Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб
Номер патенту: 44033
Опубліковано: 15.01.2002
Формула / Реферат
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, що включає розташування датчиків в зоні контролю, який відрізняється тим, що як датчики використовують сплави Вуда з різною температурою плавлення, розташовані в порядку зростання точок плавлення в отворах, виконаних уздовж контрольованої штаби.
Текст
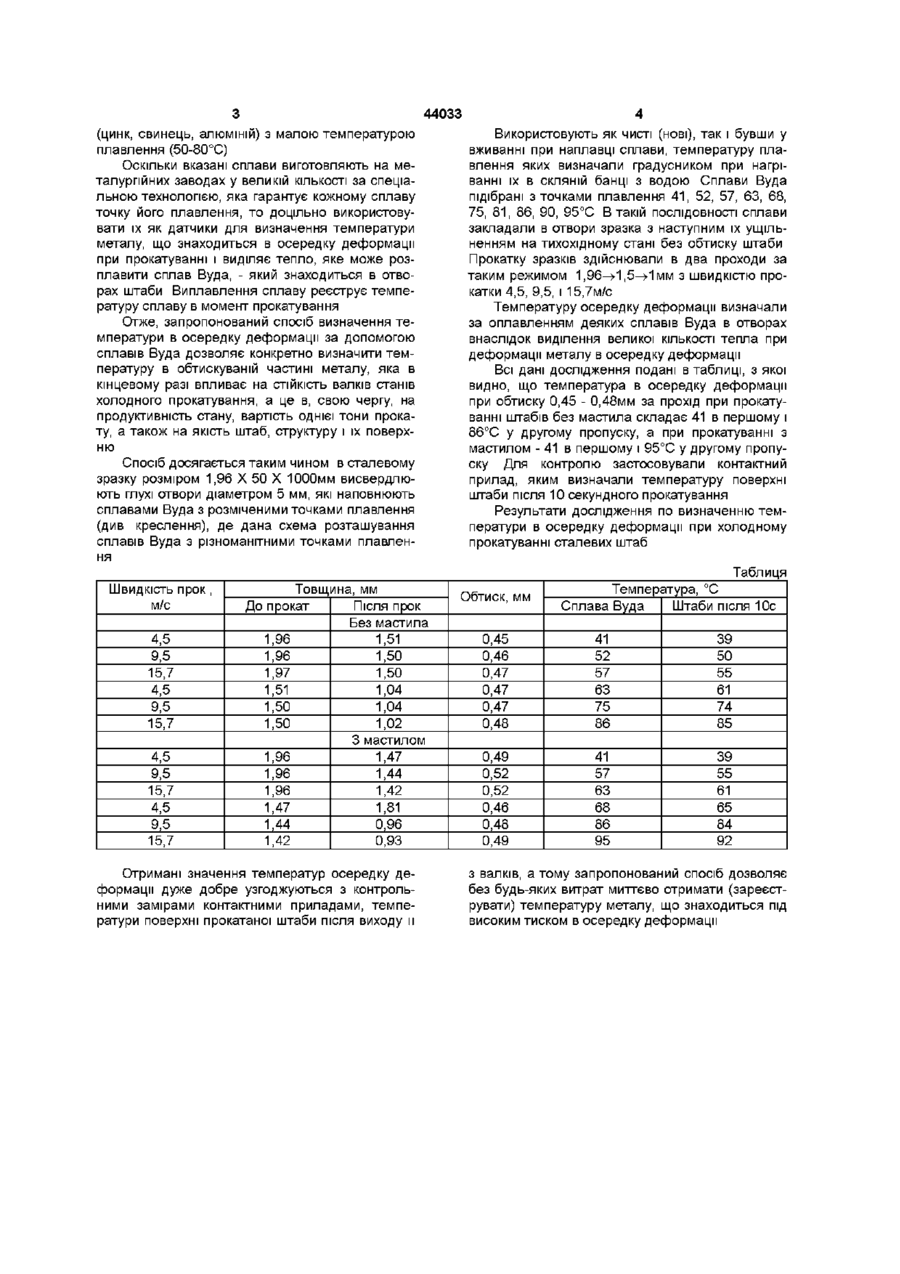
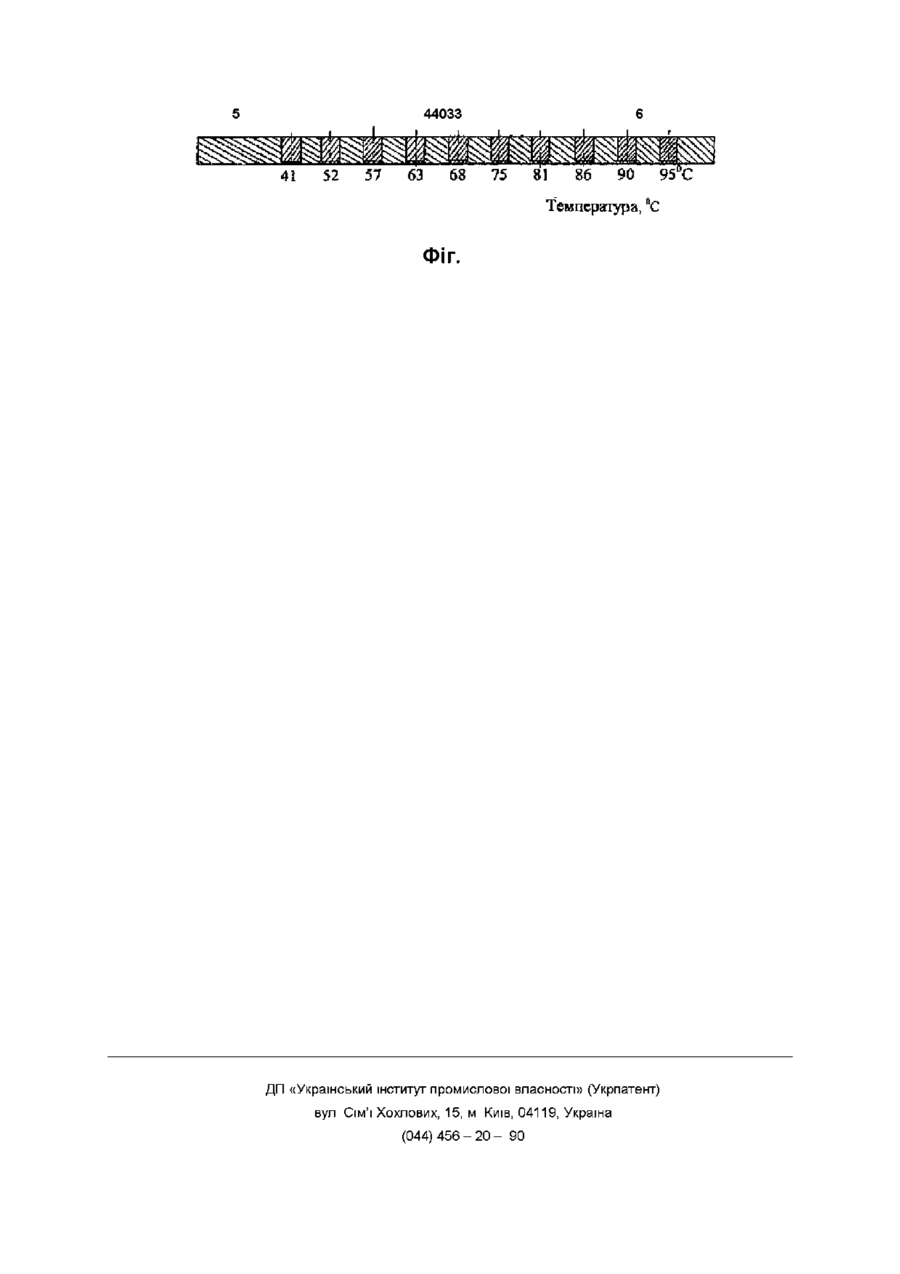
Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, що включає розташування датчиків в зоні контролю, який відрізняється тим, що як датчики використовують сплави Вуда з різною температурою плавлення, розташовані в порядку зростання точок плавлення в отворах, виконаних уздовж контрольованої штаби талу в осередку деформації становить десяті долі міліметру і діод буде розчавлений під час прокатування, окрім того, дроти, що подають напругу на діоди, миттєво будуть розірвані з-за великої швидкості прокатування В основу винаходу поставлена мета розробити спосіб визначення температури в осередку деформації при холодному прокатуванні штаб, в якому за рахунок застосування нових засобів контролю і їх розташуванні на зразку, що прокатується, досягається можливість миттєвої реєстрації температури осередку деформації металу, що деформується під час прокатування Для роз'вязання поставленої задачі спосіб визначення температури в осередку деформації, що включає розташування датчиків в зоні контролю, у ВІДПОВІДНОСТІ з винаходом як датчики використовують сплави Вуда з різною температурою плавлення, які розміщують в отворі штаби (попередньо виконані у довжині штаби) в порядку зростання точок плавлення сплавів Особливістю цього способу є фіксація і запам'ятовування температури осередку деформації без якихось дротів та приладів в момент прокатування, а не запам'ятовування температури штаби після прокатування, яка в цьому випадку набагато нижча температури осередку деформації Відомо, ЩО В машинобудуванні і інших галузях народного господарства при паянні металевих зразків використовують сплави латуні і бронзи (поро-пеки) з фіксованою високою температурою плавлення (700 - 800°С), наприклад, для припаювання різальної частини на передній поверхні різця, або сплави Вуда - для припаювання кольорових пластичних металів CO го о 44033 (цинк, свинець, алюміній) з малою температурою плавлення (50-80°С) Оскільки вказані сплави виготовляють на металургійних заводах у великій КІЛЬКОСТІ за спеціальною технологією, яка гарантує кожному сплаву точку його плавлення, то доцільно використовувати їх як датчики для визначення температури металу, що знаходиться в осередку деформації при прокатуванні і виділяє тепло, яке може розплавити сплав Вуда, - який знаходиться в отворах штаби Виплавлення сплаву реєструє температуру сплаву в момент прокатування Отже, запропонований спосіб визначення температури в осередку деформації за допомогою сплавів Вуда дозволяє конкретно визначити температуру в обтискуваній частині металу, яка в кінцевому разі впливає на СТІЙКІСТЬ валків станів холодного прокатування, а це в, свою чергу, на продуктивність стану, вартість однієї тони прокату, а також на якість штаб, структуру і їх поверхню Спосіб досягається таким чином в сталевому зразку розміром 1,96 X 50 X 1000мм висвердлюють глухі отвори діаметром 5 мм, які наповнюють сплавами Вуда з розміченими точками плавлення (див креслення), де дана схема розташування сплавів Вуда з різноманітними точками плавлення Швидкість прок, м/с 4,5 9,5 15,7 4,5 9,5 15,7 4,5 9,5 15,7 4,5 9,5 15,7 Товщина, мм До прокат Після прок Без мастила 1,96 1,51 1,96 1,50 1,97 1,50 1,51 1,04 1,50 1,04 1,50 1,02 3 мастилом 1,96 1,47 1,96 1,44 1,96 1,42 1,47 1,81 1,44 0,96 1,42 0,93 Отримані значення температур осередку деформації дуже добре узгоджуються з контрольними замірами контактними приладами, температури поверхні прокатаної штаби після виходу и Використовують як чисті (нові), так і бувши у вживанні при наплавці сплави, температуру плавлення яких визначали градусником при нагріванні їх в скляній банці з водою Сплави Вуда підібрані з точками плавлення 41, 52, 57, 63, 68, 75, 81, 86, 90, 95°С В такій ПОСЛІДОВНОСТІ сплави закладали в отвори зразка з наступним їх ущільненням на тихохідному стані без обтиску штаби Прокатку зразків здійснювали в два проходи за таким режимом 1,96^1,5^1 мм з швидкістю прокатки 4,5, 9,5, і 15,7м/с Температуру осередку деформації визначали за оплавленням деяких сплавів Вуда в отворах внаслідок виділення великої КІЛЬКОСТІ тепла при деформації металу в осередку деформації Всі дані дослідження подані в таблиці, з якої видно, що температура в осередку деформації при обтиску 0,45 - 0,48мм за прохід при прокатуванні штабів без мастила складає 41 в першому і 86°С у другому пропуску, а при прокатуванні з мастилом - 41 в першому і 95°С у другому пропуску Для контролю застосовували контактний прилад, яким визначали температуру поверхні штаби після 10 секундного прокатування Результати дослідження по визначенню температури в осередку деформації при холодному прокатуванні сталевих штаб Обтиск, мм Таблиця Температура, °С Сплава Вуда Штаби після 10с 0,45 0,46 0,47 0,47 0,47 0,48 41 52 57 63 75 86 39 50 55 61 74 85 0,49 0,52 0,52 0,46 0,48 0,49 41 57 63 68 86 95 39 55 61 65 84 92 з валків, а тому запропонований спосіб дозволяє без будь-яких витрат миттєво отримати (зареєструвати) температуру металу, що знаходиться під високим тиском в осередку деформації 44033 41 52 51 63 68 75 81 86 90 Температура, °С ФІГ. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 95°C
ДивитисяДодаткова інформація
Автори англійськоюHribach Yurii Fedorovych
Автори російськоюГрибач Юрий Федорович
МПК / Мітки
МПК: G01K 7/12
Мітки: визначення, осередку, температури, прокатуванні, холодному, спосіб, деформації, штаб
Код посилання
<a href="https://ua.patents.su/3-44033-sposib-viznachennya-temperaturi-v-oseredku-deformaci-pri-kholodnomu-prokatuvanni-shtab.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення температури в осередку деформації при холодному прокатуванні штаб</a>
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Мовшович Вілорд Соломонович, Ніколаєв Віктор Олександрович, Телюк Віктор Григорович, Кудрин Володимир Іванович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Штехно Олег Миколайович
МПК: B21B 1/22
Мітки: штаб, прокатування, безперервного, спосіб
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб виявлення осередку займання
Номер патенту: 32015
Опубліковано: 15.12.2000
Автори: Альбощий Віктор Михайлович, Данільченко Володимир Анатолійович, Муравйов Сергій Дмитрович
МПК: G08B 17/06
Мітки: займання, виявлення, спосіб, осередку
Текст:
...силос завантажується рослинною сировиною. Після виникнення ознак займання рослинної сировини, яке може бути виявлене або по запаху, або іншим відомим способом- наприклад, по індикаторним газам, гнучкий зв'язок з термодатчиком переміщують уздовж вісі силосу та одночасно виконують неперервну реєстрацію температури. j Гнучкий зв'язок переміщують зі швидкістю яка не перебільшує відношення швидкодії датчика до максимального градієнту температури...
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Путнокі Олександр Юліусович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Піховкін Микола Миколайович, Качан Олександр Михайлович, Пінчук Віталій Іосифович, Ніколаєв Віктор Олександрович, Клочков Володимир Васильович, Тилик Василь Трохимович, Трофімов Віталій Олександрович, Фішкін Ісаак Борисович, Лівшиц Леонід Аркадійович
МПК: B21B 1/22
Мітки: гарячого, штаб, спосіб, прокатування
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Спосіб визначення температури кюрі поверхні феромагнітних матеріалів
Номер патенту: 31050
Опубліковано: 15.12.2000
Автори: Васильєв Михайло Олексійович, Філіппов Олександр Сергійович, Сидоренко Сергій Іванович
МПК: G01R 33/12, G01K 13/00
Мітки: матеріалів, поверхні, феромагнітних, спосіб, визначення, температури, кюрі
Текст:
...Кюрі визначається шляхом аналізу характерних особливостей на графіках залежності вимірюваной характеристики від температури, шо обумовлені переходом матеріалу з феромагнітного до парамагнітного стану. Недоліками такого способу також є необхідність використання для вимірювань зразків порівняно великої маси (декілька грамів і більше), неможливість проведення визначення температури Кюрі в м ікрооб'смах речовини, наприклад у тонких...
Спосіб визначення середньої температури газового потоку на дільниці трубопроводу
Номер патенту: 42460
Опубліковано: 15.10.2001
Автори: Химко Мирослав Петрович, Золотарьов Леонід Генріхович, Черпакова Юлія Василівна, Михалевич Олег Тадейович, Яценко Олексій Іванович, Коломєєв Валентин Миколайович, Бантюков Євген Миколайович
МПК: G01K 13/00
Мітки: трубопроводу, спосіб, середньої, газового, дільниці, температури, визначення, потоку
Формула / Реферат:
Спосіб визначення середньої температури газового потоку на ділянці трубопроводу, що включає вимірювання температури газу, який відрізняється тим, що додатково вимірюють тиск газу на початку і укінці ділянки і витрату газу на початку ділянки, при цьому температуру газу вимірюють на початку ділянки і визначають середню температуру газу - Тср, на ділянці трубопроводу шляхом ітеративного розрахунку за формулою
Попередній патент: Суміш для зміцнення порушених гірських порід
Наступний патент: Спосіб виробництва хліба
Випадковий патент: Гель для порожнини рота "профиал"