Пристрій для електроконтактного зварювання
Номер патенту: 69827
Опубліковано: 15.09.2004
Автори: Гулаков Сергій Володимирович, Лаврентік Ольга Олександрівна

Формула / Реферат
Пристрій для електроконтактного зварювання, що включає зварювальний трансформатор, тиристорний блок, датчик струму і блок управління роботою тиристорів, включених послідовно в ланцюг обмотки трансформатора, який відрізняється тим, що в схему додатково введені диференціюючий компаратор і комутатор, з'єднані послідовно; при цьому вхід компаратора і перший вхід комутатора підключені до вторинної обмотки зварювального трансформатора, другий вхід комутатора підключений до датчика струму, а вихід комутатора з'єднаний із блоком управління роботою тиристорів.
Текст
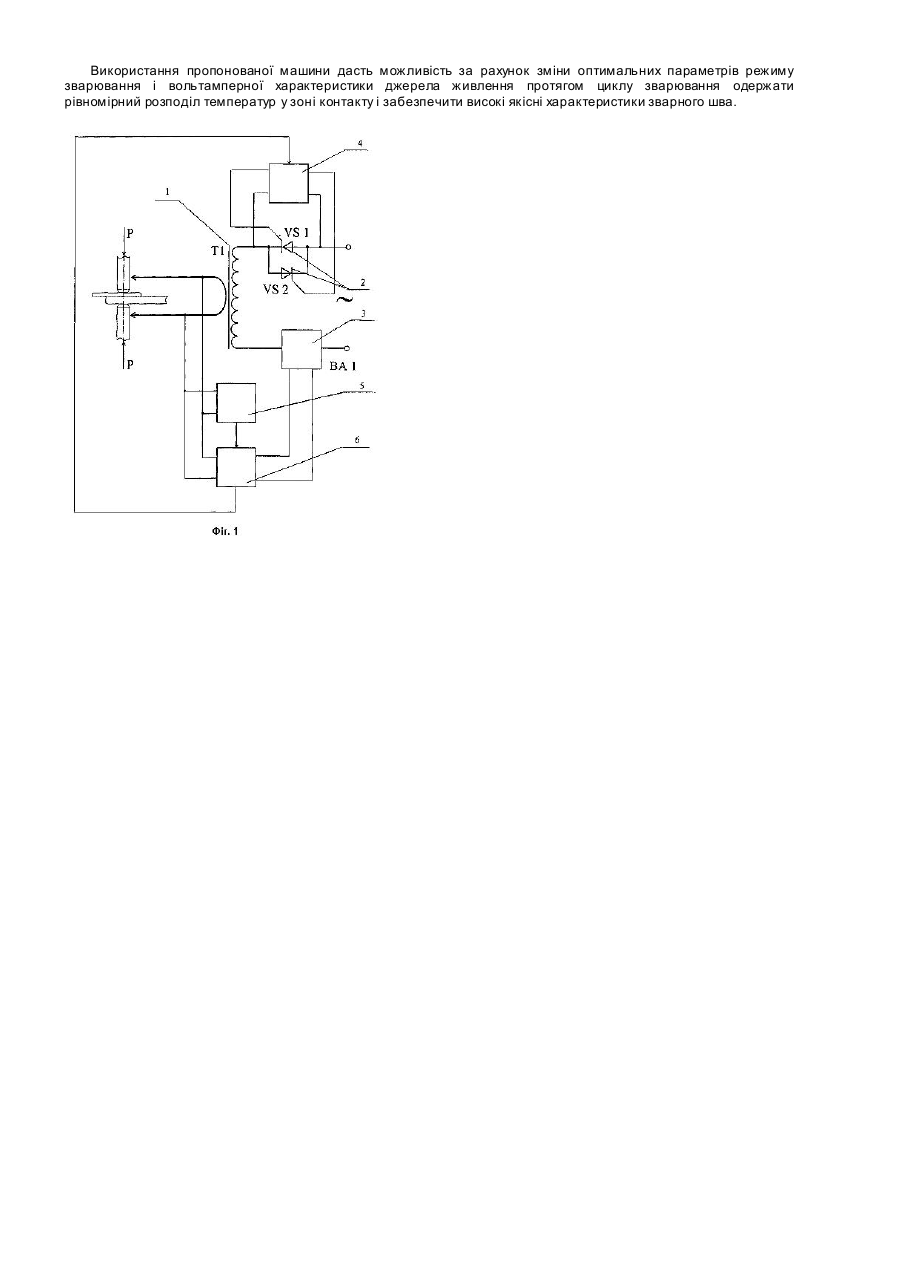
Винахід відноситься до області зварювання і може бути використаний для управління процесом електроконтактного зварювання і наплавлення. Машини для електроконтактного зварювання мають пологопадаючу вольтамперну характеристику (ВАХ), що не дозволяє в окремих випадках формувати високоякісне зварне з'єднання. Підвищити термін служби деталей, додати їм новий комплекс властивостей можна за рахунок проведення зварювання робочих поверхонь матеріалів з ВАХ, яка змінюється в плин циклу зварювання. Відома машина для електроконтактного зварювання, що містить зварювальний трансформатор, тиристорний блок і блок управління роботою тиристорів, що дозволяє автоматично регулювати технологічний процес зміною параметрів імпульсів перемінного струму в залежності від величини прискорення деформації (А. с. №484060, СРСР, Бюл. №34, 1975). Найбільш близьким по суті й ефекту, який досягається, є машина для електроконтактного зварювання, яка дозволяє задавати режими з можливістю їхнього редагування із пульта, а також контролювати параметри режиму зварювання з видачею інформації на цифрові індикатори. Машина складається зі зварювального трансформатора, тиристорного блока, блока управління роботою тиристорів і датчика струму (Автоматичне керування електрозварювальними процесами й установками: Навч. посібник /О.П. Бондаренко, B.C. Гавриш, О.Т. Дишленко та ін.; За ред. В.К. Лебедева, В.П. Чернича. -К.: Вища шк., 1994. -391с.; рис.540). Основним недоліком указаних машин є відсутність можливості управління в процесі циклу зварювання формою вольтамперної характеристики джерела живлення по необхідному закону (зокрема, у залежності від швидкості зміни напруги на контактах, опору деталь-деталь), що не дозволяє одержати високоякісне зварне з'єднання. Причиною, що не дозволяє одержати якісне зварне з'єднання при электроконтактному зварюванню, є нестабільний і неконтрольований характер розподілу тепла в області контакту. В основу вина ходу поставлена задача - удосконалити пристрій для електроконтактного зварювання шляхом уведення нових конструкційних елементів і їхніх взаємозв'язків, забезпечуючи при цьому зміну в процесі зварювання форми вольтамперної характеристики джерела живлення, що дозволить одержати рівномірний розподіл температур у зоні контакту, і підвищити якість зварного з'єднання. Поставлена задача досягається тим, що в машину для електроконтактного зварювання, яка включає зварювальний трансформатор, тиристорний блок, датчик струму і блок управління роботою тиристорів, включених послідовно в ланцюг обмотки трансформатора, відповідно до винаходу, додатково введені диференцюючий компаратор і комутатор, які з'єднані послідовно; при цьому вхід компаратора і перший вхід комутатора підключені до вторинної обмотки зварювального трансформатора, другий вхід комутатора підключений до датчика струму, а вихід комутатора з'єднаний із блоком управління роботою тиристорів. Умови одержання при електроконтактному зварюванні з'єднань з оптимальними властивостями обумовлюються відповідними параметрами протікання основних процесів. Зі збільшенням площі контакту різко знижуються стабільність властивостей і якість зварного з'єднання через нерівномірну і неконтрольовану щільність зварювального струму в різних областях електричного контакту (через крайові ефекти, дефекти у матеріалах, що зварюються, їхню неоднорідність, геометрію робочих кінців електродів і ін.), неоднакових умов відводу тепла. Тому для реалізації технології одномоментного контактного зварювання робочих поверхонь великої площі необхідно вирішити задачі управління процесом регламентованого виділення тепла в різних областях контакту. Відомі зварювальні машини мають пологопадаючу вольтамперну характеристику. При цьому змінюються робочий струм і напруга - струм збільшується, а напруга зменшується, що приводить до зміни кількості виділеного в контакті тепла. Ця зміна буде залежати від форми ВАХ джерела живлення і характеру зміни опору в процесі зварювання і може як збільшуватися, так і зменшува тися. При жорстких вольтамперних характеристиках напругу в контакті можна вважати постійною і зміна величини контактного опору впливає тільки на зварювальний струм. При вертикальних (крутопадаючих) вольтамперних характеристиках - струм стабільний, а змінюється тільки спадання напруги в контакті. Зміна опору деталь-деталь у залежності від кута нахилу вольтамперної характеристики джерела живлення по-різному впливає на кількість виділеного в контакті тепла. Зі зменшенням величини опору деталь-деталь контакту при жорстких вольтамперних характеристиках кількість виділеного тепла буде зростати, у той час як при крутопадаючих ВАХ - навпаки, зі зменшенням опору деталь-деталь зменшується і кількість виділеного в контакті тепла. Таким чином, керуючи кутом нахилу вольтамперної характеристики джерела живлення по визначеному закону під час формування зварної точки, можна регулювати характер тепловиділення в зоні зварювання, забезпечуючи високу якість зварного з'єднання. Процес необхідно починати на падаючих вольт амперних характеристиках з наступним (протягом циклу зварювання) переключенням їх на жорсткі. Суть винаходу пояснюється фіг.1, на якій приведена структурна схема пристрою. Пристрій містить зварювальний трансформатор 1, тиристорний блок 2, датчик струму 3, блок управління роботою тиристорів 4, диференцюючий компаратор 5 і комутатор 6. Вхід компаратора 5 і перший вхід комутатора 6 підключені до вторинної обмотки зварювального трансформатора 1, другий вхід комутатора 6 підключений до датчика струму 3, а вихід комутатора 6 з'єднаний із блоком управління роботою тиристорів 4. Пристрій працює в такий спосіб. В електричній схемі машини є датчик струму 3, ви хід якого з'єднаний з комутатором 6 (ключем), що комутує зворотний зв'язок по струму і напрузі. Управління ключем здійснюється за допомогою диференцюючого компаратора 5, керуючий вхід якого підключений до вторинної обмотки зварювального трансформатора. У початковий момент часу зварювання, коли опір контакту швидко зменшується (відповідно з такою же швидкістю змінюється і напруга на електродах), процес здійснюється на падаючих вольтамперних характеристиках. На другому етапі циклу зварювання швидкість зміни напруги в контакті (опору деталь-деталь) зменшується, комутатор 6 автоматично переключає вольтамперну характеристику на жорстку і на цій характеристиці зварювання закінчується. Цим забезпечується м'який розігрів зони контакту, стабілізація його параметрів по всьому перетину з наступним її інтенсивним остаточним нагріванням при переключенні вольтамперних характеристик з падаючих на жорсткі. Як комутатор можуть бути використані електромеханічні реле або електронні ключі на польових чи біполярних транзисторах. Диференцюючий компаратор може бути виконаний із застосуванням транзисторів, цифрових або аналогових мікросхем, наприклад, на операційному підсилювачі (К140УД6 - К140УД10 і т.п.). Використання пропонованої машини дасть можливість за рахунок зміни оптимальних параметрів режиму зварювання і вольтамперної характеристики джерела живлення протягом циклу зварювання одержати рівномірний розподіл температур у зоні контакту і забезпечити високі якісні характеристики зварного шва.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electric contact welding
Автори англійськоюBurlaka Serhii Volodymyrovych, Hulakov Serhii Volodymyrovych, Lavrentik Olha Oleksandrivna
Назва патенту російськоюУстройство для электроконтактной сварки
Автори російськоюБурлака Сергей Владимирович, Гулаков Сергей Владимирович, Лаврентик Ольга Александровна
МПК / Мітки
МПК: B23K 11/00
Мітки: зварювання, електроконтактного, пристрій
Код посилання
<a href="https://ua.patents.su/2-69827-pristrijj-dlya-elektrokontaktnogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електроконтактного зварювання</a>
Пристрій для електроконтактного наварювання
Номер патенту: 32379
Опубліковано: 15.12.2000
Автори: Сироватка Василь Васильович, Гончарук Дмитро Олександрович, Кучеренко Володимир Олександрович
МПК: B23K 11/06
Мітки: пристрій, електроконтактного, наварювання
Текст:
...до дроту, що наварюється 7 на деталь 8. Первинна обмотка трансформатора 4 через регулятор струму 2 підключена до мережі живлення. Пристрій, що розглядається, працює наступним чином. Зварювальний струм вторинної обмотки зварювального трансформатора З подається на ролик-електрод 5, а зварювального трансформатора 4 - на дріт, що наварюється 7 і через деталь, що наварюється та ролик-сателіт 6 кола вторинних обмоток трансформаторів 3 та 4...
Пристрій для електроконтактного наварювання
Номер патенту: 36535
Опубліковано: 16.04.2001
Автори: Гончарук Дмитро Олександрович, Кучеренко Володимир Олександрович
МПК: B23K 11/06
Мітки: наварювання, пристрій, електроконтактного
Текст:
...напрямків - через ролик-електрод 3 та через дріт, що наварюється, 5, що дозволило знизити навантаження на ролик-електрод та запобігти його руйнуванню. Відповідно, це призвело до виключення необхідності частої заміни роликаелектрода та підвищило якість самого технологіч ного процесу електроконтактної наплавки завдяки збереженням геометричних параметрів роликаелектрода, попереднього підігріву наплавочного дроту, прохідним струмом та можливістю...
Пристрій для електроконтактного наварювання

Номер патенту: 36606
Опубліковано: 16.04.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 11/06
Мітки: електроконтактного, наварювання, пристрій
Текст:
...струму наварювання та співвідношення зварювальних струмів трансформаторів 5 та 4 регулюється за допомогою високочастотних перетворювачів 2 та 3. Завдяки такому сумісному з'єднанню зварювальних трансформаторів та перетворювачів проміжної високої частоти з різними зовнішніми характеристиками досягається значна стабільність процесу електроконтактного наварювання. В основу винаходу поставлено задачу підвищення якості деталі, що наплавляється,...
Пристрій для електроконтактного наварювання
Номер патенту: 36735
Опубліковано: 16.04.2001
Автори: Гончарук Дмитро Олександрович, Кучеренко Володимир Олександрович
МПК: B23K 11/24, B23K 11/06
Мітки: наварювання, електроконтактного, пристрій
Текст:
...Зварювальні струми у вторинних обмотках трансформаторів 11 та 12 при нормальних умовах наварювання дроту 15 на деталь 16 сумісно підтримують струм в точці наварювання. Коли виникають збурення процесу наварювання, тоді стабільність наварювання підтримує трансформатор 12 та ключі 9, 10. Рівень струму наварювання та співвідношення зварювальних струмів трансформаорів 11 та 12 регулюються блоком керування 17 за допомогою ключів 7, 8, 9, 10 плавно...
Спосіб електроконтактного наплавлення
Номер патенту: 65202
Опубліковано: 15.03.2004
Автори: Гулаков Сергій Володимирович, Лаврентік Ольга Олександрівна
МПК: B23K 11/06
Мітки: спосіб, наплавлення, електроконтактного
Формула / Реферат:
Спосіб електроконтактного наплавлення, що включає розміщення виробу та зміцнюючого елемента між електродами машини контактного зварювання і пропускання через контактну область електричного струму в первісний момент наплавлення від джерела живлення з крутопадаючими вольтамперними характеристиками (ВАХ) з наступною зміною цієї характеристики на жорстку або пологопадаючу, який відрізняється тим, що зміну характеристик живлення зварювальної...
Попередній патент: Прес-форма для порошкових матеріалів
Наступний патент: Спосіб відцентрового формування порожнистих довгомірних тіл обертання
Випадковий патент: Модель локального аналізатора