Пристрій для конвеєрного розподілу виробів
Номер патенту: 70509
Опубліковано: 15.10.2004
Автори: Рогатинський Роман Михайлович, Кравець Наталія Орестівна

Формула / Реферат
1. Пристрій для конвеєрного розподілу виробів, який включає розподілювач, підвідний і відвідний транспортери та розташований між ними приймальний стіл, виконаний у вигляді опорного диска, який відрізняється тим, що підвідний транспортер функціонально з'єднаний з двома встановленими у горизонтальній площині під кутом 90°-120° відвідними транспортерами, кожний з яких оснащений опорним диском у горизонтальній площині з можливістю обертання.
2. Пристрій за п. 1, який відрізняється тим, що опорні диски обладнані механізмом регулювання швидкості обертання, причому принаймні на одному з відвідних транспортерів розміщений додатковий рухомий розподілювач, періодичність руху якого синхронізована із зміною швидкості опорного диска.
Текст
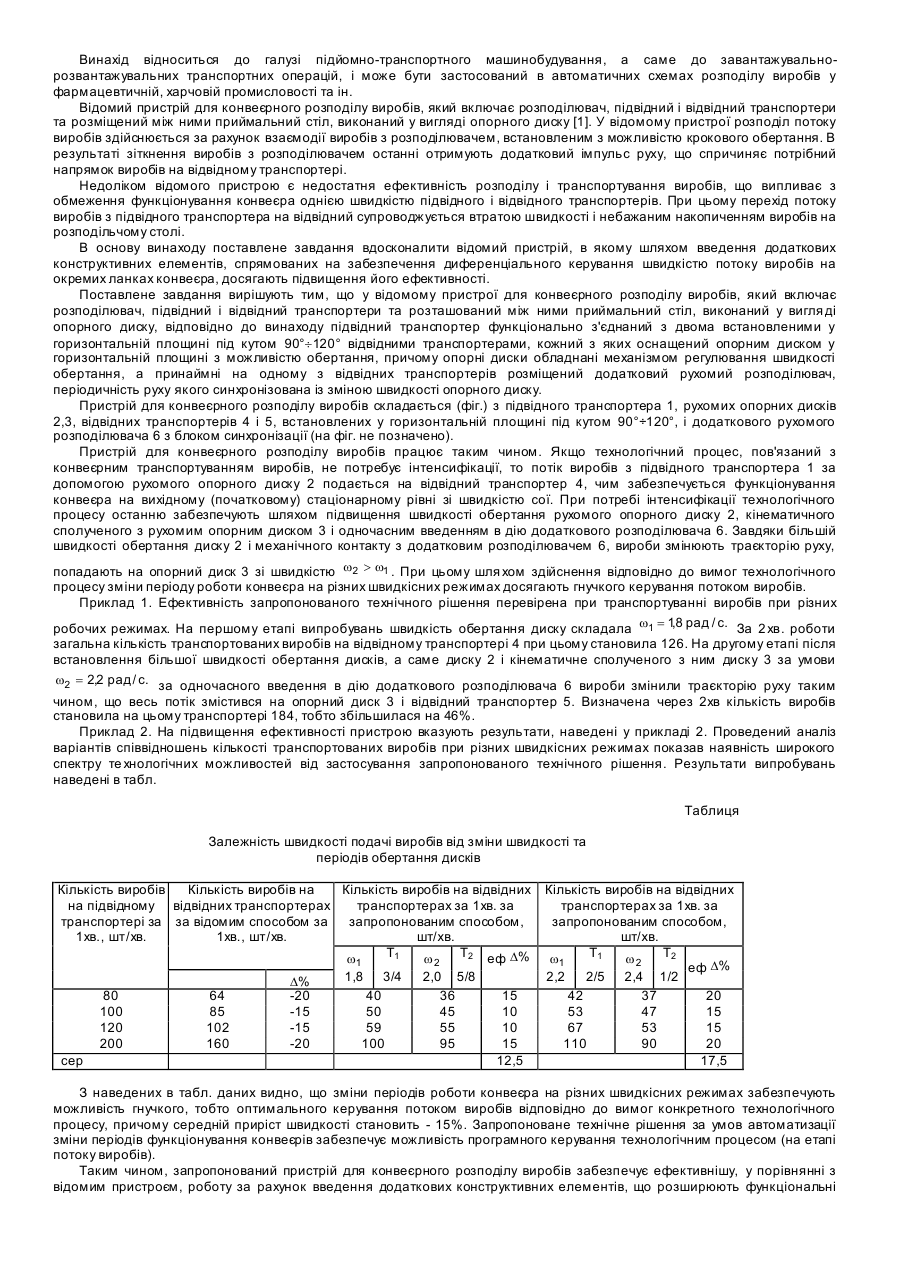
Винахід відноситься до галузі підйомно-транспортного машинобудування, а саме до завантажувальнорозвантажувальних транспортних операцій, і може бути застосований в автоматичних схемах розподілу виробів у фармацевтичній, харчовій промисловості та ін. Відомий пристрій для конвеєрного розподілу виробів, який включає розподілювач, підвідний і відвідний транспортери та розміщений між ними приймальний стіл, виконаний у вигляді опорного диску [1]. У відомому пристрої розподіл потоку виробів здійснюється за рахунок взаємодії виробів з розподілювачем, встановленим з можливістю крокового обертання. В результаті зіткнення виробів з розподілювачем останні отримують додатковий імпульс руху, що спричиняє потрібний напрямок виробів на відвідному транспортері. Недоліком відомого пристрою є недостатня ефективність розподілу і транспортування виробів, що випливає з обмеження функціонування конвеєра однією швидкістю підвідного і відвідного транспортерів. При цьому перехід потоку виробів з підвідного транспортера на відвідний супроводжується втратою швидкості і небажаним накопиченням виробів на розподільчому столі. В основу винаходу поставлене завдання вдосконалити відомий пристрій, в якому шляхом введення додаткових конструктивних елементів, спрямованих на забезпечення диференціального керування швидкістю потоку виробів на окремих ланках конвеєра, досягають підвищення його ефективності. Поставлене завдання вирішують тим, що у відомому пристрої для конвеєрного розподілу виробів, який включає розподілювач, підвідний і відвідний транспортери та розташований між ними приймальний стіл, виконаний у вигля ді опорного диску, відповідно до винаходу підвідний транспортер функціонально з'єднаний з двома встановленими у горизонтальній площині під кутом 90°¸120° відвідними транспортерами, кожний з яких оснащений опорним диском у горизонтальній площині з можливістю обертання, причому опорні диски обладнані механізмом регулювання швидкості обертання, а принаймні на одному з відвідних транспортерів розміщений додатковий рухомий розподілювач, періодичність руху якого синхронізована із зміною швидкості опорного диску. Пристрій для конвеєрного розподілу виробів складається (фіг.) з підвідного транспортера 1, рухомих опорних дисків 2,3, відвідних транспортерів 4 і 5, встановлених у горизонтальній площині під кутом 90°÷120°, і додаткового рухомого розподілювача 6 з блоком синхронізації (на фіг. не позначено). Пристрій для конвеєрного розподілу виробів працює таким чином. Якщо технологічний процес, пов'язаний з конвеєрним транспортуванням виробів, не потребує інтенсифікації, то потік виробів з підвідного транспортера 1 за допомогою рухомого опорного диску 2 подається на відвідний транспортер 4, чим забезпечується функціонування конвеєра на вихідному (початковому) стаціонарному рівні зі швидкістю сої. При потребі інтенсифікації технологічного процесу останню забезпечують шляхом підвищення швидкості обертання рухомого опорного диску 2, кінематичного сполученого з рухомим опорним диском 3 і одночасним введенням в дію додаткового розподілювача 6. Завдяки більшій швидкості обертання диску 2 і механічного контакту з додатковим розподілювачем 6, вироби змінюють траєкторію руху, попадають на опорний диск 3 зі швидкістю w2 > w1 . При цьому шля хом здійснення відповідно до вимог технологічного процесу зміни періоду роботи конвеєра на різних швидкісних режимах досягають гнучкого керування потоком виробів. Приклад 1. Ефективність запропонованого технічного рішення перевірена при транспортуванні виробів при різних , робочих режимах. На першому етапі випробувань швидкість обертання диску складала w1 = 18 рад / с. За 2 хв. роботи загальна кількість транспортованих виробів на відвідному транспортері 4 при цьому становила 126. На другому етапі після встановлення більшої швидкості обертання дисків, а саме диску 2 і кінематичне сполученого з ним диску 3 за умови w2 = 2,2 рад / с. за одночасного введення в дію додаткового розподілювача 6 вироби змінили траєкторію руху таким чином, що весь потік змістився на опорний диск 3 і відвідний транспортер 5. Визначена через 2хв кількість виробів становила на цьому транспортері 184, тобто збільшилася на 46%. Приклад 2. На підвищення ефективності пристрою вказують результати, наведені у прикладі 2. Проведений аналіз варіантів співвідношень кількості транспортованих виробів при різних швидкісних режимах показав наявність широкого спектру те хнологічних можливостей від застосування запропонованого технічного рішення. Результати випробувань наведені в табл. Таблиця Залежність швидкості подачі виробів від зміни швидкості та періодів обертання дисків Кількість виробів Кількість виробів на Кількість виробів на відвідних на підвідному відвідних транспортерах транспортерах за 1хв. за транспортері за за відомим способом за запропонованим способом, 1хв., шт/хв. 1хв., шт/хв. шт/хв. Т1 T2 еф D% w w 1 80 100 120 200 сер 64 85 102 160 D% -20 -15 -15 -20 1,8 2 3/4 40 50 59 100 2,0 5/8 36 45 55 95 15 10 10 15 12,5 Кількість виробів на відвідних транспортерах за 1хв. за запропонованим способом, шт/хв. Т1 T2 w1 w2 еф D% 2,2 2/5 2,4 1/2 42 37 20 53 47 15 67 53 15 110 90 20 17,5 З наведених в табл. даних видно, що зміни періодів роботи конвеєра на різних швидкісних режимах забезпечують можливість гнучкого, тобто оптимального керування потоком виробів відповідно до вимог конкретного технологічного процесу, причому середній приріст швидкості становить - 15%. Запропоноване технічне рішення за умов автоматизації зміни періодів функціонування конвеєрів забезпечує можливість програмного керування технологічним процесом (на етапі потоку виробів). Таким чином, запропонований пристрій для конвеєрного розподілу виробів забезпечує ефективнішу, у порівнянні з відомим пристроєм, роботу за рахунок введення додаткових конструктивних елементів, що розширюють функціональні можливості відомого пристрою і що зможе знайти застосування в різних технологічних процесах, пов'язаних з розподілом виробів. Джерела інформації, які слід взяти до уваги: 1. Патент 18897 А. Україна МПК 5 В65И35/10. Пристрій для розподілу і групування штучни х виробів. / Горбуля B.I., Криворотько В.М., Соколенко A.I. та ін. - №93005534; Заявлено 31.05.93. Опубліковано 25.12.97. Промислова власність. Офіційний бюлетень №6, 1997.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for articles conveyer distribution
Автори англійськоюRohatynskyi Roman Mykhailovych
Назва патенту російськоюУстройство для конвейерного распределения изделий
Автори російськоюРогатинский Роман Михайлович
МПК / Мітки
МПК: B65B 5/10
Мітки: конвеєрного, пристрій, розподілу, виробів
Код посилання
<a href="https://ua.patents.su/2-70509-pristrijj-dlya-konveehrnogo-rozpodilu-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для конвеєрного розподілу виробів</a>
Пристрій для розподілу потоку виробів
Номер патенту: 70461
Опубліковано: 15.10.2004
Автори: Рогатинський Роман Михайлович, Кравець Наталія Орестівна
МПК: B65B 5/10
Мітки: розподілу, пристрій, потоку, виробів
Формула / Реферат:
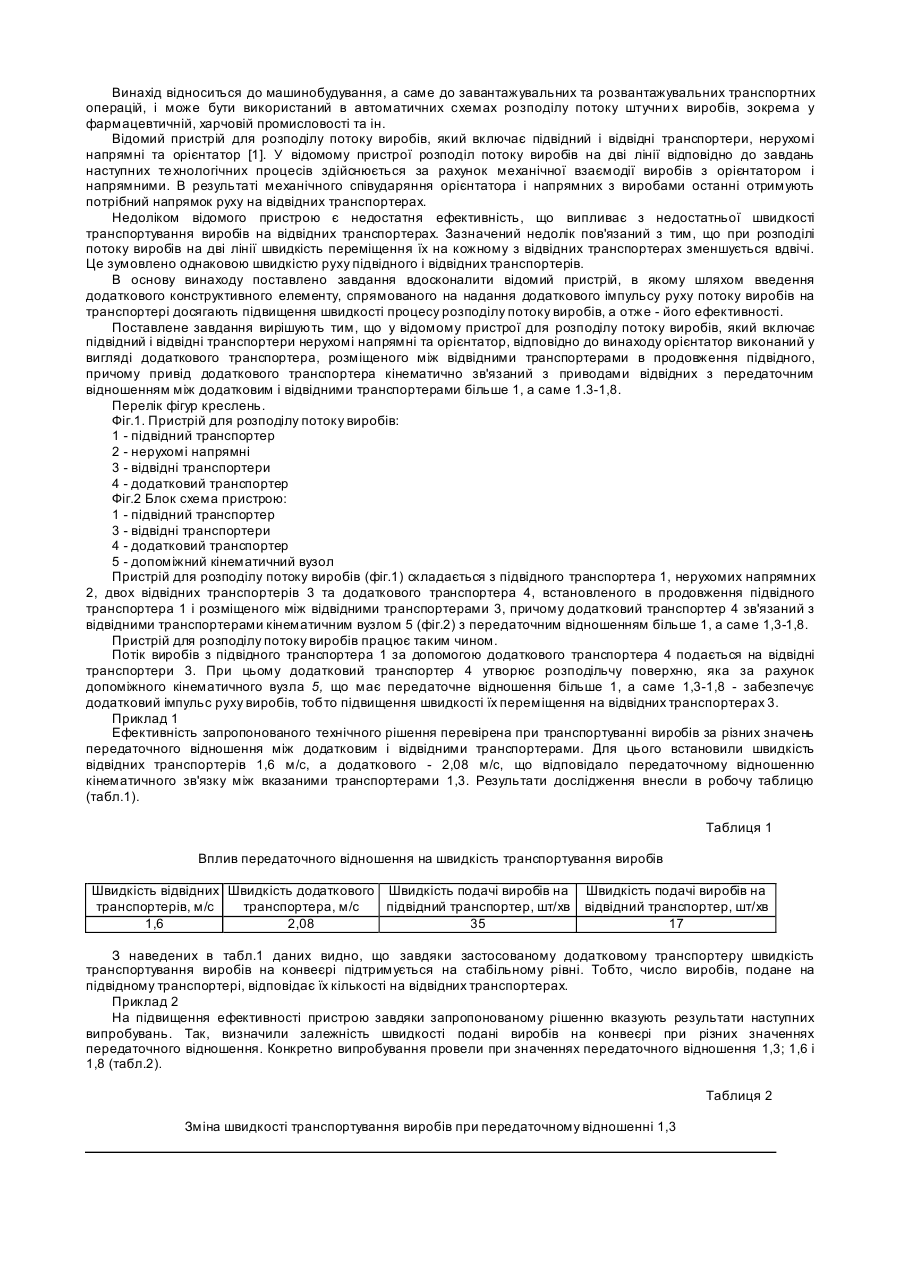
Пристрій для розподілу потоку виробів, який включає підвідний і відвідні транспортери, нерухомі напрямні та орієнтатор, який відрізняється тим, що орієнтатор виконаний у вигляді додаткового транспортера, розміщеного між відвідними транспортерами в продовження підвідного, причому привід додаткового транспортера кінематично зв’язаний з приводами відвідних з передаточним відношенням між додатковим і відвідними транспортерами більшим за 1, а...
Пристрій для розподілу потоку виробів
Номер патенту: 22684
Опубліковано: 07.04.1998
Автори: Лензіон Валентин Йосипович, Соколенко Анатолій Іванович, Костін Володимир Борисович, Васильківський Костянтин Вікторович, Степанець Олег Іванович, Шевченко Олександр Юхимович
МПК: B65B 5/10
Мітки: виробів, потоку, розподілу, пристрій
Формула / Реферат:
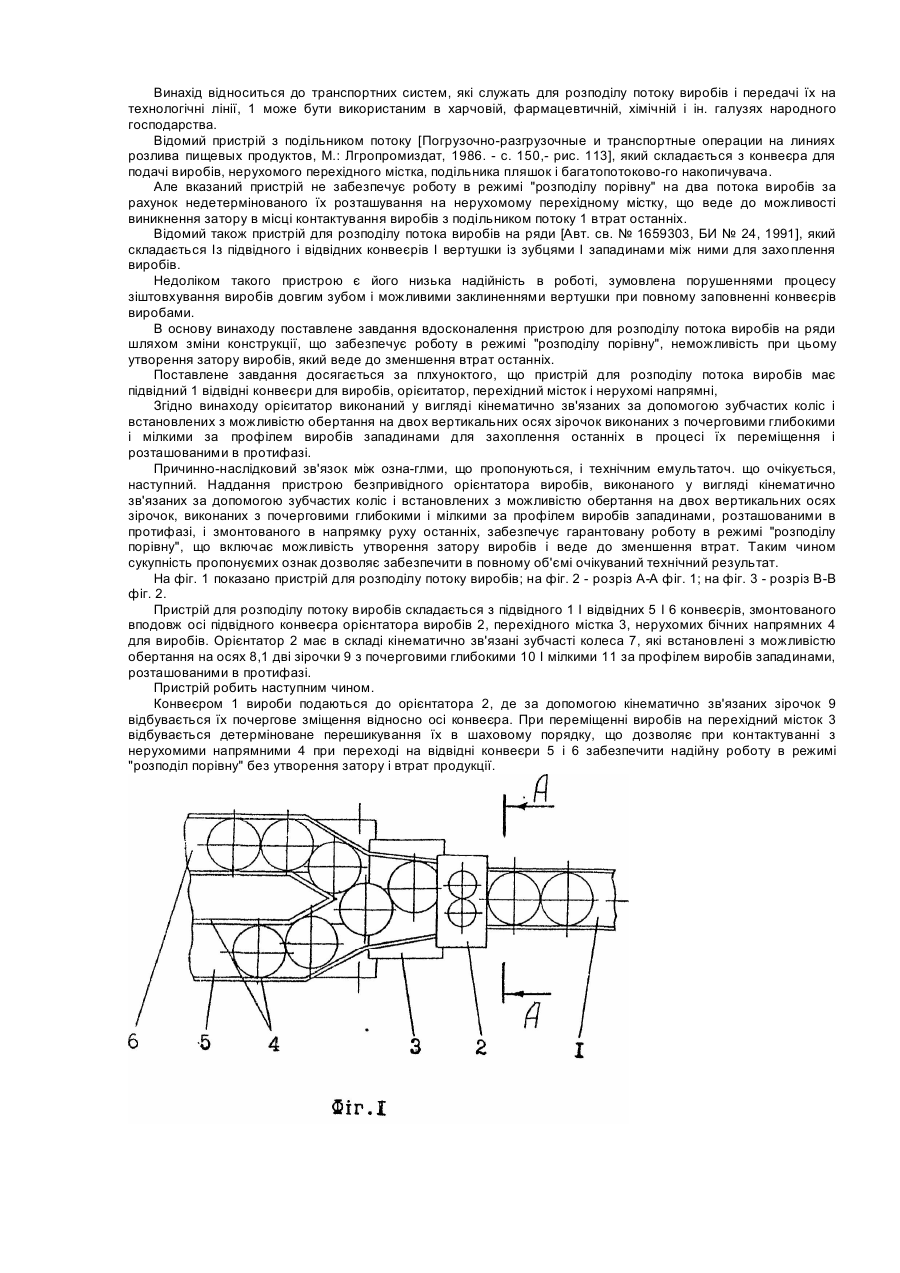
Пристрій для розподілу потоку виробів, що включає підвідний і відвідні конвеєри для виробів, орієнтатор, перехідний місток та нерухомі напрямні, який відрізняється тим, що він має орієнтатор, виконаний у вигляді кінематично пов'язаних за допомогою зубчастих коліс і встановлених з можливістю. обертання на двох вертикальних осях зірочок виконаних з почерговими глибокими і мілкими за профілем виробів западинами для захоплення останніх в процесі...
Пристрій для розподілення потоку виробів
Номер патенту: 57262
Опубліковано: 16.06.2003
Автори: Жарова Світлана Іванівна, Цюпка Тарас Григорович, Герич Олег Володимирович, Валіулін Генадій Романович
МПК: B65B 5/10, B65B 35/00
Мітки: потоку, пристрій, виробів, розподілення
Формула / Реферат:
Пристрій для розподілення потоку виробів, який складається із підвідного конвеєра, механізму орієнтації виробів, відвідних конвеєрів і напрямних для виробів, який відрізняється тим, що він має безпривідний механізм орієнтації, виконаний у вигляді кінематично зв'язаних за допомогою зубчастих коліс і встановлених з можливістю обертання на двох вертикальних осях зірочок, виконаних у вигляді чотиригранника, три грані якого мають западини, причому...
Пристрій для перевантаження виробів з одного конвеєра на інший
Номер патенту: 36150
Опубліковано: 16.04.2001
Автори: Шевченко Олександр Юхимович, Соколенко Анатолій Іванович, Лензіон Валентин Йосипович, Васильківський Костянтин Вікторович
МПК: B65G 25/04
Мітки: одного, перевантаження, виробів, пристрій, конвеєра
Текст:
...Юхимович, Васильківський Костянтин Вікторович, Лензіон Валентин Йосипович (73) Український державний університет харчових технологій 36150 і швидкості зворотно-поступального руху містка. Опір переміщенню може зменшуватися аж до нуля. Тому сходження виробів з містка буде обов’язково здійснюватись навіть тоді, коли кут нахи лу його до лінії горизонту буде лежати навіть в межах кута тертя. Далі вироби переміщуються на відвідний конвеєр 4. ...
Пристрій для розподілення потоку виробів
Номер патенту: 59796
Опубліковано: 15.09.2003
Автори: Свінціцька Анна Іванівна, Валіулін Геннадій Романович, Жарова Світлана Іванівна
МПК: B65B 35/00
Мітки: пристрій, розподілення, потоку, виробів
Формула / Реферат:
Пристрій для розподілення потоку виробів, що містить підвідний конвеєр, відвідні конвеєри і напрямні для виробів, а також безпривідний механізм орієнтації виробів, що виконаний у вигляді кінематично зв'язаних за допомогою зубчастих коліс і встановлених з можливістю обертання на двох вертикальних осях зірочок, що виконані у вигляді чотиригранника з западинами, причому дві протилежні грані чотиригранника мають однакові неглибокі за профілем...
Попередній патент: Установка кондиціонування повітря
Наступний патент: Машина для видалення кісточок з плодів вишні
Випадковий патент: Спосіб розведення ентомофага хойойї (chouioia cunea jang.)