Пристрій для розподілу потоку виробів
Номер патенту: 70461
Опубліковано: 15.10.2004
Автори: Кравець Наталія Орестівна, Рогатинський Роман Михайлович
Формула / Реферат
Пристрій для розподілу потоку виробів, який включає підвідний і відвідні транспортери, нерухомі напрямні та орієнтатор, який відрізняється тим, що орієнтатор виконаний у вигляді додаткового транспортера, розміщеного між відвідними транспортерами в продовження підвідного, причому привід додаткового транспортера кінематично зв’язаний з приводами відвідних з передаточним відношенням між додатковим і відвідними транспортерами більшим за 1, а саме 1,3![]() 1,8.
1,8.
Текст
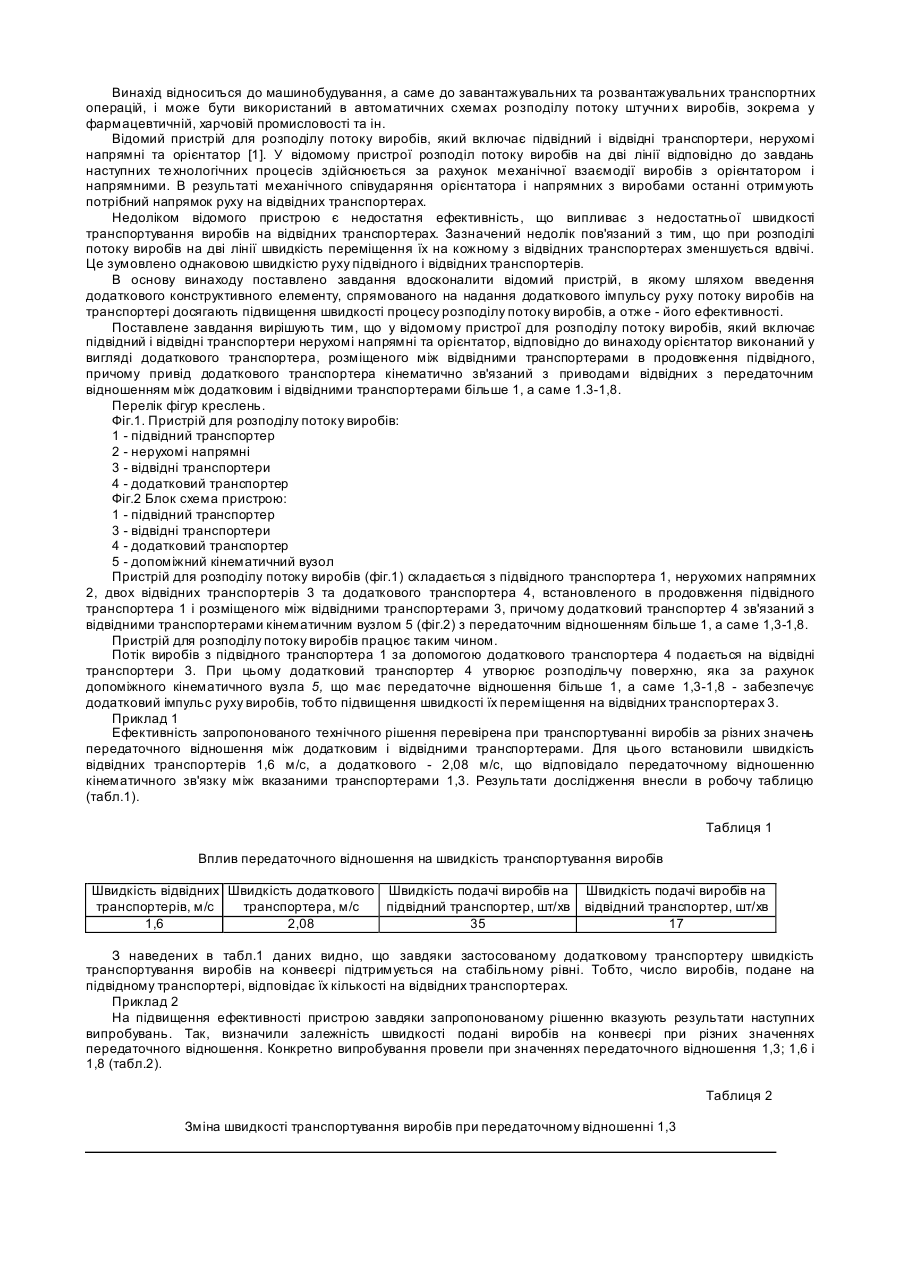
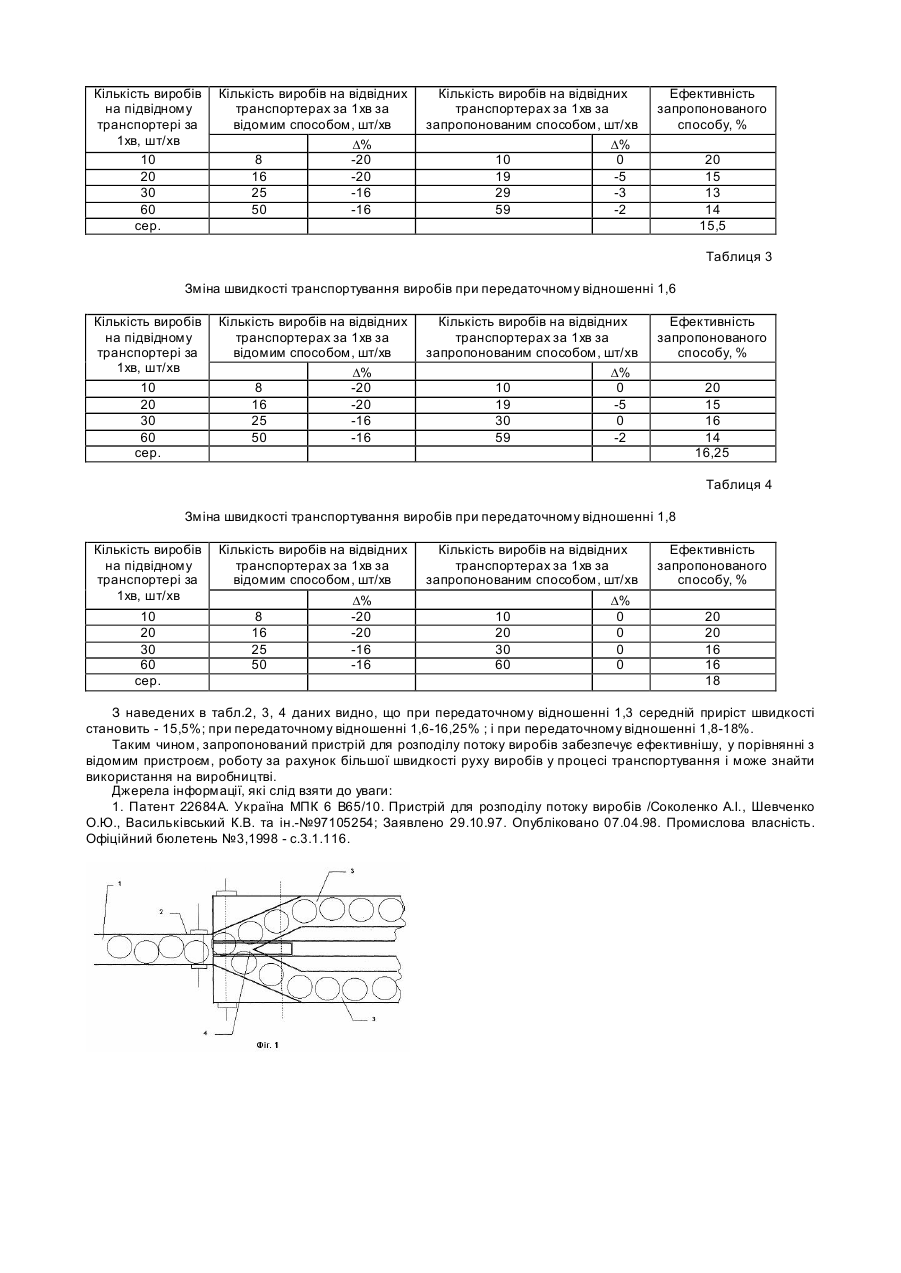
Винахід відноситься до машинобудування, а саме до завантажувальних та розвантажувальних транспортних операцій, і може бути використаний в автоматичних схемах розподілу потоку штучни х виробів, зокрема у фармацевтичній, харчовій промисловості та ін. Відомий пристрій для розподілу потоку виробів, який включає підвідний і відвідні транспортери, нерухомі напрямні та орієнтатор [1]. У відомому пристрої розподіл потоку виробів на дві лінії відповідно до завдань наступних те хнологічних процесів здійснюється за рахунок механічної взаємодії виробів з орієнтатором і напрямними. В результаті механічного співударяння орієнтатора і напрямних з виробами останні отримують потрібний напрямок руху на відвідних транспортерах. Недоліком відомого пристрою є недостатня ефективність, що випливає з недостатньої швидкості транспортування виробів на відвідних транспортерах. Зазначений недолік пов'язаний з тим, що при розподілі потоку виробів на дві лінії швидкість переміщення їх на кожному з відвідних транспортерах зменшується вдвічі. Це зумовлено однаковою швидкістю руху підвідного і відвідних транспортерів. В основу винаходу поставлено завдання вдосконалити відомий пристрій, в якому шляхом введення додаткового конструктивного елементу, спрямованого на надання додаткового імпульсу руху потоку виробів на транспортері досягають підвищення швидкості процесу розподілу потоку виробів, а отже - його ефективності. Поставлене завдання вирішують тим, що у відомому пристрої для розподілу потоку виробів, який включає підвідний і відвідні транспортери нерухомі напрямні та орієнтатор, відповідно до винаходу орієнтатор виконаний у вигляді додаткового транспортера, розміщеного між відвідними транспортерами в продовження підвідного, причому привід додаткового транспортера кінематично зв'язаний з приводами відвідних з передаточним відношенням між додатковим і відвідними транспортерами більше 1, а саме 1.3-1,8. Перелік фігур креслень. Фіг.1. Пристрій для розподілу потоку виробів: 1 - підвідний транспортер 2 - нерухомі напрямні 3 - відвідні транспортери 4 - додатковий транспортер Фіг.2 Блок схема пристрою: 1 - підвідний транспортер 3 - відвідні транспортери 4 - додатковий транспортер 5 - допоміжний кінематичний вузол Пристрій для розподілу потоку виробів (фіг.1) складається з підвідного транспортера 1, нерухомих напрямних 2, двох відвідних транспортерів 3 та додаткового транспортера 4, встановленого в продовження підвідного транспортера 1 і розміщеного між відвідними транспортерами 3, причому додатковий транспортер 4 зв'язаний з відвідними транспортерами кінематичним вузлом 5 (фіг.2) з передаточним відношенням більше 1, а саме 1,3-1,8. Пристрій для розподілу потоку виробів працює таким чином. Потік виробів з підвідного транспортера 1 за допомогою додаткового транспортера 4 подається на відвідні транспортери 3. При цьому додатковий транспортер 4 утворює розподільчу поверхню, яка за рахунок допоміжного кінематичного вузла 5, що має передаточне відношення більше 1, а саме 1,3-1,8 - забезпечує додатковий імпульс руху виробів, тобто підвищення швидкості їх переміщення на відвідних транспортерах 3. Приклад 1 Ефективність запропонованого технічного рішення перевірена при транспортуванні виробів за різних значень передаточного відношення між додатковим і відвідними транспортерами. Для цього встановили швидкість відвідних транспортерів 1,6 м/с, а додаткового - 2,08 м/с, що відповідало передаточному відношенню кінематичного зв'язку між вказаними транспортерами 1,3. Результати дослідження внесли в робочу таблицю (табл.1). Таблиця 1 Вплив передаточного відношення на швидкість транспортування виробів Швидкість відвідних Швидкість додаткового Швидкість подачі виробів на транспортерів, м/с транспортера, м/с підвідний транспортер, шт/хв 1,6 2,08 35 Швидкість подачі виробів на відвідний транспортер, шт/хв 17 З наведених в табл.1 даних видно, що завдяки застосованому додатковому транспортеру швидкість транспортування виробів на конвеєрі підтримується на стабільному рівні. Тобто, число виробів, подане на підвідному транспортері, відповідає їх кількості на відвідних транспортерах. Приклад 2 На підвищення ефективності пристрою завдяки запропонованому рішенню вказують результати наступних випробувань. Так, визначили залежність швидкості подані виробів на конвеєрі при різних значеннях передаточного відношення. Конкретно випробування провели при значеннях передаточного відношення 1,3; 1,6 і 1,8 (табл.2). Таблиця 2 Зміна швидкості транспортування виробів при передаточному відношенні 1,3 Кількість виробів на підвідному транспортері за 1хв, шт/хв 10 20 30 60 сер. Кількість виробів на відвідних транспортерах за 1хв за відомим способом, шт/хв D% 8 -20 16 -20 25 -16 50 -16 Кількість виробів на відвідних транспортерах за 1хв за запропонованим способом, шт/хв D% 10 0 19 -5 29 -3 59 -2 Ефективність запропонованого способу, % 20 15 13 14 15,5 Таблиця 3 Зміна швидкості транспортування виробів при передаточному відношенні 1,6 Кількість виробів на підвідному транспортері за 1хв, шт/хв 10 20 30 60 сер. Кількість виробів на відвідних транспортерах за 1хв за відомим способом, шт/хв D% 8 -20 16 -20 25 -16 50 -16 Кількість виробів на відвідних транспортерах за 1хв за запропонованим способом, шт/хв D% 10 0 19 -5 30 0 59 -2 Ефективність запропонованого способу, % 20 15 16 14 16,25 Таблиця 4 Зміна швидкості транспортування виробів при передаточному відношенні 1,8 Кількість виробів на підвідному транспортері за 1хв, шт/хв 10 20 30 60 сер. Кількість виробів на відвідних транспортерах за 1хв за відомим способом, шт/хв D% 8 -20 16 -20 25 -16 50 -16 Кількість виробів на відвідних транспортерах за 1хв за запропонованим способом, шт/хв D% 10 0 20 0 30 0 60 0 Ефективність запропонованого способу, % 20 20 16 16 18 З наведених в табл.2, 3, 4 даних видно, що при передаточному відношенні 1,3 середній приріст швидкості становить - 15,5%; при передаточному відношенні 1,6-16,25% ; і при передаточному відношенні 1,8-18%. Таким чином, запропонований пристрій для розподілу потоку виробів забезпечує ефективнішу, у порівнянні з відомим пристроєм, роботу за рахунок більшої швидкості руху виробів у процесі транспортування і може знайти використання на виробництві. Джерела інформації, які слід взяти до уваги: 1. Патент 22684А. Україна МПК 6 В65/10. Пристрій для розподілу потоку виробів /Соколенко A.I., Шевченко О.Ю., Васильківський К.В. та ін.-№97105254; Заявлено 29.10.97. Опубліковано 07.04.98. Промислова власність. Офіційний бюлетень №3,1998 - с.3.1.116.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for distribution of articles flow
Автори англійськоюRohatynskyi Roman Mykhailovych
Назва патенту російськоюУстройство для распределения потока изделий
Автори російськоюРогатинский Роман Михайлович
МПК / Мітки
МПК: B65B 5/10
Мітки: розподілу, виробів, пристрій, потоку
Код посилання
<a href="https://ua.patents.su/3-70461-pristrijj-dlya-rozpodilu-potoku-virobiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розподілу потоку виробів</a>
Пристрій для розподілу потоку виробів
Номер патенту: 22684
Опубліковано: 07.04.1998
Автори: Степанець Олег Іванович, Соколенко Анатолій Іванович, Васильківський Костянтин Вікторович, Костін Володимир Борисович, Шевченко Олександр Юхимович, Лензіон Валентин Йосипович
МПК: B65B 5/10
Мітки: розподілу, пристрій, потоку, виробів
Формула / Реферат:
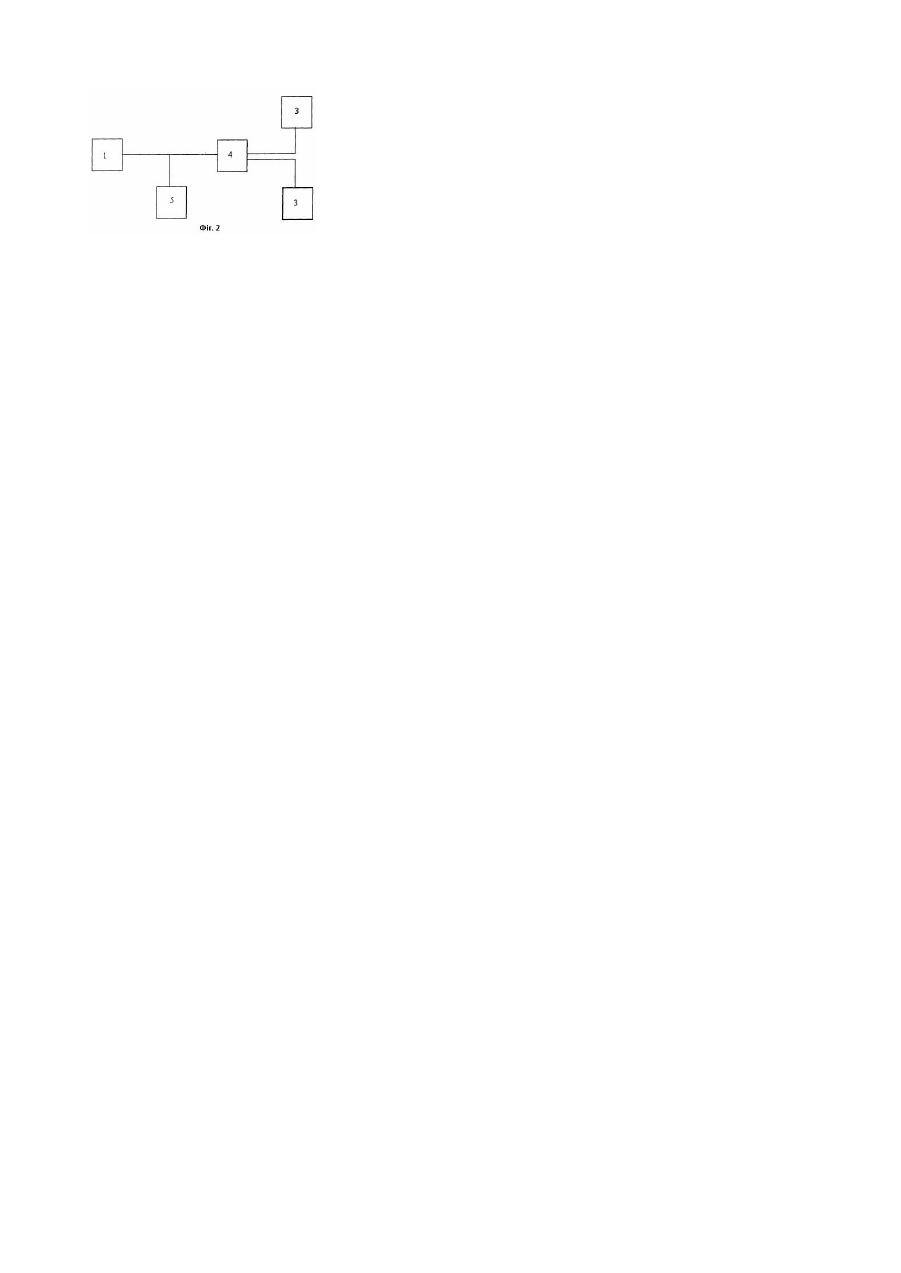
Пристрій для розподілу потоку виробів, що включає підвідний і відвідні конвеєри для виробів, орієнтатор, перехідний місток та нерухомі напрямні, який відрізняється тим, що він має орієнтатор, виконаний у вигляді кінематично пов'язаних за допомогою зубчастих коліс і встановлених з можливістю. обертання на двох вертикальних осях зірочок виконаних з почерговими глибокими і мілкими за профілем виробів западинами для захоплення останніх в процесі...
Пристрій для розподілення потоку виробів
Номер патенту: 57262
Опубліковано: 16.06.2003
Автори: Жарова Світлана Іванівна, Цюпка Тарас Григорович, Герич Олег Володимирович, Валіулін Генадій Романович
МПК: B65B 5/10, B65B 35/00
Мітки: виробів, розподілення, пристрій, потоку
Формула / Реферат:
Пристрій для розподілення потоку виробів, який складається із підвідного конвеєра, механізму орієнтації виробів, відвідних конвеєрів і напрямних для виробів, який відрізняється тим, що він має безпривідний механізм орієнтації, виконаний у вигляді кінематично зв'язаних за допомогою зубчастих коліс і встановлених з можливістю обертання на двох вертикальних осях зірочок, виконаних у вигляді чотиригранника, три грані якого мають западини, причому...
Пристрій для розподілення потоку виробів
Номер патенту: 59796
Опубліковано: 15.09.2003
Автори: Жарова Світлана Іванівна, Валіулін Геннадій Романович, Свінціцька Анна Іванівна
МПК: B65B 35/00
Мітки: виробів, потоку, пристрій, розподілення
Формула / Реферат:
Пристрій для розподілення потоку виробів, що містить підвідний конвеєр, відвідні конвеєри і напрямні для виробів, а також безпривідний механізм орієнтації виробів, що виконаний у вигляді кінематично зв'язаних за допомогою зубчастих коліс і встановлених з можливістю обертання на двох вертикальних осях зірочок, що виконані у вигляді чотиригранника з западинами, причому дві протилежні грані чотиригранника мають однакові неглибокі за профілем...
Пристрій для розділення потоку штучних виробів

Номер патенту: 48033
Опубліковано: 15.08.2002
Автори: Ткаченко Олександр Олексійович, Яресько Володимир Петрович, Соколенко Анатолій Іванович, Костюк Володимир Степанович
МПК: B65G 47/68
Мітки: штучних, пристрій, потоку, розділення, виробів
Формула / Реферат:
1. Устройство для разделения потока штучных предметов, включающее последовательно установленные подающий и приемный конвейеры, расположенные над ними боковые направляющие с расходящимися по направлению перемещения предметов участками, размещенную между конвейерами промежуточную пластину и расположенные на выходе последней и в конце расширения боковых направляющих разделительные клинья, отличающееся тем, что, с целью повышения надежности...
Пристрій для розподілення потоку штучних виробів

Номер патенту: 48089
Опубліковано: 15.08.2002
Автори: Шапран Валентин Захарович, Костюк Володимир Степанович
МПК: B65B 35/00, B65G 47/68
Мітки: потоку, штучних, розподілення, пристрій, виробів
Формула / Реферат:
Устройство для распределения потока штучных изделий, содержащее верхний и нижний столы и толкатель, включающий верхнюю Г-образную часть и нижнюю П-образную, толкающие стенки которых смещены по горизонтали одна относительно другой, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено электромагнитным приводом, датчиками управления электромагнитным приводом и возвратной пружиной, а верхняя Г-образная часть...
Попередній патент: Склад для тістечка повітряного “мигдаль”
Наступний патент: Електроогорожа для худоби
Випадковий патент: Роторно-поршневий двигун внутрішнього згоряння