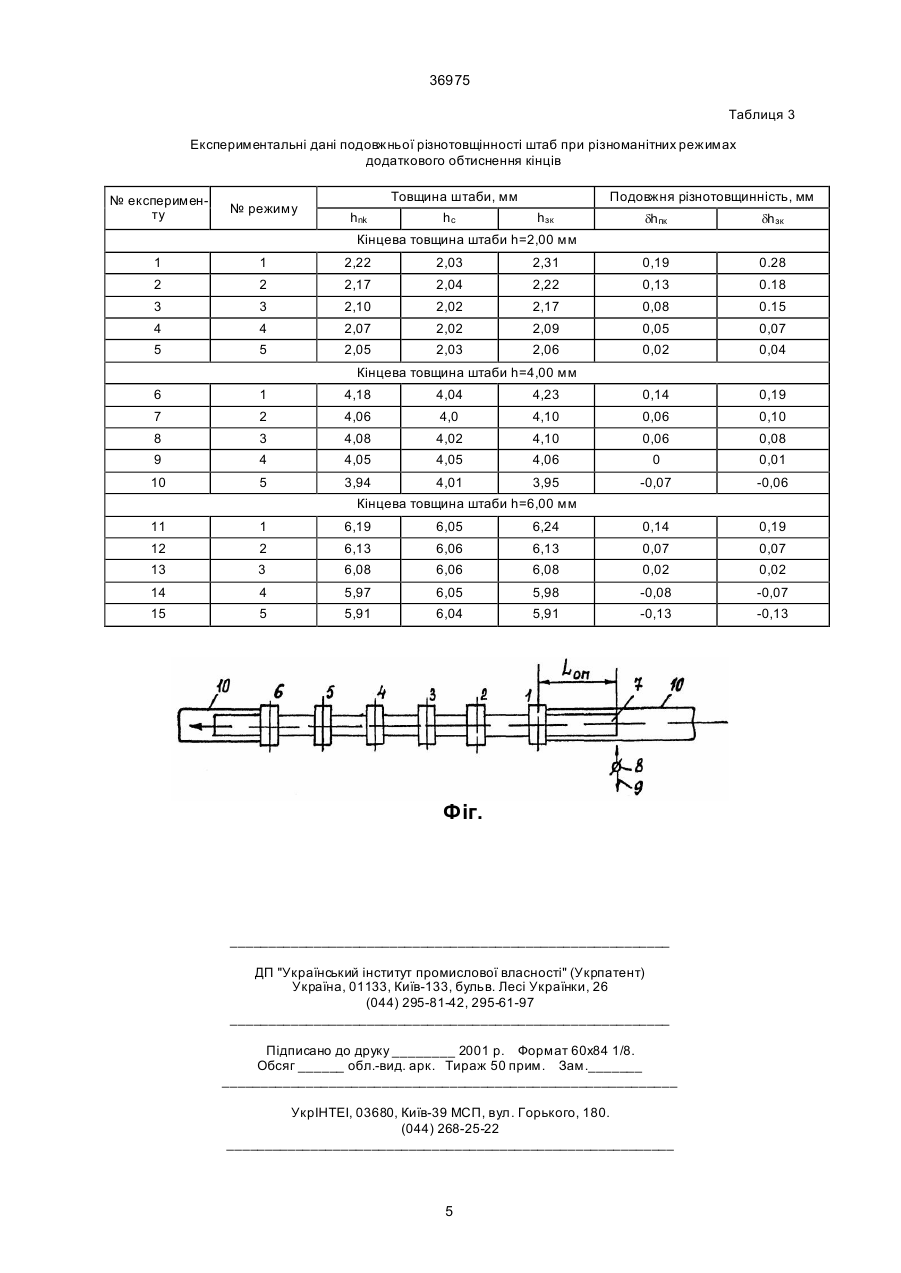
Спосіб гарячого прокатування штаб, що включає прокатку штаб із натягом у безупинній чистовій групі клітей БШШС із додатковим обтисненням ділянок кінців у залежності від товщини готової штаби за рахунок переміщення натискних гвинтів клітей і зменшення зазору між робочими валками, відрізняється тим, що додаткове обтиснення у клітях виконують відповідно до формули: 36975 роботі системи автоматичного регулювання товщини (САРТ) у режимі додаткових обтиснень задніх кінців штаб по жорсткій програм в залежності від товщини розкату в кожній кліті чистової групи і у залежності від кінцевої товщини штаби після шостої кліті чистової групи. У запропонованому способі максимальні додаткові обтиснення задніх кінців передбачені в першій кліті DS=1,0-1,1 мм, а мінімальні в останній кліті -DS=0,4-0,7мм (див.: Коновалов Ю.В. и др. Повышение точности листовой прокатки. - М.: Металлур гия, 1978. - С. 40, табл. 11). Запропоновані додаткові обтиснення задніх кінців шляхом переміщення натискних гвинтів по продуктиметрам клітей належать до конкретного БШШС 1700, тобто для конкретних розмірів і температур слябів, розмірів обтиснень штаби і сил прокатки у кожній кліті, режиму між-клітьових натягів штаб у стабілізованому процесі, модулів жорсткостей клітей, швидкостей прокатки. У зв'язку з цим у даній роботі режим додаткових обтиснень задніх кінців штаб не може бути використаний в умовах іншого БШШС, тому що не забезпечує ефективного зниження подовжньої різнотовщинності. Найбільш близьким до даного винаходу є спосіб гарячої прокатки штаб, що включає прокатку штаб із натягом у безупинній чистовій групі клітей БШШС із додатковим обтисненням ділянок кінців у залежності від товщини готової штаби за рахунок переміщення натискних гвинтів клітей і зменшення зазору між робочими валками (див.: Коновалов Ю.В. и др. Повышение точности листового прока та. - М.: Металлургия, 1978. - С.27). Автоматичне регулювання товщини штаби здійснювали системами керування електроприводами натискних гвинтів. Так, в період проведення досліджень на БШШС 1680 гарячого прокатування переміщення натискних гвинтів при додатковому обтисненні задніх кінців по жорсткій програмі складали по клітях чистової гр упи (металургійний комбінат "Запоріжсталь"): Кліть 2 3 4 5 0,46-06 0,40 0,31-0,34 0,2 DS, мм де DS - додаткове переміщення натискних гвинтів при прокатці задніх кінців у порівнянні з положенням їх при номінальному розчині валків на основній довжині штаби. Установку необхідного зазору між валками в клітях 2-5, тобто для різної товщини розкоту, перед входом заднього кінця в першу кліть чистової групи стану виконували натискними пристроями при використанні системи автоматичного регулювання товщини (САРТ) штаби. Недоліком даного способу є застосування жорсткої програми додаткового обтиснення задніх кінців, яка не залежить від товщини готової штаби, і це знижує ефективність впливу на подовжню різнотовщинність. Виявляється, що при прокатці тонкої штаби подовжня різнотовщинності dh знижується усього в 1,1-1,3 раза, тоді як при прокатці порівняно товстої штаби при використанні САРТ подовжня різнотовщинності dh знижується в 1,753,4 раза (див. табл. 1). Таблиця 1 Штаба Тонка -'Товста -'' Розмір штаби, мм 2х1200 2,2х1200 5,5х1200 6х1200 Подовження різнотовщинності на задньому кінці, мм При роботі САРТ Без САРТ 0,22 0,24 0,17 0,22 0,12 0,21 0,05 0,17 Таким чином, даний спосіб прокатки на БШШС 1680 не забезпечує ефективного зниження подовжньої різнотовщинності по всьому сортаменту штаб, що прокатуються. В основу винаходу поставлено задачу удосконалення способу гарячої прокатки штаб шляхом застосування додаткового обтиснення кінцевих ділянок у залежності від товщини готової штаби, що забезпечує вирівнювання товщини по довжині рулону, о тже дозволяє одержати економію металу і підвищити якість товарного продукту. Рішення задачі забезпечується тим, що в способі гарячої прокатки штаб, що включає прокатку штаб із натягом в безупинній чистовій групі клітей БШШС із додатковим обтисненням ділянок кінців у залежності від товщини готової штаби за рахунок переміщення натискних гвинтів і зменшення зазору між робочими валками, додаткове обтиснення кінців штаб в залежності від товщини готової штаби виконують відповідне до формули: Ступінь зменшення dh, мм 1,1 1,3 1,75 3,4 ненні кінцем штаби відмітки фотоелектричного датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n - номер кліті чистової гр упи, Н1 і h1 - товщина штаби до і після першої кліті, мм/с, V1 - швидкість штаби після першої кліті, мм/с, VH швидкість вертикального переміщення натискних гвинтів у першій кліті, мм/с, m - коефіцієнт, що враховує різницю температур металу на передньому і задньому кінцях штаби і вплив на товщину кінців m - коефіцієнт, що враховує розходження температур переднього і заднього кінців (для переднього кінця m=0,70, для заднього кінця – m=1). початок установлення натискних гвинтів на необхідний зазор між валками виконують при досяг 2 36975 Межі змін додаткових обтиснень DS у залежності від товщини готової штаби одержані експериментальним шляхом у чистовій групі БШШС 1680 гарячої прокатки металургійного комбінату "Запоріжсталь" (фіг.). На фігурі подані чотиривалкові кліті 1-6 чистової гр упи, у яких прокатується штаба 7; задній кінець штаби довжиною Lk фіксується пересувним фотоелектричним датчиком 8, дані з якого передаються по каналу 9 в одну з відомих систем САРТ штаби. Штаба 7 до чистової групи подається по рольгангу 10. Чистова група БШШС 1680 має шість клітей із діаметрами робочих валків Dp=610 мм і опорних Doп=1240 мм. Окружні швидкості робочих валків у кліті 6 у залежності від товщини штаби знаходяться в межах 6-9 м/с. Товщина штаб, що прокатуються, h=2-7 мм, а ширина В=1000-1500 мм. Штаби прокатують із слябів масою G=11,0-15,0 т. При виконанні додаткових обтиснень кінців штаб вертикальна швидкість переміщення натискних гвинтів і, отже, робочих валків дорівнює VH=0,13 мм/с. Дослідження, із метою визначення раціональних додаткових обтиснень кінців, виконані на БШШС 1680, при прокатці штаб товщиною h=2,4 і 6 мм та шириною В=1150-1300 мм. Матеріал штаб із сталі марок С8пс; 1nc; 25пс. У процесі прокатки штаб е фективність додаткових обтиснень передніх і задніх кінців оцінювали шляхом вимірювання товщин листів після різання рулону на передньому кінці, у середині на задньому кінці з точністю 0,01 мм. Кожну штабу, що досвідчували, прокатували з додатковими обтисненнями кінців (по продуктиметру), зазначеними в табл. 2 і без додаткового обтиснення. Таблиця 2 Режими обтиснень кінців штаби № режиму Додаткові обтиснення кінців штаб DS(мм) по клітях 1 2 2 0,5 0,4 3 0,5 0,4 4 0,6 0,5 5 0,7 0,6 1 3 4 5 6 0,3 0,2 0 0,3 0,2 0,1 0 0,4 0,3 0,2 0,1 0,5 0,4 0,3 0,2 Без додаткового обтиснення (DS=0) Крім того, товщина заднього кінця в порівнянні з переднім збільшується внаслідок меншої температури металу на задньому кінці штаби, так названий "температурний клин". Зниження температури металу складає 40-70°С, а збільшення товщини штаби з цієї причини складає 0,05-0,08 мм. Менші величини відповідають порівняно товстим штабам (5,5-6 мм), а більші - тонким штабам (2 мм) із більшою довжиною у готовому вигляді. Для ефективного зменшення товщини кінцевих ділянок штаб необхідні зазори між валками в клітях для обтиснення кінцевих ділянок повинні бути встановлені у вихідне положення ще до входу кінці вої частини штаби в кліть 1 (фіг.). Тобто, поки передній або задній кінець штаби пройдуть ділянку Lon (фіг.), зазори між валками повинні прийняти вихідні параметри з урахуванням додаткового обтиснення по продуктиметру. Довжина ділянки штаби Lon визначається з умови, що обсяг металу, який знаходиться на ділянці Lon, повинний цілком заповнити ділянку стана між клітями 1 і 6. Визначення довжини виконаємо з умови кліті), мм; Vн - швидкість вертикального переміщення натискних гвинтів, мм/с. З формули (3) одержимо (мм): де Н 1 і h1 - товщини штаби до і після кліті 1, мм. Якщо при прокатці штаби фактична довжина заднього кінця буде менше, ніж довжина Lon (LkLon , то відпрацьовування відстані DS1 натискними гвинтами відбудеться завчасно і це, також як і при Lk>Lon, забезпечить одержання заднього кінця без різнотовщинності. Таким чином, при прокатці заднього кінця штаби установка натискних гвинтів у кліті 1 на DSi повинна бути виконана за умови Lon£L . Перед входом у кліть 1 переднього кінця штаби валки повинні бути вже встановлені у вихідне положення і тому вмикання двигунів натискних гвинтів на їх вертикальне переміщення відбувається в момент збігу його з фотоелектричним датчиком 8, що знаходиться на відстані Lon від осі кліті 1, але не пізніше. Тому й у цьому варіанті маємо оптимальне співвідношення Lon
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hot strip rolling
Автори англійськоюNikolaiev Viktor Oleksandrovych, Putnoki Oleksandr Yuliusovych, Shtekhno Oleh Mykolaiovych, Pinchuk Vitalii Iosyfovych, Fishkin Isaak Borysovych, Trofymov Vitalii Oleksandrovych, Movshovych Vilord Solomonovych, Kachan Oleksandr Mykhailovych, Tylyk Vasyl Trokhymovych, Livshyts Leonid Arkadiiovych, Pikhovkyn Mykola Mykolaiovych, Klochkov Volodymyr Vasyliovych, Vasyl’iev Oleksandr Hennadiiovych
Назва патенту російськоюСпособ горячей прокатки полос
Автори російськоюНиколаев Виктор Александрович, Путноки Александр Юлиусович, Штехно Олег Николаевич, Пинчук Виталий Иосифович, Фишкин Исаак Борисович, Трофимов Виталий Александрович, Мовшович Вилорд Соломонович, Качан Александр Михайлович, Тылык Василий Трофимович, Лившиц Леонид Аркадиевич, Пиховкин Николай Николаевич, Клочков Владимир Васильевич, Васильев Александр Геннадиевич
МПК / Мітки
МПК: B21B 1/22
Мітки: штаб, спосіб, гарячого, прокатування
Код посилання
<a href="https://ua.patents.su/5-36975-sposib-garyachogo-prokatuvannya-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячого прокатування штаб</a>
Спосіб прокатування штаб
Номер патенту: 19714
Опубліковано: 25.12.1997
Автори: Мовшович Вілорд Соломонович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Прищип Микола Ігнатович, Васильєв Олександр Генналійович, Трофімов Віталій Олександрович, Романіко Борис Павлович
МПК: B21B 1/22
Мітки: прокатування, спосіб, штаб
Формула / Реферат:
Способ прокатки полос при наличии изгиба переднего конца полосы за клетью, включающий прокатку с рассогласованием окружных скоростей валков, определение величины и направления изгиба переднего конца полосы за клетью и изменение рассогласования окружных скоростей валков в зависимости от направления изгиба, при уменьшении окружной скорости валка, в сторону которого отклонен передний конец полосы в сравнении с окружной скоростью другого валка,...
Спосіб гарячого прокатування зливка
Номер патенту: 24502
Опубліковано: 21.07.1998
Автори: Черненко Валерій Васильович, Дев'ятисильний Валентин Іванович, Гетало Володимир Іванович, Павловський Борис Григорович, Єсаулов Генадій Олександрович
МПК: B21B 1/02
Мітки: зливка, прокатування, гарячого, спосіб
Формула / Реферат:
Способ горячей прокатки слитка, включающий нагрев слитка и его прокатку, отличающийся тем, что прокатку слитка осуществляют на пилигримовом стане, установив слиток и удерживая его по оси прокатки стана в процессе деформации с помощью дорна, введенного в выполненное а головной части слитка отверстие, глубина которого составляет 1,0 ¸ 1,5 диаметра подвергаемого прокатке слитка.
Пристрій для підрівнювання штаб прокату на холодильнику дрібносортового стану
Номер патенту: 31045
Опубліковано: 15.12.2000
Автори: Шеремет Володимир Олександрович, Педь Валерій Вікторович, Нечепоренко Володимир Андрійович, Севернюк Володимир Васильович
МПК: B21B 43/00
Мітки: стану, прокату, підрівнювання, дрібносортового, холодильнику, пристрій, штаб
Текст:
...підрівнювання штаб та забезпечує збільшення виходу прокату. Наявність кінематичного зв'язку МІРНОГО ПРИВОДОМ РУХОМОЇ ПРИСТРОЮ З рейкової системи забезпечує надійну синхронізацію з роботою холодильника, усуває необхідність застосування додаткових електроприводів, підвищує надійність роботи ПРИСТРОЮ в цілому. На приведенному кресленні на Фіг і зображена загальна схема . пристрою для підрівнювання штаб прокату, на Фіг.2 - кінематична схема...
Валкові вузли неперервного стана
Номер патенту: 31315
Опубліковано: 15.12.2000
Автори: Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Трощенков Микола Олексійович, Суханов Віктор Михайлович, Боборикін Дмитро Анастасович, Кудрин Володимир Іванович, Бриштен Микола Сидорович, Телюк Віктор Григорович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Ніколенко Андрій Георгійович, Васильєв Олександр Геннадійович
МПК: B21B 27/02
Мітки: валкові, неперервного, стана, вузлі
Текст:
...якості поверхні І готової продукції. ' На фігурі зображена схема розміщення безперервного стана з 4-х клітей з робочими валковими вузлами, розташованими між опорними вал ками 2; штаба 3 прокатується на всіх клітях стана І виходячи з чистової (четвертої) КЛІТІ з необхідними розмірами та величинами шорсткості поверхні. Робочі валкові вузли в клітях 1,3,4 з насіченими поверхнями , а в КЛІТІ 2 - тільки зі шліфованою поверхнею. Безперервний стан...
Спосіб прокатки штаб
Номер патенту: 5597
Опубліковано: 28.12.1994
Автори: Коваленко Віктор Федорович, Афанасьєв Сергій Іванович, Добровольський Владислав Борисович, Єремєєв Віктор Іванович, Филонов Юрій Всеволодович, Сапригін Хразален Михайлович, Курандо Ігор Григорович, Ющевський Віктор Карлович
МПК: B21B 1/22
Формула / Реферат:
(57) 1. Способ прокатки полос, включающий черновую горячую прокатку в некруглых валках с получением волнистого по длине раската и последующую прокатку с выравниванием поверхностей до плоской формы, отличающийся тем, что черновую прокатку ведут с превышением в 1,1-15 раз высоты волны над минимальной толщиной получаемого неэквидистантного раската с изменением поочередного преобладания деформаций сжатия и продольного сдвига со стороны обеих...
Попередній патент: Спосіб лікування вродженого і набутого токсоплазмозу у дітей
Наступний патент: Спосіб безперервного прокатування штаб
Випадковий патент: Правильний комплекс правлення круглого прокату